Cách tạo lỗ hình tam giác bằng thép dày
Một con tem đặc biệt được sử dụng để tạo các lỗ định hình trên thép tấm dày. Anh ấy đẩy họ qua bằng cách sử dụng áp lực. Một công cụ do nhà máy sản xuất như vậy thường được trang bị bộ truyền động thủy lực, đó là lý do tại sao nó có giá rất cao. Để sử dụng tại nhà, bạn có thể tạo một phiên bản đơn giản hóa của nó. Sẽ rất thuận tiện khi làm việc với một chiếc máy tự chế như vậy vì nó đục lỗ có hình dạng mong muốn mà không gây tiếng ồn, chip và bụi.

Bạn cần cắt 2 phôi giống hệt nhau từ tấm thép có sẵn. Các thông số của chúng được chọn tùy thuộc vào chiều rộng của các bộ phận thép tấm sẽ được đục lỗ. Nếu chỉ có sọc thì kích thước trống 10x20 cm là đủ.

Các góc của tấm được khoan với sự đối xứng chính xác, điều quan trọng là các lỗ trên cả hai phôi phải trùng nhau.

Đầu tiên, một mũi khoan mỏng được sử dụng, sau đó là một mũi khoan lớn hơn, vì việc khoan thép dày như vậy trong một lần rất khó và tốn thời gian.


Ở một trong các tấm, một sợi chỉ được cắt cho các bu lông đã chuẩn bị sẵn.

Phôi có ren được khoan ở tâm bằng chính mũi khoan đã được sử dụng trước đó. Ngược lại, một lỗ mù được tạo ra ở tấm thứ hai. Đường kính của nó phải lớn hơn một chút so với mặt cắt ngang của khuôn sẽ được sử dụng.


Tiếp theo, lấy mũi khoan đã dùng để khoan lỗ mù, tạo một rãnh dài 10-15 mm trên thân của nó theo hình tem yêu cầu.


Đây sẽ là một công cụ làm việc đâm trực tiếp vào kim loại. Sau đó mũi khoan được cắt nhẹ xuống dưới rãnh.



Con tem được nhét vào một lỗ mù. Sau đó, các tấm được nối với nhau và gắn chặt bằng một cặp bu lông. Bây giờ, khi đặt các khoảng trống giữa chúng dưới tem và siết chặt các bu lông, máy sẽ có thể xuyên qua chúng.

Nếu phải xuyên thép dày thì vặn thêm 2 bu lông vào máy ép để phân bổ tải trọng và không làm đứt ren ở tấm đáy. Cùng với nhau, chúng sẽ tạo ra tải trọng nhiều tấn và đẩy hầu hết mọi thứ, đặc biệt nếu bạn đặt một đòn bẩy dài lên cờ lê. Trong tương lai, máy ép đã được tháo tem cũng có thể được sử dụng để nén các bộ phận trong quá trình dán, khi sửa chữa các buồng bị hỏng và giải quyết các vấn đề khác khi cần cung cấp lực nén mạnh.



Nguyên vật liệu:
- tấm thép dày hơn 15-20 mm;
- bu lông M14-M20 – 2 chiếc.;
- mũi khoan kim loại không cần thiết hoặc bị hỏng.
Quy trình sản xuất máy
Bạn cần cắt 2 phôi giống hệt nhau từ tấm thép có sẵn. Các thông số của chúng được chọn tùy thuộc vào chiều rộng của các bộ phận thép tấm sẽ được đục lỗ. Nếu chỉ có sọc thì kích thước trống 10x20 cm là đủ.
Các góc của tấm được khoan với sự đối xứng chính xác, điều quan trọng là các lỗ trên cả hai phôi phải trùng nhau.

Đầu tiên, một mũi khoan mỏng được sử dụng, sau đó là một mũi khoan lớn hơn, vì việc khoan thép dày như vậy trong một lần rất khó và tốn thời gian.


Ở một trong các tấm, một sợi chỉ được cắt cho các bu lông đã chuẩn bị sẵn.

Phôi có ren được khoan ở tâm bằng chính mũi khoan đã được sử dụng trước đó. Ngược lại, một lỗ mù được tạo ra ở tấm thứ hai. Đường kính của nó phải lớn hơn một chút so với mặt cắt ngang của khuôn sẽ được sử dụng.


Tiếp theo, lấy mũi khoan đã dùng để khoan lỗ mù, tạo một rãnh dài 10-15 mm trên thân của nó theo hình tem yêu cầu.


Đây sẽ là một công cụ làm việc đâm trực tiếp vào kim loại. Sau đó mũi khoan được cắt nhẹ xuống dưới rãnh.



Con tem được nhét vào một lỗ mù. Sau đó, các tấm được nối với nhau và gắn chặt bằng một cặp bu lông. Bây giờ, khi đặt các khoảng trống giữa chúng dưới tem và siết chặt các bu lông, máy sẽ có thể xuyên qua chúng.
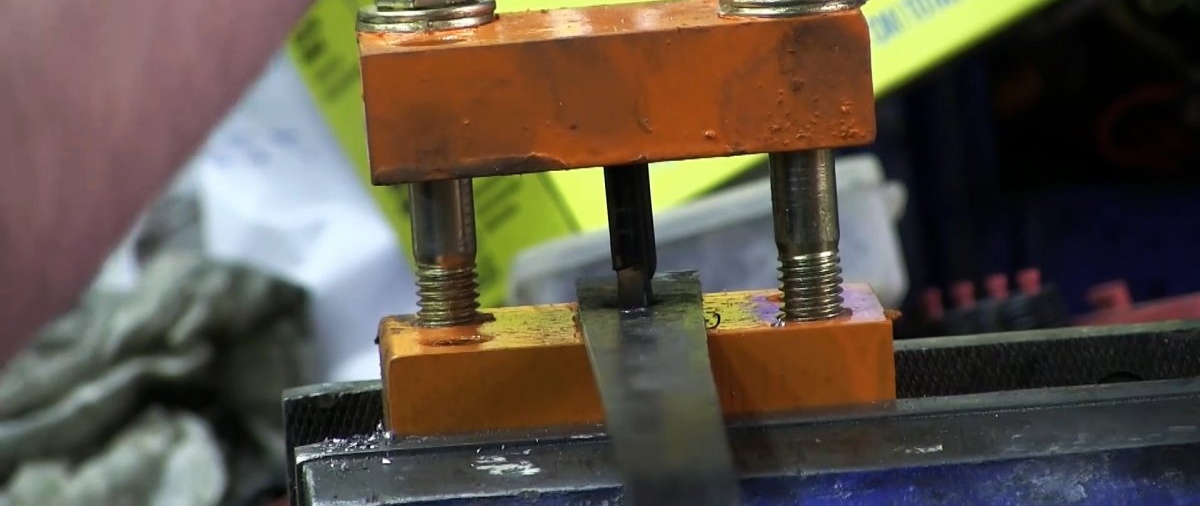
Nếu phải xuyên thép dày thì vặn thêm 2 bu lông vào máy ép để phân bổ tải trọng và không làm đứt ren ở tấm đáy. Cùng với nhau, chúng sẽ tạo ra tải trọng nhiều tấn và đẩy hầu hết mọi thứ, đặc biệt nếu bạn đặt một đòn bẩy dài lên cờ lê. Trong tương lai, máy ép đã được tháo tem cũng có thể được sử dụng để nén các bộ phận trong quá trình dán, khi sửa chữa các buồng bị hỏng và giải quyết các vấn đề khác khi cần cung cấp lực nén mạnh.


Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
