Cách làm chân đế đơn giản cho máy khoan không cần hàn
Để khoan chính xác các bộ phận, điều quan trọng không chỉ là không có độ đảo trên máy khoan và độ vuông góc của mũi khoan mà còn phải đảm bảo độ cố định đáng tin cậy của phôi. Với mục đích này, một phó thiết kế đặc biệt được sử dụng. Bạn có thể làm một công cụ như vậy bằng chính đôi tay của mình.

Một kênh sẽ được sử dụng làm cơ sở của phó. Chiều dài của nó được chọn riêng lẻ, tùy thuộc vào kích thước của các bộ phận dự kiến được kẹp trong vise. Các mặt bích bên của kênh bị cắt vì chúng quá cao.

Một đường cắt rộng với các cạnh song song nghiêm ngặt được thực hiện ở giữa kênh. Một miếng bọt biển di động sẽ trượt trên đó.


Các góc được vặn vào kệ kênh. Họ sẽ cho phép bạn gắn cái phó vào bàn. Để tránh sử dụng đai ốc, tốt hơn là bạn nên cắt sợi trực tiếp trong rãnh.



Các góc được vặn dọc theo các cạnh của phần cắt ở phần trước của kênh. Một cái sẽ đóng vai trò là hàm cố định, cái thứ hai là điểm dừng cho vít. Cái sau phải được tăng cường bằng cách vặn một dải dày vào nó.Sau đó, góc và dải được khoan cho vít và ren.

Miếng bọt biển trượt được làm theo cách tương tự như điểm dừng. Nó cũng phải có một dải gia cố và một lỗ để bắt vít.



Sự khác biệt duy nhất giữa miếng bọt biển là sự hiện diện của một lỗ ở phía dưới. Nó là cần thiết để vặn bộ giới hạn vào nó.

Nó bao gồm 2 dải kim loại với một cặp lỗ cho bu lông. Một trong số đó là miếng chèn có độ dày bằng mặt cắt ngang của kim loại kênh và chiều rộng tương ứng với vết cắt ở đế. Mảnh dao đóng vai trò dẫn hướng cho hàm trượt. Dải thứ hai là một thanh giới hạn rộng giữ cấu trúc từ dưới cùng của đế.



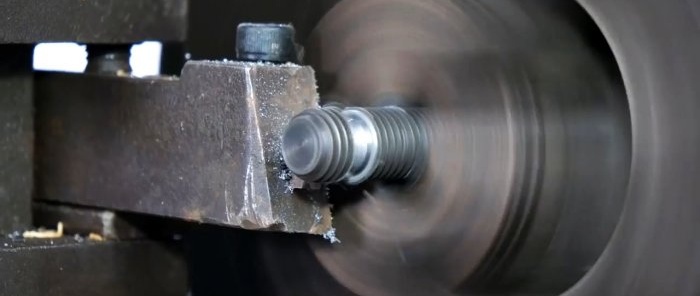
Một chốt có ren đẩy làm bằng thép cứng được dùng làm vít phụ. Ở một đầu, bạn cần tạo rãnh cho nút chặn.
Bạn cần vặn đai ốc vào cạnh thứ hai và khoan nó cùng với chốt để lắp tay cầm.

Từ dải, chúng tôi mài một nút chặn cho rãnh trên kẹp tóc.

Bạn cần phải tạo 2 lỗ trên đó. Chốt được vặn vào chốt chặn vise và sau đó được bắt bằng một nút chặn, được vặn vào hàm trượt.

Sau đó, một tay cầm được lắp vào đầu vít.

Kiểm tra phó đang hoạt động.


Nguyên vật liệu:
- kênh;
- các góc;
- thanh ren;
- dải thép có tiết diện 5 mm;
- bu lông M10, M6.
Quy trình sản xuất Vise
Một kênh sẽ được sử dụng làm cơ sở của phó. Chiều dài của nó được chọn riêng lẻ, tùy thuộc vào kích thước của các bộ phận dự kiến được kẹp trong vise. Các mặt bích bên của kênh bị cắt vì chúng quá cao.

Một đường cắt rộng với các cạnh song song nghiêm ngặt được thực hiện ở giữa kênh. Một miếng bọt biển di động sẽ trượt trên đó.


Các góc được vặn vào kệ kênh. Họ sẽ cho phép bạn gắn cái phó vào bàn. Để tránh sử dụng đai ốc, tốt hơn là bạn nên cắt sợi trực tiếp trong rãnh.



Các góc được vặn dọc theo các cạnh của phần cắt ở phần trước của kênh. Một cái sẽ đóng vai trò là hàm cố định, cái thứ hai là điểm dừng cho vít. Cái sau phải được tăng cường bằng cách vặn một dải dày vào nó.Sau đó, góc và dải được khoan cho vít và ren.

Miếng bọt biển trượt được làm theo cách tương tự như điểm dừng. Nó cũng phải có một dải gia cố và một lỗ để bắt vít.



Sự khác biệt duy nhất giữa miếng bọt biển là sự hiện diện của một lỗ ở phía dưới. Nó là cần thiết để vặn bộ giới hạn vào nó.

Nó bao gồm 2 dải kim loại với một cặp lỗ cho bu lông. Một trong số đó là miếng chèn có độ dày bằng mặt cắt ngang của kim loại kênh và chiều rộng tương ứng với vết cắt ở đế. Mảnh dao đóng vai trò dẫn hướng cho hàm trượt. Dải thứ hai là một thanh giới hạn rộng giữ cấu trúc từ dưới cùng của đế.



Một chốt có ren đẩy làm bằng thép cứng được dùng làm vít phụ. Ở một đầu, bạn cần tạo rãnh cho nút chặn.

Bạn cần vặn đai ốc vào cạnh thứ hai và khoan nó cùng với chốt để lắp tay cầm.

Từ dải, chúng tôi mài một nút chặn cho rãnh trên kẹp tóc.

Bạn cần phải tạo 2 lỗ trên đó. Chốt được vặn vào chốt chặn vise và sau đó được bắt bằng một nút chặn, được vặn vào hàm trượt.

Sau đó, một tay cầm được lắp vào đầu vít.

Kiểm tra phó đang hoạt động.

Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
