Máy tiện đơn giản nhất có thể được thực hiện trong 15 phút
Đối với chiếc máy tiện đơn giản nhất trong cửa hàng, bạn sẽ phải trả vài nghìn rúp. Nhưng nó có thể được chế tạo từ máy khoan mà không tốn nhiều chi phí và bạn không cần phải là một chuyên gia có trình độ cao mới có thể làm được việc này.

Ngoài máy khoan, chúng ta sẽ cần những vật liệu, dụng cụ và phụ kiện sau:
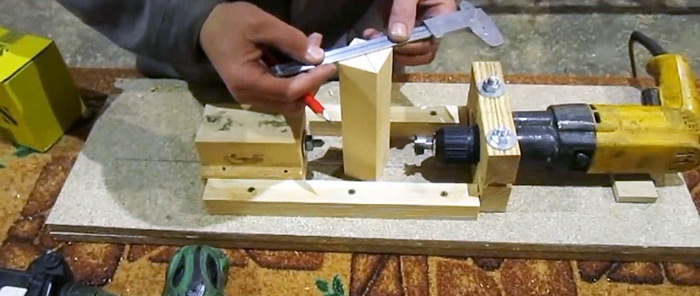
Sử dụng thước cặp, chúng tôi đo đai hình trụ trên thân máy khoan, chúng tôi sẽ gắn dụng cụ này vào giữa và đặt nó vào đầu máy tiện.
Chúng tôi đánh dấu một thanh gỗ, cố định vào bàn làm việc bằng kẹp và sử dụng máy khoan có mũi khoan lõi để tạo một lỗ xuyên qua gần một trong các cạnh của nó.

Dọc theo trục dọc của dầm, chúng ta dùng cưa tròn để cắt thanh nối giữa đầu cuối và lỗ xuyên qua, đồng thời tiếp tục cắt trên thân thanh dầm với khoảng cách như cũ.Chúng tôi cắt một miếng gỗ có lỗ có chiều dài cần thiết.
Chúng tôi áp dụng các dấu hiệu cho một miếng ván dăm đôi có chiều rộng và chiều dài nhất định, tập trung vào lỗ trên khối, lỗ này sẽ đóng vai trò là bộ phận nguồn của phần đầu.

Chúng tôi bôi một ít keo vào đầu dưới của khối và lắp nó vào khung - bề mặt của ván dăm, theo các dấu đã bôi trước, đảm bảo rằng nó vuông góc với trục dọc của khung.
Sau khi lắp một thanh mỏng vào phần cắt của khối, chúng tôi sử dụng máy khoan để thực hiện hai mũi khoan xuyên qua toàn bộ khối và hai tấm ván dăm. Sau đó, chúng tôi loại bỏ khối và theo mẫu, tạo ra hai hốc mù, đồng trục với các lỗ xuyên qua. Chúng tôi đặt vòng đệm vào trong chúng để tăng độ bền và độ cứng của nơi gắn đầu xe vào khung.

Chúng tôi chèn hai bu lông có chiều dài phù hợp với các vòng đệm rộng dưới các đầu từ dưới cùng của khung, vặn và siết chặt các đai ốc trên đầu dầm ngang, không quên đặt các vòng đệm rộng bên dưới chúng.

Chúng tôi chèn và siết chặt một phần của bu lông hoặc thanh đinh tán vào mâm cặp khoan, bật máy khoan và mài đầu tự do của nó bằng máy mài có đĩa mài. Sau khi kết thúc quá trình xử lý, đặt vòng đệm vào thanh nhọn, vặn đai ốc và đặt sang một bên.


Sử dụng một mẫu, chúng tôi lắp đặt ụ dọc theo trục dọc của bệ ở một khoảng cách nhất định so với mâm cặp khoan, trong trường hợp của chúng tôi có mặt cắt ngang tương tự như dầm hình chữ T ngược. Chúng tôi đặt các thanh giới hạn hướng dẫn ở hai bên - hai thanh có tiết diện hình vuông giống hệt nhau, bôi một ít keo vào đáy của chúng.

Sử dụng máy khoan và mũi khoan, chúng tôi đánh dấu các vị trí lắp đặt cho các vít và vặn chúng vào bằng tuốc nơ vít, cuối cùng cố định các thanh dẫn hướng vào khung.
Chúng tôi cố định mũi khoan vào mâm cặp khoan, đánh dấu độ sâu khoan trên đó bằng băng dính, bật dụng cụ lên và di chuyển ụ sau về phía mũi khoan để có được lỗ có độ sâu cần thiết.
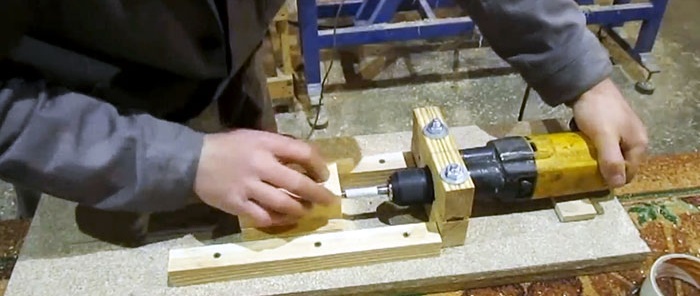
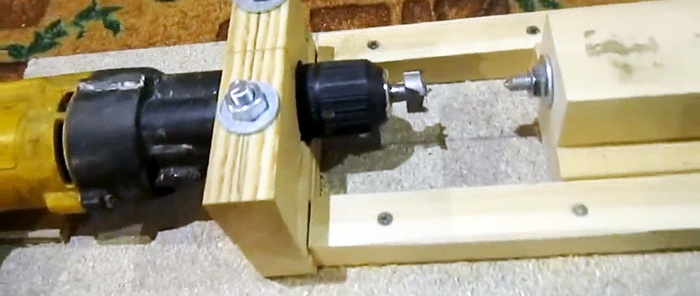
Chúng tôi chèn một thanh bu lông đã chuẩn bị trước có đầu nhọn, vòng đệm và đai ốc vào lỗ mù. Bộ phận này được thiết kế để định tâm và giữ phôi.
Đảm bảo rằng tâm của ụ sau thẳng hàng với tâm của mũi khoan Forstner được gắn trong mâm cặp khoan. Để làm điều này, hãy di chuyển ụ sau về phía trước và đảm bảo rằng không có chỗ hết.

Chúng tôi cố định ụ sau bằng các vít được vặn theo một góc để chúng chịu được lực từ các bộ phận đang được xử lý tốt hơn. Để xử lý phôi có độ dài khác nhau, chúng tôi kéo dài hoặc rút ngắn thanh ren.
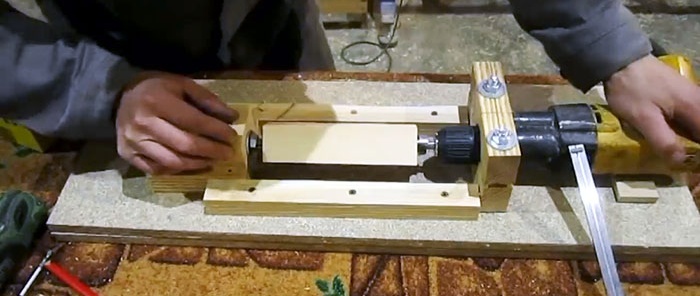
Để kiểm tra sản phẩm tự chế, chúng tôi sử dụng phôi hình vuông. Nhưng trước khi cố định nó vào máy, chúng ta vẽ các đường chéo ở hai đầu và xác định tâm, tức là các điểm đính kèm.
Sau khi đã cố định phôi một cách an toàn, hãy bật máy khoan và bắt đầu mài phôi đang quay bằng một cái đục, tựa nó vào giá đỡ dụng cụ - thanh dẫn hướng dọc.

Sau khi tạo cho phôi có hình dạng mong muốn, chúng tôi mài nó bằng giấy nhám và đánh bóng nó bằng một miếng gỗ nguyên khối. Để tháo chi tiết đã hoàn thiện ra khỏi máy, dùng cờ lê vặn đai ốc trên chốt chặn ụ để di chuyển chi tiết ra xa và nhả chi tiết ra.

Ngoài máy khoan, chúng ta sẽ cần những vật liệu, dụng cụ và phụ kiện sau:
- khối gỗ có nhiều phần khác nhau;
- tấm ván dăm;
- bu lông, vòng đệm, đai ốc và ốc vít;
- thước cặp, thước vuông và bút chì;
- cưa con lắc;
- máy mài và tuốc nơ vít;
- súng bắn keo;
- kẹp;
- đục và giấy nhám.
Quá trình biến máy khoan thành máy tiện
Sử dụng thước cặp, chúng tôi đo đai hình trụ trên thân máy khoan, chúng tôi sẽ gắn dụng cụ này vào giữa và đặt nó vào đầu máy tiện.
Chúng tôi đánh dấu một thanh gỗ, cố định vào bàn làm việc bằng kẹp và sử dụng máy khoan có mũi khoan lõi để tạo một lỗ xuyên qua gần một trong các cạnh của nó.
Dọc theo trục dọc của dầm, chúng ta dùng cưa tròn để cắt thanh nối giữa đầu cuối và lỗ xuyên qua, đồng thời tiếp tục cắt trên thân thanh dầm với khoảng cách như cũ.Chúng tôi cắt một miếng gỗ có lỗ có chiều dài cần thiết.
Chúng tôi áp dụng các dấu hiệu cho một miếng ván dăm đôi có chiều rộng và chiều dài nhất định, tập trung vào lỗ trên khối, lỗ này sẽ đóng vai trò là bộ phận nguồn của phần đầu.
Chúng tôi bôi một ít keo vào đầu dưới của khối và lắp nó vào khung - bề mặt của ván dăm, theo các dấu đã bôi trước, đảm bảo rằng nó vuông góc với trục dọc của khung.
Sau khi lắp một thanh mỏng vào phần cắt của khối, chúng tôi sử dụng máy khoan để thực hiện hai mũi khoan xuyên qua toàn bộ khối và hai tấm ván dăm. Sau đó, chúng tôi loại bỏ khối và theo mẫu, tạo ra hai hốc mù, đồng trục với các lỗ xuyên qua. Chúng tôi đặt vòng đệm vào trong chúng để tăng độ bền và độ cứng của nơi gắn đầu xe vào khung.
Chúng tôi chèn hai bu lông có chiều dài phù hợp với các vòng đệm rộng dưới các đầu từ dưới cùng của khung, vặn và siết chặt các đai ốc trên đầu dầm ngang, không quên đặt các vòng đệm rộng bên dưới chúng.
Chúng tôi chèn và siết chặt một phần của bu lông hoặc thanh đinh tán vào mâm cặp khoan, bật máy khoan và mài đầu tự do của nó bằng máy mài có đĩa mài. Sau khi kết thúc quá trình xử lý, đặt vòng đệm vào thanh nhọn, vặn đai ốc và đặt sang một bên.
Sử dụng một mẫu, chúng tôi lắp đặt ụ dọc theo trục dọc của bệ ở một khoảng cách nhất định so với mâm cặp khoan, trong trường hợp của chúng tôi có mặt cắt ngang tương tự như dầm hình chữ T ngược. Chúng tôi đặt các thanh giới hạn hướng dẫn ở hai bên - hai thanh có tiết diện hình vuông giống hệt nhau, bôi một ít keo vào đáy của chúng.
Sử dụng máy khoan và mũi khoan, chúng tôi đánh dấu các vị trí lắp đặt cho các vít và vặn chúng vào bằng tuốc nơ vít, cuối cùng cố định các thanh dẫn hướng vào khung.
Chúng tôi cố định mũi khoan vào mâm cặp khoan, đánh dấu độ sâu khoan trên đó bằng băng dính, bật dụng cụ lên và di chuyển ụ sau về phía mũi khoan để có được lỗ có độ sâu cần thiết.
Chúng tôi chèn một thanh bu lông đã chuẩn bị trước có đầu nhọn, vòng đệm và đai ốc vào lỗ mù. Bộ phận này được thiết kế để định tâm và giữ phôi.
Đảm bảo rằng tâm của ụ sau thẳng hàng với tâm của mũi khoan Forstner được gắn trong mâm cặp khoan. Để làm điều này, hãy di chuyển ụ sau về phía trước và đảm bảo rằng không có chỗ hết.
Chúng tôi cố định ụ sau bằng các vít được vặn theo một góc để chúng chịu được lực từ các bộ phận đang được xử lý tốt hơn. Để xử lý phôi có độ dài khác nhau, chúng tôi kéo dài hoặc rút ngắn thanh ren.
Để kiểm tra sản phẩm tự chế, chúng tôi sử dụng phôi hình vuông. Nhưng trước khi cố định nó vào máy, chúng ta vẽ các đường chéo ở hai đầu và xác định tâm, tức là các điểm đính kèm.
Sau khi đã cố định phôi một cách an toàn, hãy bật máy khoan và bắt đầu mài phôi đang quay bằng một cái đục, tựa nó vào giá đỡ dụng cụ - thanh dẫn hướng dọc.
Sau khi tạo cho phôi có hình dạng mong muốn, chúng tôi mài nó bằng giấy nhám và đánh bóng nó bằng một miếng gỗ nguyên khối. Để tháo chi tiết đã hoàn thiện ra khỏi máy, dùng cờ lê vặn đai ốc trên chốt chặn ụ để di chuyển chi tiết ra xa và nhả chi tiết ra.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
