Kéo cắt kim loại nhanh được điều khiển bằng máy khoan điện
Cắt thép tấm bằng máy mài thường phát sinh nhiều tia lửa điện, khói và tiếng ồn nên máy mài góc không phải là sự lựa chọn tốt nhất cho mục đích này. Đối với công việc quy mô lớn, tốt hơn là nên chế tạo kéo cắt kim loại được dẫn động bằng máy khoan. Họ cắt thép mà không có vảy bay hoặc cháy, và họ làm việc đó nhanh hơn.


Cần phải quay lệch tâm cho kéo trên máy tiện từ gỗ tròn. Nó cung cấp chỗ tựa cho vòng bi và một thân mỏng để cố định vào mâm cặp khoan. Chiều dài của toàn bộ phôi phải là 12-14 mm.

2 vòng bi được lắp đặt trên lệch tâm. Chúng được trải dọc theo các cạnh của đường kính lỗ khoan và được cố định bằng hàn. Sau đó, đĩa lệch tâm có vòng bi được đặt vào phần ống. Trước đó, các lỗ được tạo ra trên đường ống đối diện với vị trí của vòng bi. Các chủng tộc phía trên được hàn thông qua chúng.



Đòn bẩy cho bộ lệch tâm được cắt từ thép tấm.

Một con dao có lưỡi vát sẽ được gắn vào nó. Con dao được hạ xuống một bên.

Một ống lót có cùng đường kính với lỗ trên cần gạt được hàn vào mặt sau của dao.


Con dao và đòn bẩy được kết nối bằng một ngón tay, đầu ngón tay được hàn.

Tiếp theo, một hướng dẫn cho con dao được thực hiện. Để làm điều này, một dải được hàn vào đường ống trong đó đặt lệch tâm với các vòng bi. Các lá cờ làm bằng thép tấm mỏng hơn được hàn vào cả hai mặt, giữa đó con dao sẽ trượt.




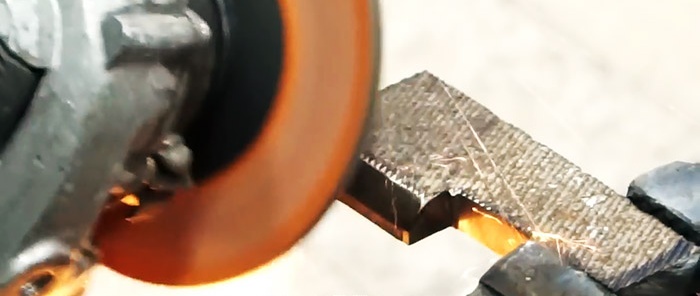
Sau khi kiểm tra và điều chỉnh các cơ chế đã chế tạo, bạn cần phải làm cứng dao. Nó được nung nóng đỏ và làm nguội trong dầu. Sau đó, con dao được lắp vào đúng vị trí và khe hở ở mặt sau của cờ dẫn hướng được hàn bằng một miếng chèn.




Bước tiếp theo là cắt con dao phía dưới. Nó có thể được làm từ giũa phẳng hoặc thép phù hợp khác. Con dao được hàn vào một dải nằm vuông góc với nó. Sau đó, dải được căn chỉnh tương ứng với dao phía trên và được hàn vào thanh dẫn hướng bằng các lá cờ.





Để gắn bộ chuyển đổi, bạn cần lấy một đoạn ống có đường kính trong tương ứng với kích thước thân máy khoan tại vị trí lắp đặt tay cầm tiêu chuẩn. Một lỗ được tạo ra trên đường ống, một đai ốc được hàn xung quanh nó và một bu lông được vặn vào đó. Do việc siết chặt nó, đường ống sẽ được giữ chắc chắn trên máy khoan. Sau đó, thân bộ chuyển đổi được kẹp vào mâm cặp. Sau đó thân kéo và ống trên mũi khoan được hàn lại với nhau. Đối với điều này, 2 dải gấp được sử dụng.




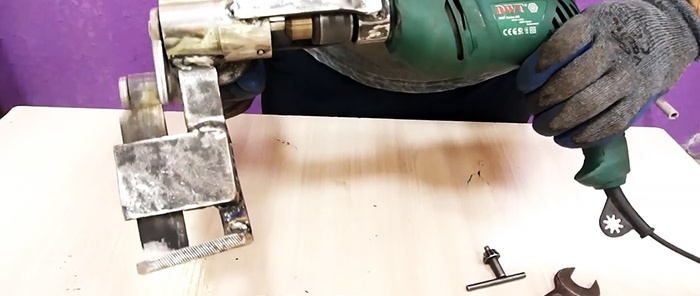
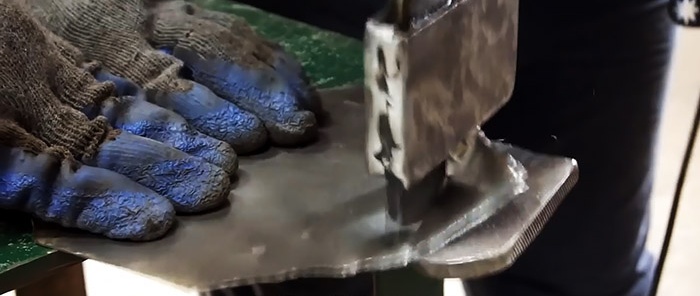
Một đai ốc được hàn vào phía bên phải của thân kéo và tay cầm của máy mài được vặn vào đó. Sự hiện diện của nó làm tăng khả năng sử dụng của công cụ. Trước khi sử dụng kéo lần đầu tiên, bạn cần bôi trơn các bộ phận cọ xát của kéo.Công cụ thu được khi được mài đúng cách sẽ cắt các tấm thép 1,5 mm như bơ, đồng thời nó cũng có khả năng dự trữ năng lượng cho các vật liệu phức tạp hơn.

Vật liệu cơ bản:
- gỗ tròn 40 mm;
- vòng bi 2 chiếc.;
- ống thép có đường kính trong làm vòng bi;
- thép tấm 2, 5, 10 mm;
- tay cầm từ máy mài góc;
- bu lông M8;
- Đai ốc M8 – 2 chiếc.
Lắp ráp vòi phun
Cần phải quay lệch tâm cho kéo trên máy tiện từ gỗ tròn. Nó cung cấp chỗ tựa cho vòng bi và một thân mỏng để cố định vào mâm cặp khoan. Chiều dài của toàn bộ phôi phải là 12-14 mm.
2 vòng bi được lắp đặt trên lệch tâm. Chúng được trải dọc theo các cạnh của đường kính lỗ khoan và được cố định bằng hàn. Sau đó, đĩa lệch tâm có vòng bi được đặt vào phần ống. Trước đó, các lỗ được tạo ra trên đường ống đối diện với vị trí của vòng bi. Các chủng tộc phía trên được hàn thông qua chúng.
Đòn bẩy cho bộ lệch tâm được cắt từ thép tấm.
Một con dao có lưỡi vát sẽ được gắn vào nó. Con dao được hạ xuống một bên.
Một ống lót có cùng đường kính với lỗ trên cần gạt được hàn vào mặt sau của dao.
Con dao và đòn bẩy được kết nối bằng một ngón tay, đầu ngón tay được hàn.
Tiếp theo, một hướng dẫn cho con dao được thực hiện. Để làm điều này, một dải được hàn vào đường ống trong đó đặt lệch tâm với các vòng bi. Các lá cờ làm bằng thép tấm mỏng hơn được hàn vào cả hai mặt, giữa đó con dao sẽ trượt.
Sau khi kiểm tra và điều chỉnh các cơ chế đã chế tạo, bạn cần phải làm cứng dao. Nó được nung nóng đỏ và làm nguội trong dầu. Sau đó, con dao được lắp vào đúng vị trí và khe hở ở mặt sau của cờ dẫn hướng được hàn bằng một miếng chèn.
Bước tiếp theo là cắt con dao phía dưới. Nó có thể được làm từ giũa phẳng hoặc thép phù hợp khác. Con dao được hàn vào một dải nằm vuông góc với nó. Sau đó, dải được căn chỉnh tương ứng với dao phía trên và được hàn vào thanh dẫn hướng bằng các lá cờ.
Để gắn bộ chuyển đổi, bạn cần lấy một đoạn ống có đường kính trong tương ứng với kích thước thân máy khoan tại vị trí lắp đặt tay cầm tiêu chuẩn. Một lỗ được tạo ra trên đường ống, một đai ốc được hàn xung quanh nó và một bu lông được vặn vào đó. Do việc siết chặt nó, đường ống sẽ được giữ chắc chắn trên máy khoan. Sau đó, thân bộ chuyển đổi được kẹp vào mâm cặp. Sau đó thân kéo và ống trên mũi khoan được hàn lại với nhau. Đối với điều này, 2 dải gấp được sử dụng.
Một đai ốc được hàn vào phía bên phải của thân kéo và tay cầm của máy mài được vặn vào đó. Sự hiện diện của nó làm tăng khả năng sử dụng của công cụ. Trước khi sử dụng kéo lần đầu tiên, bạn cần bôi trơn các bộ phận cọ xát của kéo.Công cụ thu được khi được mài đúng cách sẽ cắt các tấm thép 1,5 mm như bơ, đồng thời nó cũng có khả năng dự trữ năng lượng cho các vật liệu phức tạp hơn.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
