Vise kẹp cực nhanh tự chế với cơ chế trượt độc đáo
Kẹp vít trong một cái kẹp được coi là một cách đáng tin cậy để buộc chặt phôi. Lỗi thiết kế thể hiện ở việc tay cầm kẹp chuyển động quay nhiều lần để thay đổi các bộ phận có kích thước khác nhau. Bài báo mô tả phương pháp tự chế tạo một cơ cấu vít tháo nhanh không có nhược điểm này.

Dụng cụ, thiết bị, vật liệu
Đối với công việc, các điều kiện của một xưởng nhỏ được trang bị đầy đủ là:- máy mài góc (máy mài);
- máy khoan bàn, máy khoan kim loại;
- hàn biến tần;
- khoan bằng dao cắt;
- máy ép thủy lực hoặc kích;
- ghế phó;
- dụng cụ đo.
- tấm thép có độ dày 4-6, 20-25 mm;
- một đoạn ống hình vuông;
- thanh ren 350-400 mm có đường kính 12-16 mm;
- thanh sắt thải có đường kính 10-30 mm;
- bu lông, đai ốc, vòng đệm.
Các kích thước được chỉ định là để tham khảo; kim loại thích hợp được chọn dựa trên kích thước yêu cầu của phói.
Hướng dẫn từng bước: cách tạo một chiếc phó độc đáo bằng chính đôi tay của bạn
Các bộ phận làm việc của các tật xấu trong tương lai được sản xuất riêng biệt, sau đó kết cấu được lắp ráp, thử nghiệm vận hành và sơn.
Cơ chế giải phóng nhanh
Phần trên và dưới của thiết bị kẹp được làm từ thanh kim loại và đai ốc thon dài sử dụng máy mài và biến tần hàn.

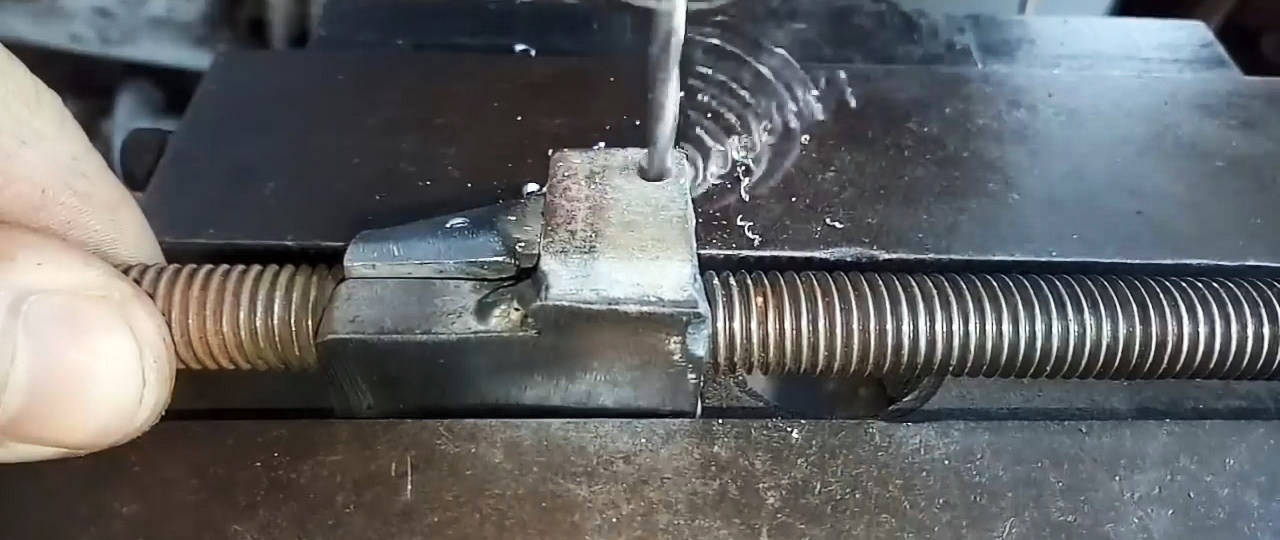
Để làm điều này, hãy lấy một hình chữ nhật bằng thép và khoan một lỗ trên đó có đường kính của đinh tán.

Cắt ở giữa lỗ.

Chúng tôi cũng cắt đai ốc theo chiều dọc.

Chúng tôi lắp ráp thiết bị như trong ảnh. Chúng tôi đặt một chốt trên đế của một phần của khối. Trên cùng là đai ốc và phần thứ hai của khối, lệch sang một bên.

Chúng tôi hàn một nửa đai ốc vào một nửa khối.

Hàn trục lắp của phần trên và các tấm bên để hoàn thành việc lắp ráp thiết bị.

Tiếp theo, khoan một lỗ và lắp chốt.

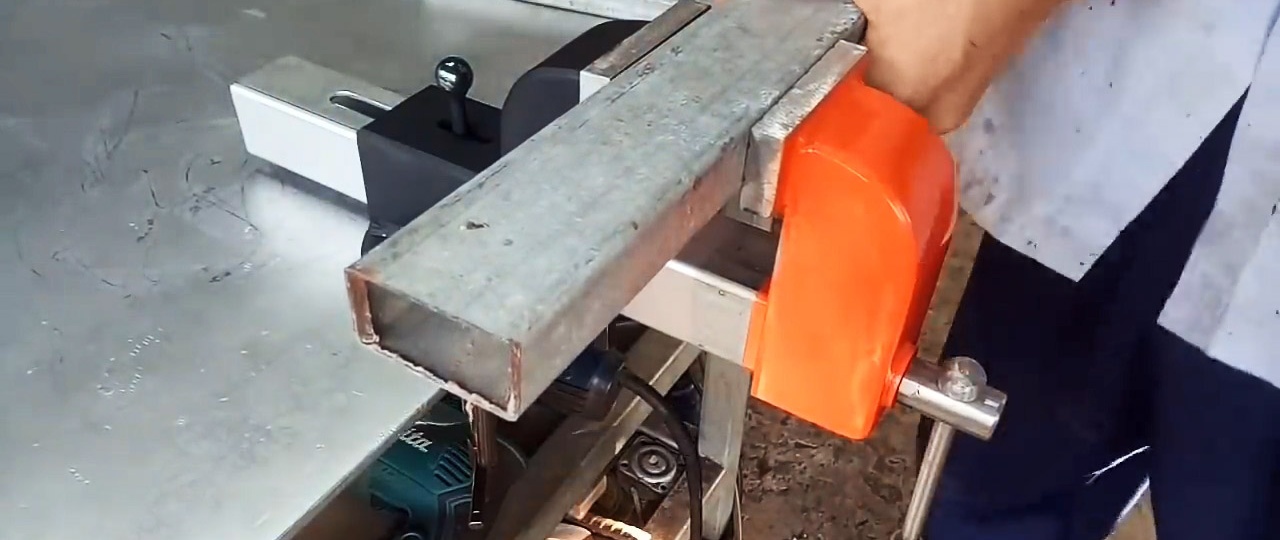
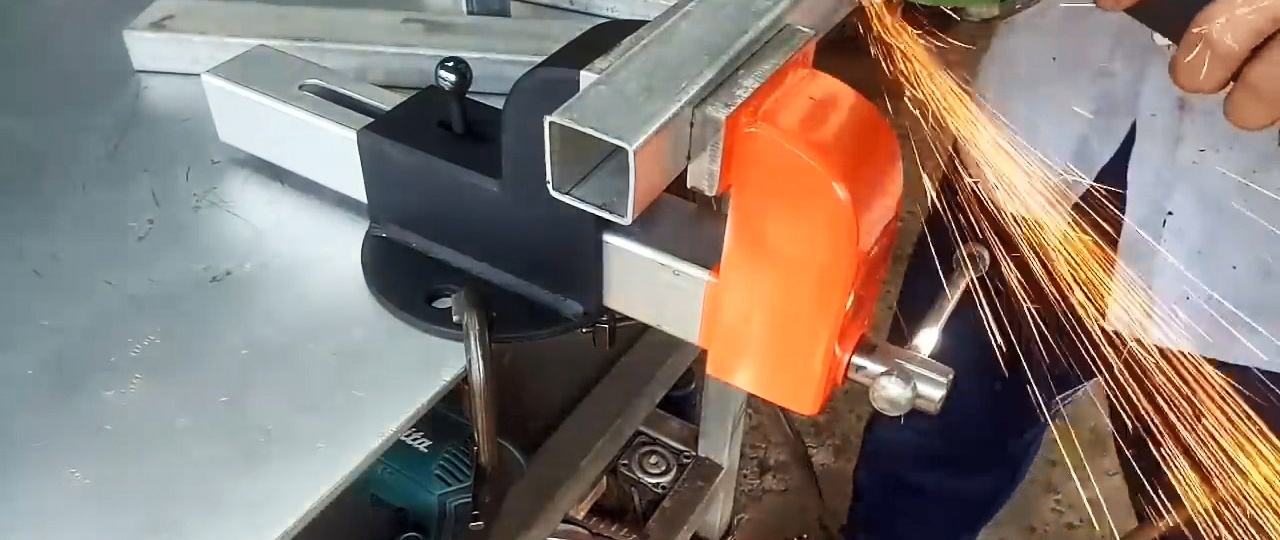
Bằng cách kết nối chốt với bộ phận trượt và cố định, hãy kiểm tra chức năng của cơ cấu kẹp. Kẹp được cố định vào tấm kim loại đỡ bằng hàn. Một bu lông và đai ốc được hàn vào bộ phận chuyển động phía trên, bộ phận này sẽ đóng vai trò là đòn bẩy để vô hiệu hóa việc cố định.

Hướng dẫn hồ sơ
Thành dưới của ống vuông được cắt bằng máy mài: ở một bên, khoảng 2/3 chiều dài, mặt khác, 1/10.

Một rãnh được khoét ở thành trên dành cho cần cố định kẹp. Các cạnh sắc nét được xử lý bằng một công cụ mài mòn.


Vỏ của hàm di động và cố định
Một thân cố định được hàn ở hai bên của thanh dẫn hướng.

Một rãnh được làm ở phần trên cho cần gạt.



Cụm hàm bao gồm các tấm kim loại được làm theo mẫu sơ bộ.

Phần cong phía trên có thể uốn cong bằng máy ép hoặc dùng kích thủy lực.

Thân cố định được hàn vào đế, thân di động được hàn vào phần đuôi của ống dẫn hướng.


Sau khi hàn xong, vỏ được xử lý cẩn thận bằng đá mài.
Vít chì
Để thực hiện chức năng kẹp, đinh vít được sửa đổi. Để làm điều này, một đai ốc và một hình trụ kim loại nhỏ được hàn vào cuối.


Một cờ lê kim loại có đai ốc được hàn ở hai đầu được đưa vào lỗ đã tạo. Để tay cầm trông thẩm mỹ, các đai ốc được chà nhám thành hình trụ.

Vít me được lắp vào lỗ trên thành sau của vỏ di động và cố định bằng điểm hàn.

tấm hàm
Trên các tấm thép được chuẩn bị theo kích thước, đánh dấu lưới chéo được áp dụng. Dùng đĩa cắt mỏng cắt các rãnh có độ sâu 1-2 mm.
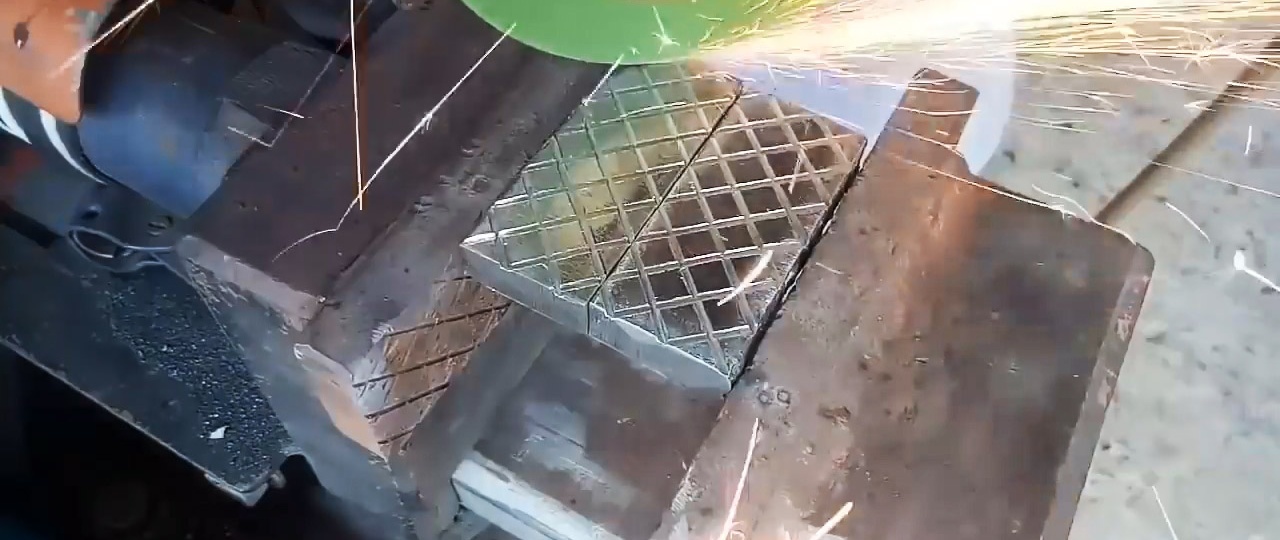
Các tấm hoàn thiện có các cạnh thẳng hàng được kẹp vào vỏ và hàn.

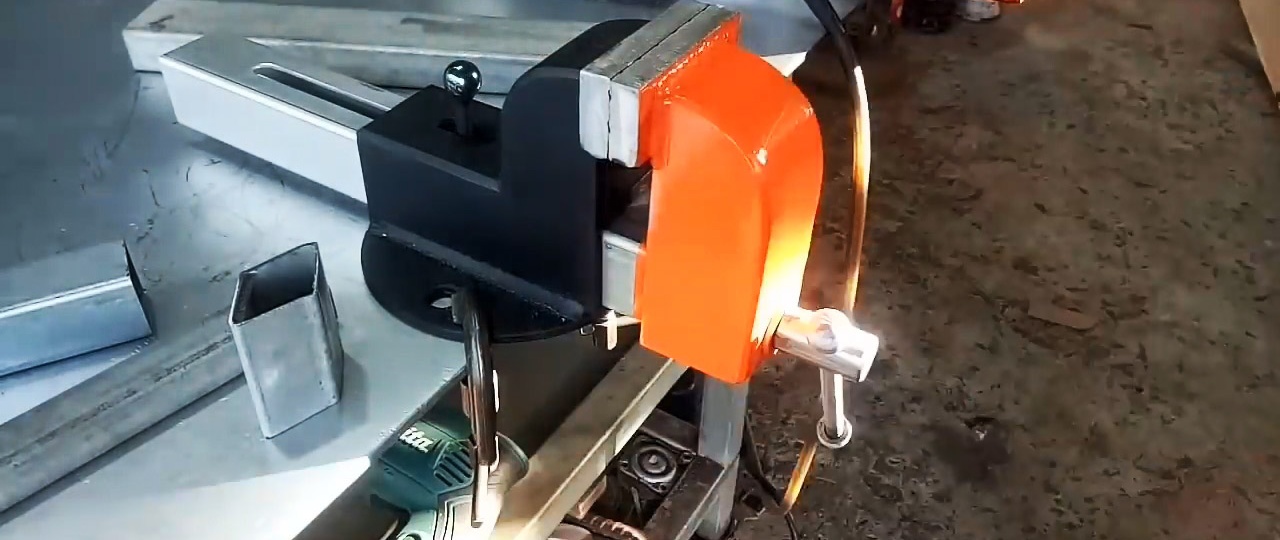
Lắp ráp và hoàn thiện cuối cùng
Hai lỗ được đục lỗ trên tấm đế để gắn tấm đệm vào bề mặt bàn làm việc. Một quả bóng từ ổ trục được hàn vào vị trí đầu cắt của bu lông giữ.
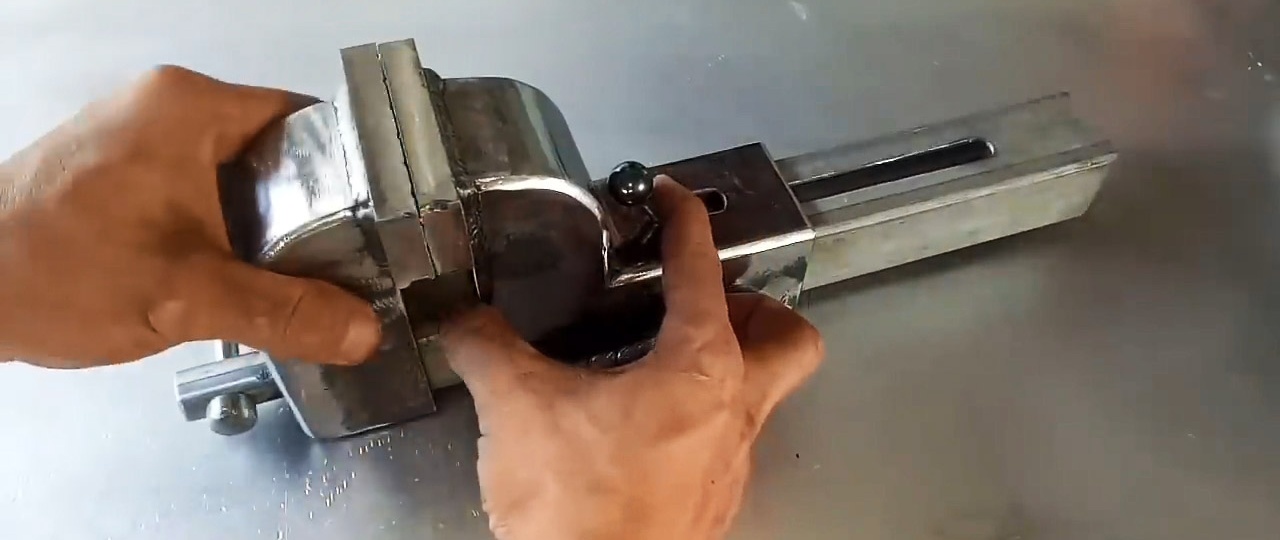

Sau khi chà nhám kỹ lưỡng, các bề mặt được tẩy nhờn và sơn. Một thiết bị thợ khóa tiện lợi sẽ cho phép bạn nhanh chóng thay đổi phôi mà không cần tốn nhiều công sức.