Cách làm trục cho cưa đĩa từ vật liệu phế liệu
Giá của chiếc cưa tròn đơn giản nhất bắt đầu từ bốn nghìn rúp. Nhưng bạn có thể tự làm nó từ những vật liệu có sẵn, không tốn quá nhiều thời gian và có những kỹ năng sửa ống nước cơ bản. Yếu tố khó khăn nhất trong quá trình sản xuất nó là trục.

Đối với công việc chúng ta sẽ cần:

Để hiện thực hóa kế hoạch của mình, bạn sẽ phải làm việc với búa, vòi phun hình ống, máy mài góc, máy khoan, máy hàn, v.v.
Hãy bắt đầu công việc với bộ phận chính - trục lưỡi cưa, sẽ được làm bằng composite. Chúng tôi ấn các vòng bi vào thanh giảm xóc mà chúng tôi kẹp vào một cái kẹp và xoay thanh thông qua bộ chuyển đổi được kẹp trong mâm cặp khoan.


Sử dụng máy mài, tại những vị trí được chỉ định trên thanh, chúng tôi cắt các rãnh hình khuyên cho các vòng giữ, được thiết kế để ngăn các ổ trục chuyển động theo hướng dọc trục.



Chúng tôi cắt bộ chuyển đổi và tháo đầu hình ống của nó ra khỏi thanh. Chúng tôi cắt một đoạn ống dài 16 cm và mài nó bằng máy khoan có gắn phụ kiện theo kích thước của đường kính trong của ổ trục 6004.


Chúng tôi đặt một ổ trục ở đầu của một đường ống được lắp đặt thẳng đứng và ấn nó ngang bằng với đầu ống thông qua một khối gỗ bằng những cú đập nhẹ của búa. Chúng tôi lắp một vòng giữ vào rãnh trên thanh và ấn ổ trục thứ hai vào nó.


Chúng tôi kẹp ống có ổ trục vào một cái kẹp và lắp thanh từ đầu hở cho đến khi ổ trục trên nó vừa khít với đường ống. Nếu cần, hãy gõ nhẹ vào thanh bằng búa. Lắp vòng giữ thứ hai vào đầu kia của thanh.

Chúng ta hàn hai tấm thép có tiết diện 25×6 mm từ bên ngoài theo chiều ngang vào ống sao cho chúng nằm trong cùng một mặt phẳng và nằm gần hai đầu hơn. Chúng tôi đánh bật xỉ và mài các đường nối bằng máy mài. Các góc của tấm được làm tròn.
Một ròng rọc có đường kính 90 mm được lắp trên trục thông qua một ống bọc bộ chuyển đổi, độ dày thành của nó sẽ bù cho sự chênh lệch giữa đường kính của trục và lỗ lắp của ròng rọc. Để làm điều này, chúng tôi đặt ống lót vào trục, nhưng không hoàn toàn - chúng tôi để lại một dải vòng để hàn chúng lại với nhau. Chúng tôi làm sạch khu vực hàn bằng máy mài.



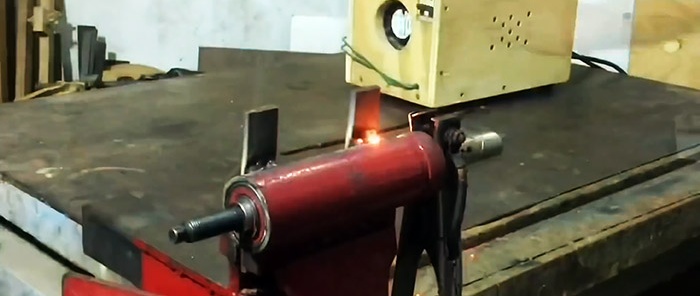
Trong các tấm được hàn vào đường ống, chúng tôi khoan lỗ để gắn trục vào đế. Chúng tôi quấn các đầu của trục bằng băng dính và sơn xung quanh trục bằng sơn từ bình xịt.



Sau khi sơn khô, đặt ròng rọc lên ống bọc bộ chuyển đổi và bắt vít vào bộ chuyển đổi. Chúng tôi vặn đai ốc M12 vào đầu kia của trục, đặt vòng đệm lên đó, sau đó là lưỡi cưa, vòng đệm định tâm bù, máy rửa áp lực và nén toàn bộ gói bằng đai ốc M12 thứ hai.


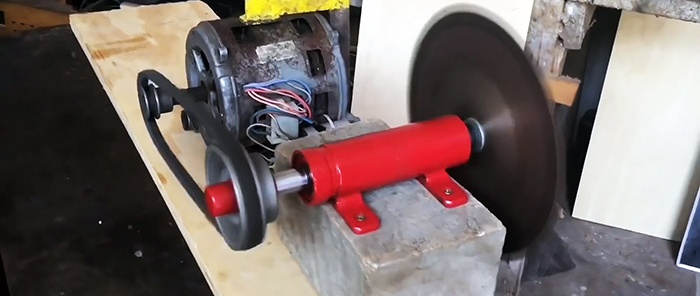
Chúng tôi buộc chặt trục, lưỡi cưa và cụm ròng rọc bằng vít vào đế.Chúng ta lắp động cơ điện gần đó sao cho trục rôto của nó song song với trục lưỡi cưa và tầm với của ròng rọc là như nhau. Chúng tôi đeo thắt lưng cho họ.

Chúng tôi đặt điện áp vào ổ đĩa và đảm bảo rằng chiếc cưa đĩa tự chế của chúng tôi đã sẵn sàng hoạt động.
Sẽ cần
Đối với công việc chúng ta sẽ cần:
- ống thép tròn;
- vòng bi;
- thanh giảm xóc ô tô;
- vòng giữ;
- miếng thép;
- gỗ vuông;
- một hộp sơn xịt;
- đai ốc, vòng đệm, ốc vít.
Để hiện thực hóa kế hoạch của mình, bạn sẽ phải làm việc với búa, vòi phun hình ống, máy mài góc, máy khoan, máy hàn, v.v.
Quy trình trục cưa tròn
Hãy bắt đầu công việc với bộ phận chính - trục lưỡi cưa, sẽ được làm bằng composite. Chúng tôi ấn các vòng bi vào thanh giảm xóc mà chúng tôi kẹp vào một cái kẹp và xoay thanh thông qua bộ chuyển đổi được kẹp trong mâm cặp khoan.
Sử dụng máy mài, tại những vị trí được chỉ định trên thanh, chúng tôi cắt các rãnh hình khuyên cho các vòng giữ, được thiết kế để ngăn các ổ trục chuyển động theo hướng dọc trục.
Chúng tôi cắt bộ chuyển đổi và tháo đầu hình ống của nó ra khỏi thanh. Chúng tôi cắt một đoạn ống dài 16 cm và mài nó bằng máy khoan có gắn phụ kiện theo kích thước của đường kính trong của ổ trục 6004.
Chúng tôi đặt một ổ trục ở đầu của một đường ống được lắp đặt thẳng đứng và ấn nó ngang bằng với đầu ống thông qua một khối gỗ bằng những cú đập nhẹ của búa. Chúng tôi lắp một vòng giữ vào rãnh trên thanh và ấn ổ trục thứ hai vào nó.
Chúng tôi kẹp ống có ổ trục vào một cái kẹp và lắp thanh từ đầu hở cho đến khi ổ trục trên nó vừa khít với đường ống. Nếu cần, hãy gõ nhẹ vào thanh bằng búa. Lắp vòng giữ thứ hai vào đầu kia của thanh.
Chúng ta hàn hai tấm thép có tiết diện 25×6 mm từ bên ngoài theo chiều ngang vào ống sao cho chúng nằm trong cùng một mặt phẳng và nằm gần hai đầu hơn. Chúng tôi đánh bật xỉ và mài các đường nối bằng máy mài. Các góc của tấm được làm tròn.
Một ròng rọc có đường kính 90 mm được lắp trên trục thông qua một ống bọc bộ chuyển đổi, độ dày thành của nó sẽ bù cho sự chênh lệch giữa đường kính của trục và lỗ lắp của ròng rọc. Để làm điều này, chúng tôi đặt ống lót vào trục, nhưng không hoàn toàn - chúng tôi để lại một dải vòng để hàn chúng lại với nhau. Chúng tôi làm sạch khu vực hàn bằng máy mài.
Trong các tấm được hàn vào đường ống, chúng tôi khoan lỗ để gắn trục vào đế. Chúng tôi quấn các đầu của trục bằng băng dính và sơn xung quanh trục bằng sơn từ bình xịt.
Sau khi sơn khô, đặt ròng rọc lên ống bọc bộ chuyển đổi và bắt vít vào bộ chuyển đổi. Chúng tôi vặn đai ốc M12 vào đầu kia của trục, đặt vòng đệm lên đó, sau đó là lưỡi cưa, vòng đệm định tâm bù, máy rửa áp lực và nén toàn bộ gói bằng đai ốc M12 thứ hai.
Chúng tôi buộc chặt trục, lưỡi cưa và cụm ròng rọc bằng vít vào đế.Chúng ta lắp động cơ điện gần đó sao cho trục rôto của nó song song với trục lưỡi cưa và tầm với của ròng rọc là như nhau. Chúng tôi đeo thắt lưng cho họ.
Chúng tôi đặt điện áp vào ổ đĩa và đảm bảo rằng chiếc cưa đĩa tự chế của chúng tôi đã sẵn sàng hoạt động.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (2)
