Cách hàn các khe hở trên kim loại mỏng mà không gặp khó khăn
Khi hàn kim loại mỏng, để tránh bị cháy, tất cả các khía cạnh của quá trình hàn đều quan trọng: đường kính và loại điện cực chính được sử dụng, cường độ dòng điện hàn, tốc độ và quỹ đạo của điện cực, chất lượng của điện cực. tước bỏ các bộ phận được hàn, v.v.
Nhưng trong một số trường hợp, khi hàn kim loại mỏng ở nhiều khe hở khác nhau, tất cả các yếu tố nêu trên đều không đủ và khi đó yếu tố khác được áp dụng, liên quan đến việc sử dụng vật liệu độn. Hơn nữa, trong mọi trường hợp, hàn được thực hiện với hồ quang không liên tục và điện cực được di chuyển theo hướng ngang. Chúng ta hãy xem cách áp dụng phương pháp này từng cái một.
Điện cực hàn cho các mục đích chung trên AliExpress với giá giảm - http://alii.pub/606j2h
Cách 1: khe hở nhỏ hơn đường kính vật liệu độn
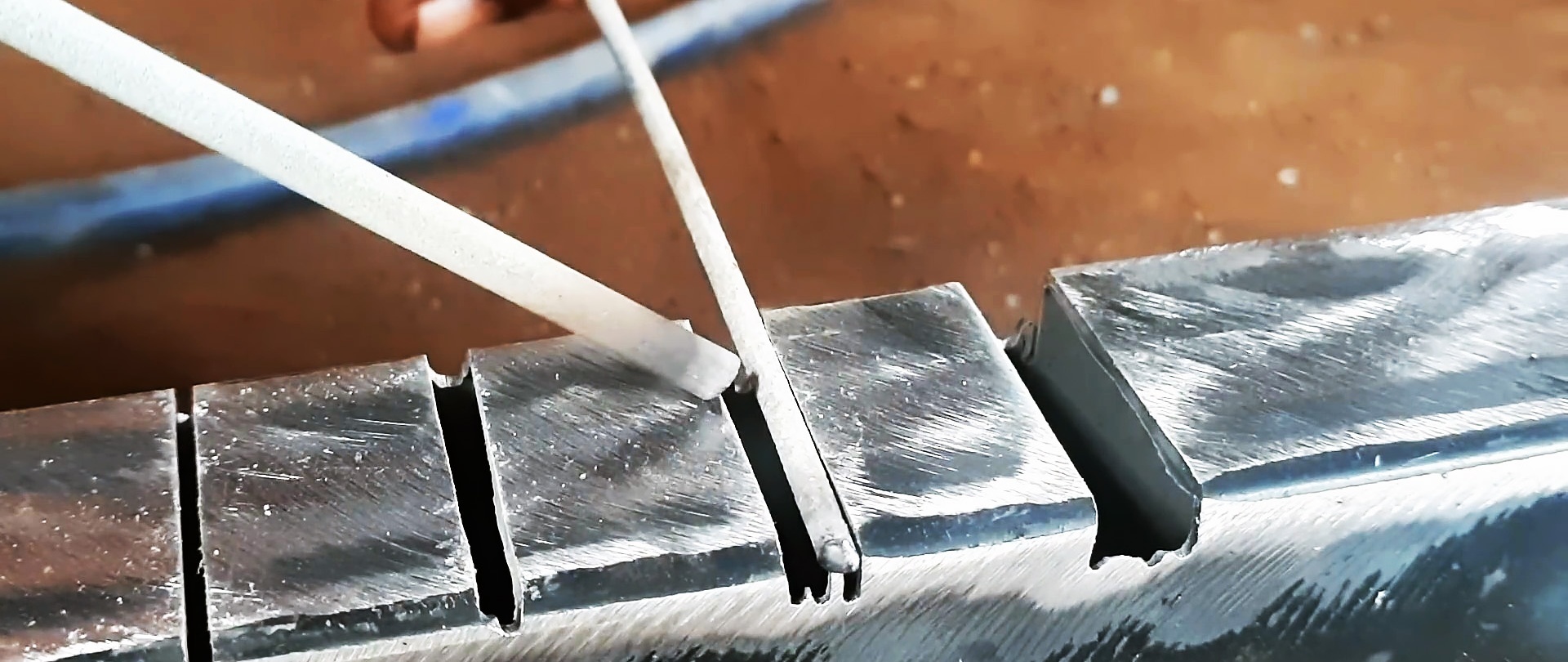
Đây được coi là khe hở giữa các bộ phận được hàn, chiều rộng của khe hở này nhỏ hơn đường kính của vật liệu độn. Đầu điện cực không có lớp phủ hoặc dây hàn sẽ bị điện cực chính làm nóng chảy bằng cách di chuyển nó theo chiều ngang từ mép của bộ phận này sang mép của bộ phận khác thông qua vật liệu độn.
Cách 2: khi khe hở tương đương với đường kính của vật liệu độn
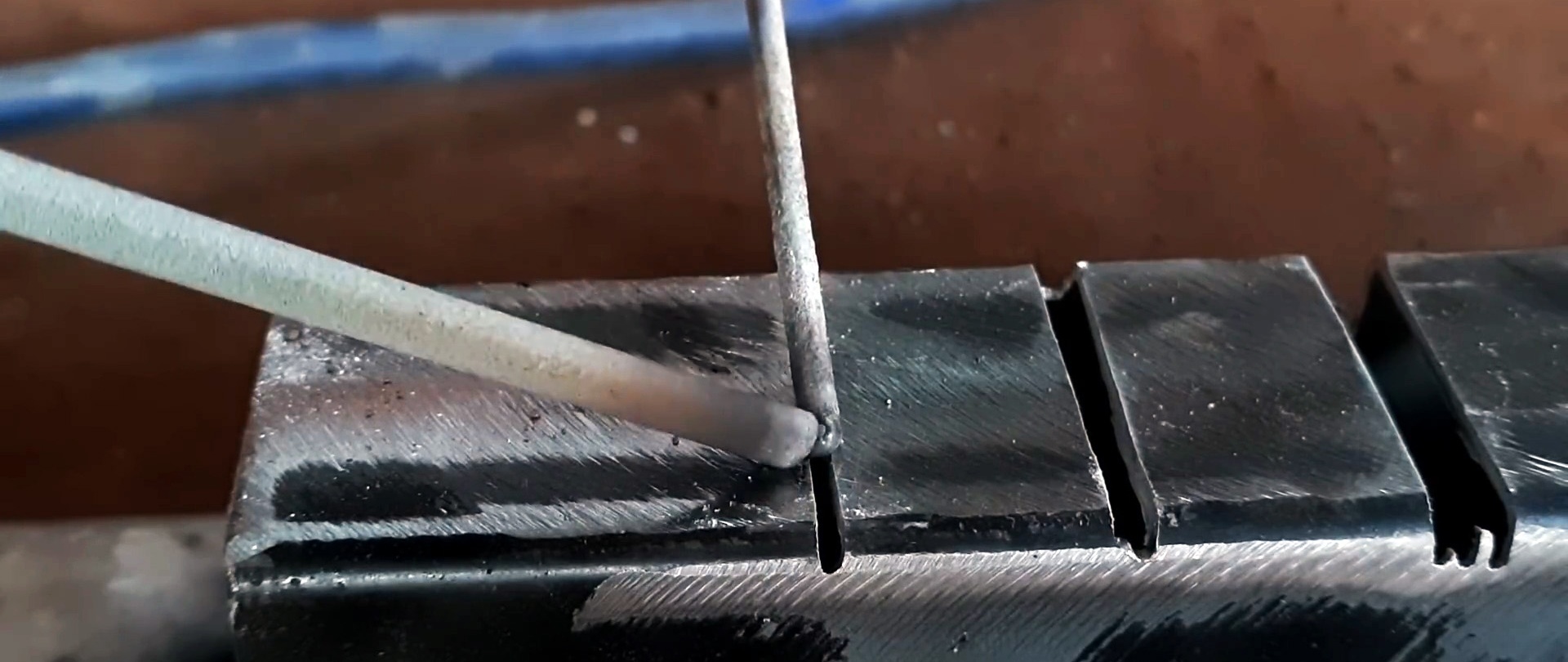
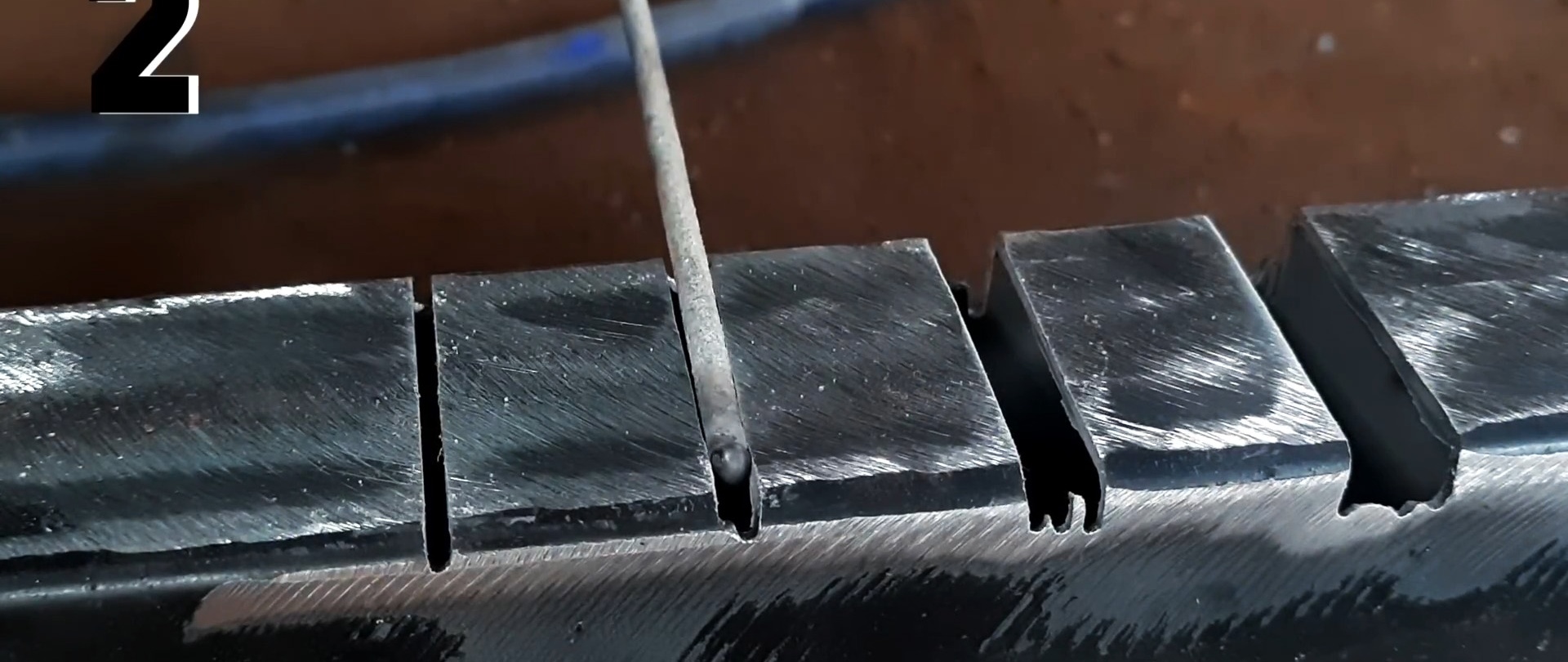
Đây có lẽ là phương pháp đơn giản và thuận tiện nhất để thực hiện vì vật liệu độn rơi vào khe hở và bề mặt hàn khá phẳng. Việc đốt cháy vật liệu được giảm thiểu do phần lớn năng lượng hồ quang điện được sử dụng để làm nóng chảy vật liệu độn. Nếu không, quy trình sẽ lặp lại phương pháp 1: hàn được thực hiện bằng điện cực chính bằng cách di chuyển nó theo chiều ngang giữa các cạnh của bộ phận được hàn.
Cách 3: khe hở bằng hai đường kính của vật liệu độn
Trong trường hợp này, chúng tôi hàn vật liệu độn vào một cạnh của vật liệu được hàn trên toàn bộ chiều dài của khe hở, sau đó đặt phần còn lại giữa vật liệu độn đã hàn trước đó và cạnh thứ hai của các bộ phận được hàn. Tiếp theo, sau khi đốt hồ quang bằng điện cực chính, chúng tôi thực hiện các chuyển động ngang giữa các cạnh trên hai dải vật liệu độn.


Phương pháp 4: Khe hở vượt quá hai đường kính vật liệu độn
Trong tình huống như vậy, chúng ta hàn vật liệu độn vào cả hai cạnh cần hàn, sau đó đặt nó vào khe hở còn lại và hàn bằng điện cực chính, di chuyển vật liệu độn theo hướng ngang từ mép này sang mép khác nhưng đã ở trên ba dải chất độn vật liệu. Tất nhiên, trường hợp như vậy đòi hỏi người thợ hàn phải chú ý nhiều hơn và một số kỹ năng.

Điện cực hàn cho các mục đích chung trên AliExpress với giá giảm - http://alii.pub/606j2h

Xem video
Các lớp học tương tự












