Cách làm kẹp hàn cho mọi góc hàn
Để hàn các ống, thanh và kim loại cán khác một cách nhanh chóng và đồng đều ở một góc, rất thuận tiện khi sử dụng một chiếc kẹp đặc biệt. Nó giữ các bộ phận mạnh hơn nam châm và cũng có thể điều chỉnh theo các góc nối khác nhau. Đây là một thiết bị thực sự hữu ích cho người thợ hàn, không khó để tự chế tạo.

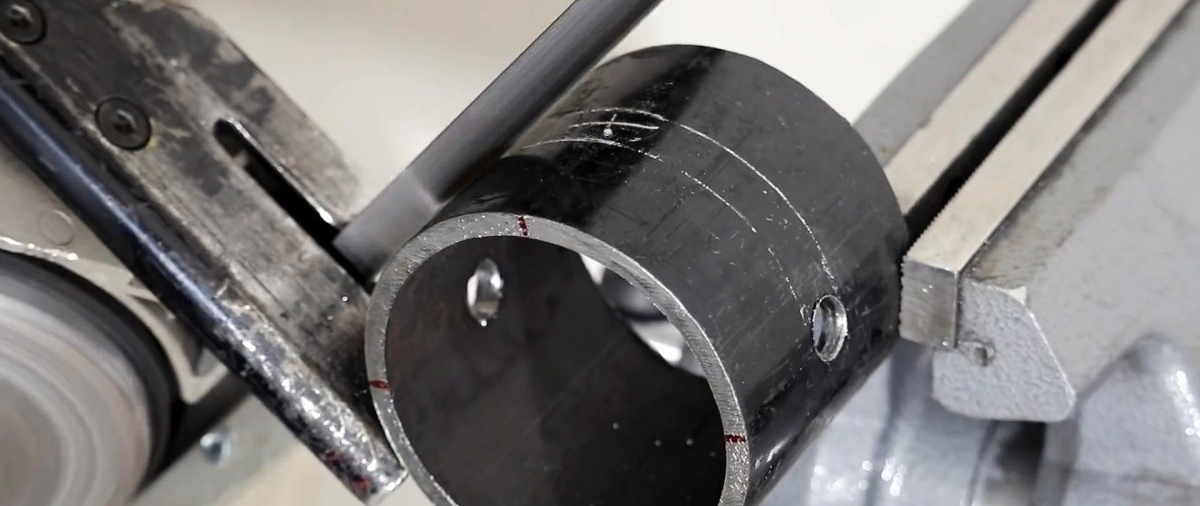
Bạn cần cắt một đoạn dài 7-10 cm từ ống, khoét một đường rộng 16 mm ở giữa, bao quanh nửa hình tròn.


Tiếp theo bạn cần chuẩn bị 2 miếng góc dọc theo chiều dài của ống. Một bu lông M16 có đầu gia công được hàn vào giữa một trong số chúng.

Góc có bu lông được lắp vào rãnh trên đường ống. Từ bên trong, một đai ốc M20 được đặt vào và vít M16 vào.

Bạn cần di chuyển góc đến mép rãnh và kẹp nó lại. Sau đó, cái thứ hai được đặt gần nó và hàn vào đường ống.

Các dải dài 15 cm được hàn vào các góc theo góc vuông, điều quan trọng là kim loại không bị uốn cong trong quá trình hàn và góc được duy trì.

Ở giai đoạn tiếp theo, 2 điểm dừng được thực hiện để kẹp kẹp. Để làm điều này, 2 vòng được cắt từ ống 3/4 inch.

Vòng đệm được hàn vào các mặt của chúng. Một mặt bạn cần hàn một vòng đệm nhỏ để đầu bu lông M10 không xuyên qua nó.

Để làm chiếc kẹp bạn cần chuẩn bị 2 đinh tán M16. Một đầu được hàn vào chúng ở một đầu, có thể sử dụng đai ốc M20 như vậy.

Từ cái thứ hai, đai ốc M10 được hàn đến cuối. Loại thứ hai được gia công để vặn đai ốc M16 mở rộng vào các đinh tán.


Các điểm dừng được vặn vào đinh tán bằng bu lông M10.

Tiếp theo, bạn cần hàn chúng bằng đai ốc thon dài vào các dải ở các góc. Với mục đích này, các miếng đệm làm bằng thanh được sử dụng.

Sau khi hàn, kẹp được sơn.

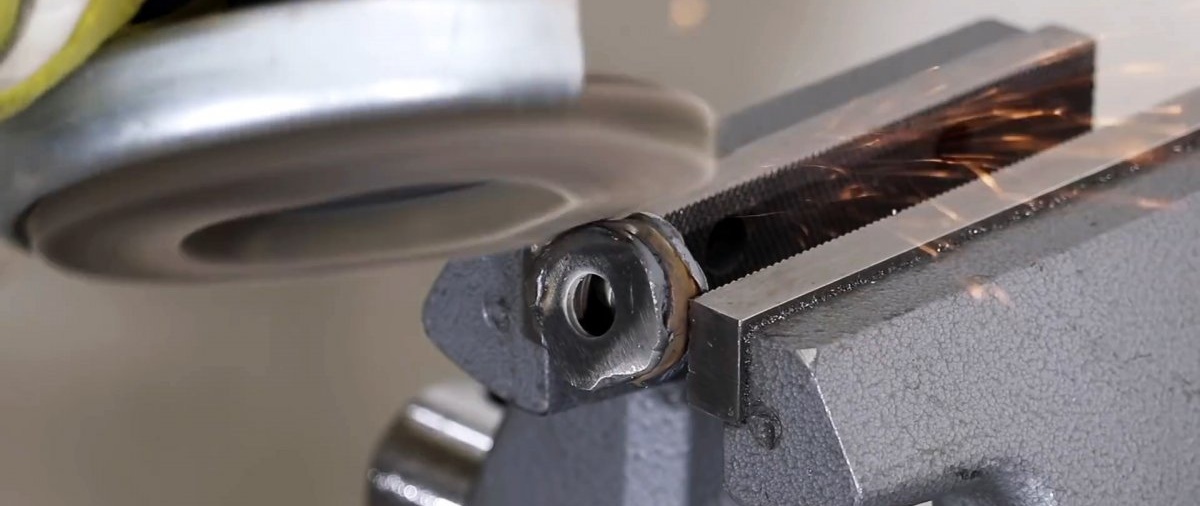
Góc di chuyển của nó phải được lắp đặt chính xác đối diện với góc hàn để duy trì một góc vuông. Sau đó, các vết được tạo ra trên đường ống bằng cưa sắt dọc theo các cạnh của nó. Sau đó, bạn nên di chuyển góc di chuyển đến 45 độ, đồng thời đặt các rãnh.

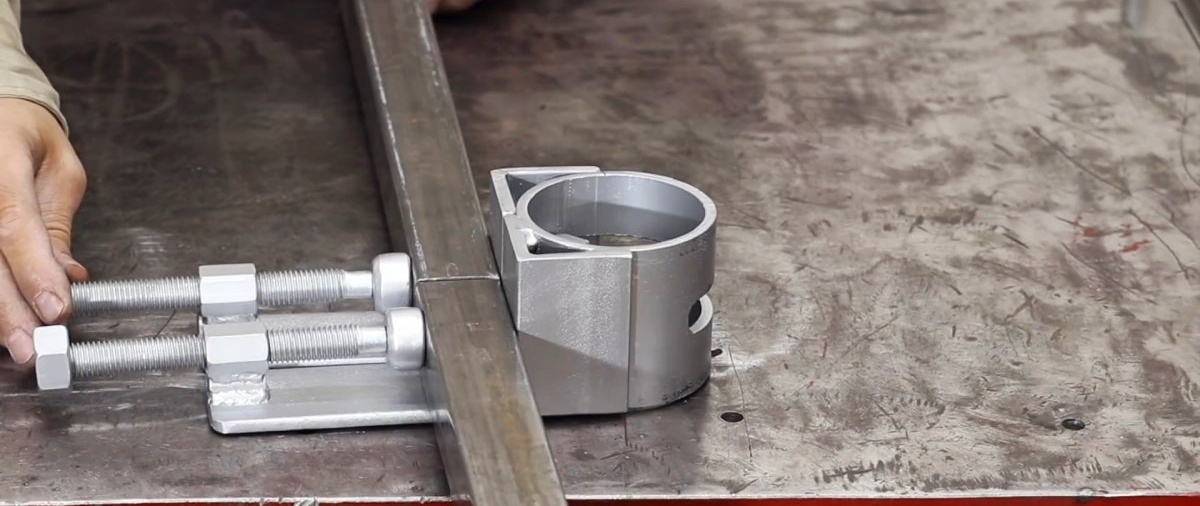
Dựa trên các dấu hiệu, có thể đặt kẹp ở góc mong muốn và kẹp các ống hoặc các sản phẩm cán khác lên đó để hàn. Kết quả là một thiết kế rất tiện lợi, hữu ích cho phép bạn hàn cả các cấu trúc kim loại.






Vật liệu cơ bản:
- ống 100 mm;
- góc 50x50 mm;
- dải 50 mm;
- Đinh tán M16 – 2 chiếc.;
- bu lông M10, M16;
- đai ốc thông thường và mở rộng, vòng đệm M10, M16, M20.
Quy trình chế tạo kẹp hàn
Bạn cần cắt một đoạn dài 7-10 cm từ ống, khoét một đường rộng 16 mm ở giữa, bao quanh nửa hình tròn.

Tiếp theo bạn cần chuẩn bị 2 miếng góc dọc theo chiều dài của ống. Một bu lông M16 có đầu gia công được hàn vào giữa một trong số chúng.

Góc có bu lông được lắp vào rãnh trên đường ống. Từ bên trong, một đai ốc M20 được đặt vào và vít M16 vào.

Bạn cần di chuyển góc đến mép rãnh và kẹp nó lại. Sau đó, cái thứ hai được đặt gần nó và hàn vào đường ống.

Các dải dài 15 cm được hàn vào các góc theo góc vuông, điều quan trọng là kim loại không bị uốn cong trong quá trình hàn và góc được duy trì.

Ở giai đoạn tiếp theo, 2 điểm dừng được thực hiện để kẹp kẹp. Để làm điều này, 2 vòng được cắt từ ống 3/4 inch.

Vòng đệm được hàn vào các mặt của chúng. Một mặt bạn cần hàn một vòng đệm nhỏ để đầu bu lông M10 không xuyên qua nó.
Để làm chiếc kẹp bạn cần chuẩn bị 2 đinh tán M16. Một đầu được hàn vào chúng ở một đầu, có thể sử dụng đai ốc M20 như vậy.

Từ cái thứ hai, đai ốc M10 được hàn đến cuối. Loại thứ hai được gia công để vặn đai ốc M16 mở rộng vào các đinh tán.


Các điểm dừng được vặn vào đinh tán bằng bu lông M10.

Tiếp theo, bạn cần hàn chúng bằng đai ốc thon dài vào các dải ở các góc. Với mục đích này, các miếng đệm làm bằng thanh được sử dụng.

Sau khi hàn, kẹp được sơn.

Góc di chuyển của nó phải được lắp đặt chính xác đối diện với góc hàn để duy trì một góc vuông. Sau đó, các vết được tạo ra trên đường ống bằng cưa sắt dọc theo các cạnh của nó. Sau đó, bạn nên di chuyển góc di chuyển đến 45 độ, đồng thời đặt các rãnh.

Dựa trên các dấu hiệu, có thể đặt kẹp ở góc mong muốn và kẹp các ống hoặc các sản phẩm cán khác lên đó để hàn. Kết quả là một thiết kế rất tiện lợi, hữu ích cho phép bạn hàn cả các cấu trúc kim loại.




Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
