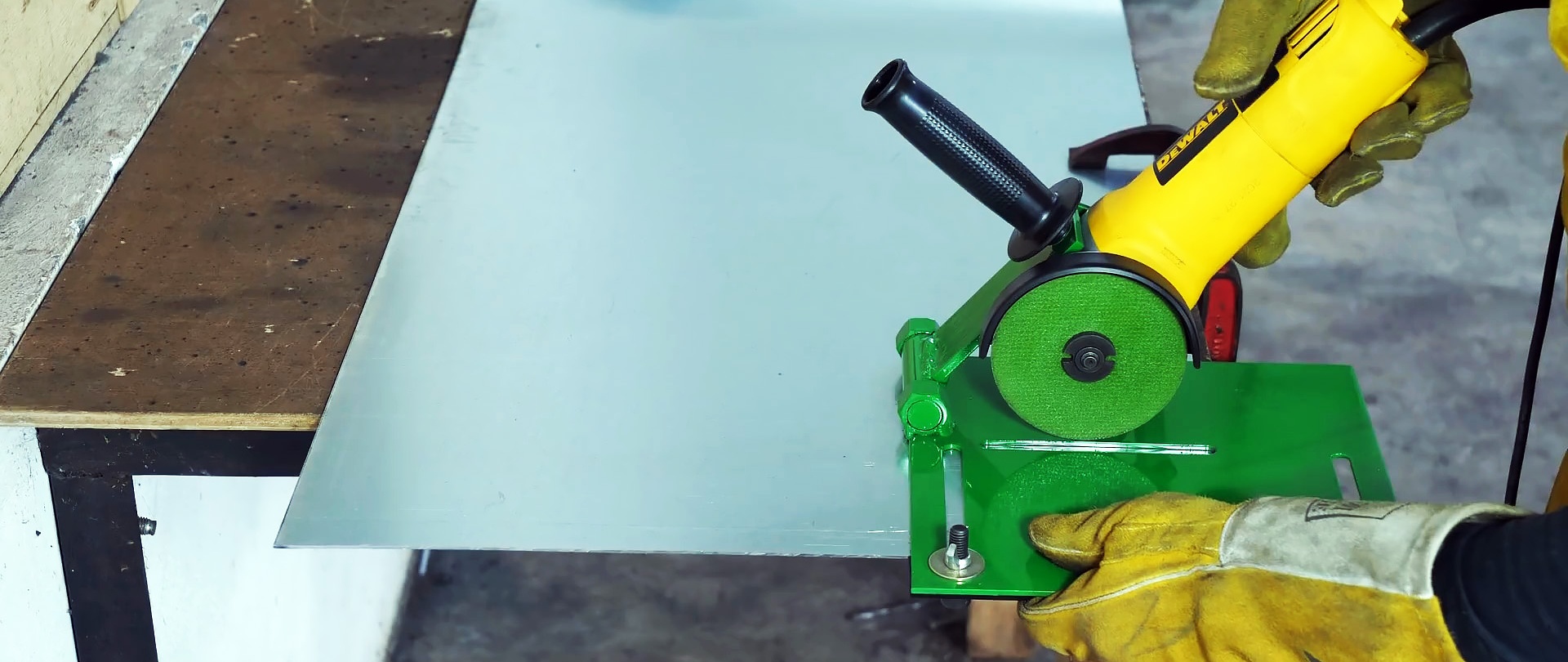
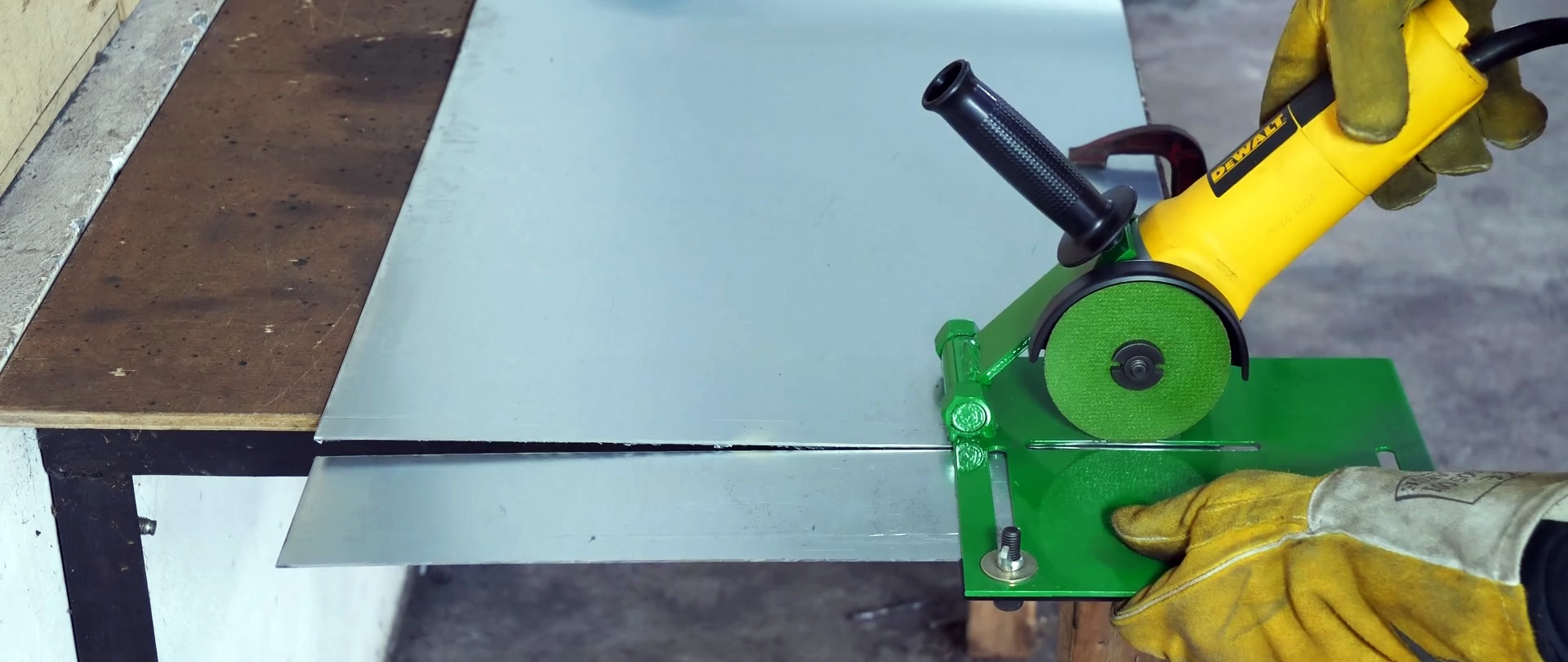
Gắn vào máy mài góc để cắt đều
Khi làm việc với tấm kim loại, bạn thường phải cắt nhiều dải có cùng chiều rộng từ một tấm lớn. Điều này thường được thực hiện bằng cách đánh dấu và sau đó cắt từng dải. Thiết bị được đề xuất sẽ tăng tốc đáng kể quá trình này và tăng độ chính xác về chiều rộng của các phần tử cắt. Độ chính xác cao về “hình học” của mỗi dải đạt được bằng cách lắp đặt một kích thước cố định chắc chắn trên phần đính kèm.
Vật liệu và dụng cụ
Để tạo bảng điều khiển, bạn sẽ cần:
- tấm thép loại St.3, dày 3 mm;
- một tấm thép hẹp cùng loại dày 5 mm;
- thanh thép đường kính 14 mm;
- hai đai ốc M12;
- điện cực hàn (3 mm);
- bàn hàn hoặc bàn làm việc;
- hành vi xấu xa;
- máy mài" có đĩa dành cho thép;
- kẹp;
- máy hàn;
- can dầu có dầu để bôi trơn máy khoan;
- máy khoan hoặc khoan bằng mũi khoan 6 mm.
Máy khoan chất lượng cao và bền bỉ trên AliExpress với mức giảm giá - http://alii.pub/5zwmxz
Bạn có thể sử dụng thép dày 4 mm, nhưng khi đó phần đính kèm sẽ nặng và sử dụng độ dày nhỏ hơn sẽ không mang lại cho thiết bị độ cứng cần thiết.
Kích thước của tấm được xác định bởi kích thước của máy mài góc mà thiết bị được tạo ra.
Chiều dài của tấm đế của phụ kiện phải bằng chiều dài của máy mài, cộng thêm 15 cm mỗi bên.
Mô tả quy trình sản xuất phụ tùng máy mài góc
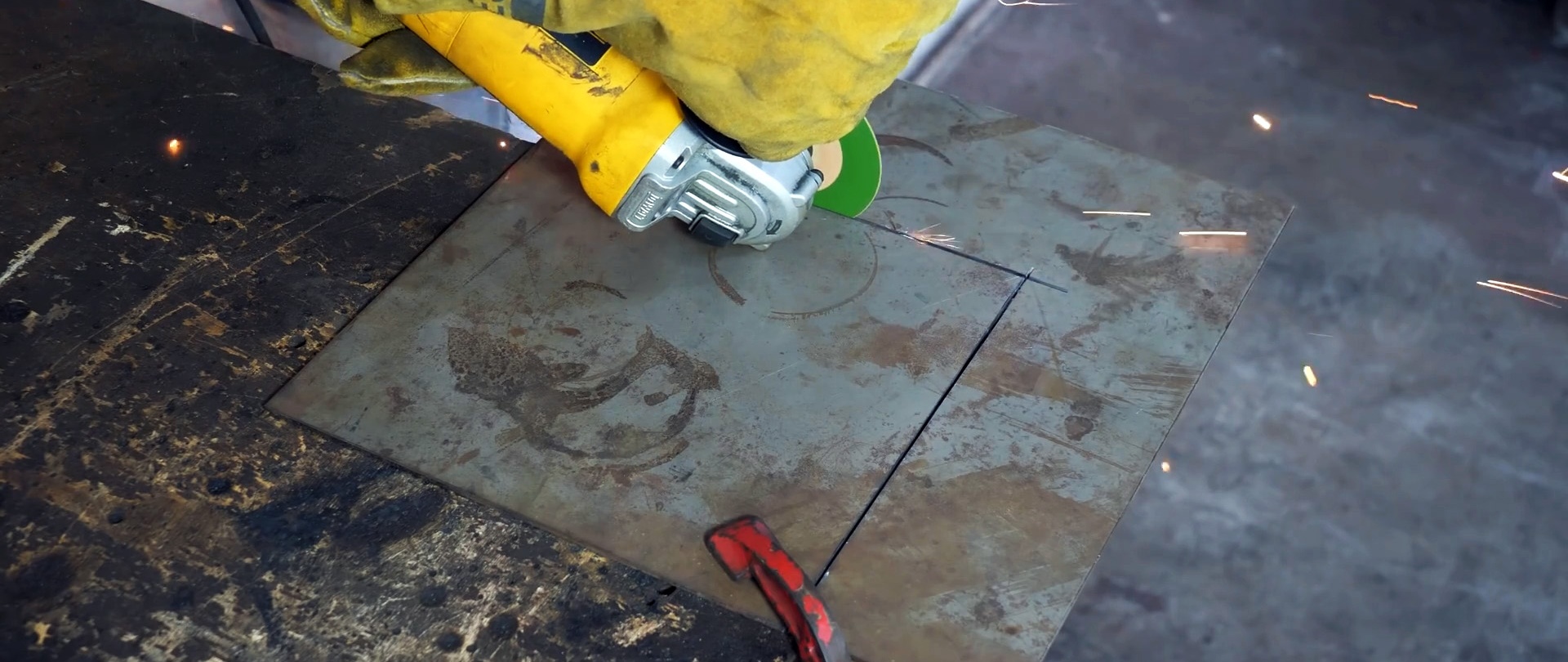
Chúng tôi chuẩn bị tấm đế của phần đính kèm. Sau khi cố định một tấm thép lớn trên bàn làm việc, chúng tôi cắt ra một tấm nhỏ hơn từ nó bằng máy mài, theo kích thước đã chọn để tạo tấm. Chúng tôi xử lý tấm bằng một bánh mài.
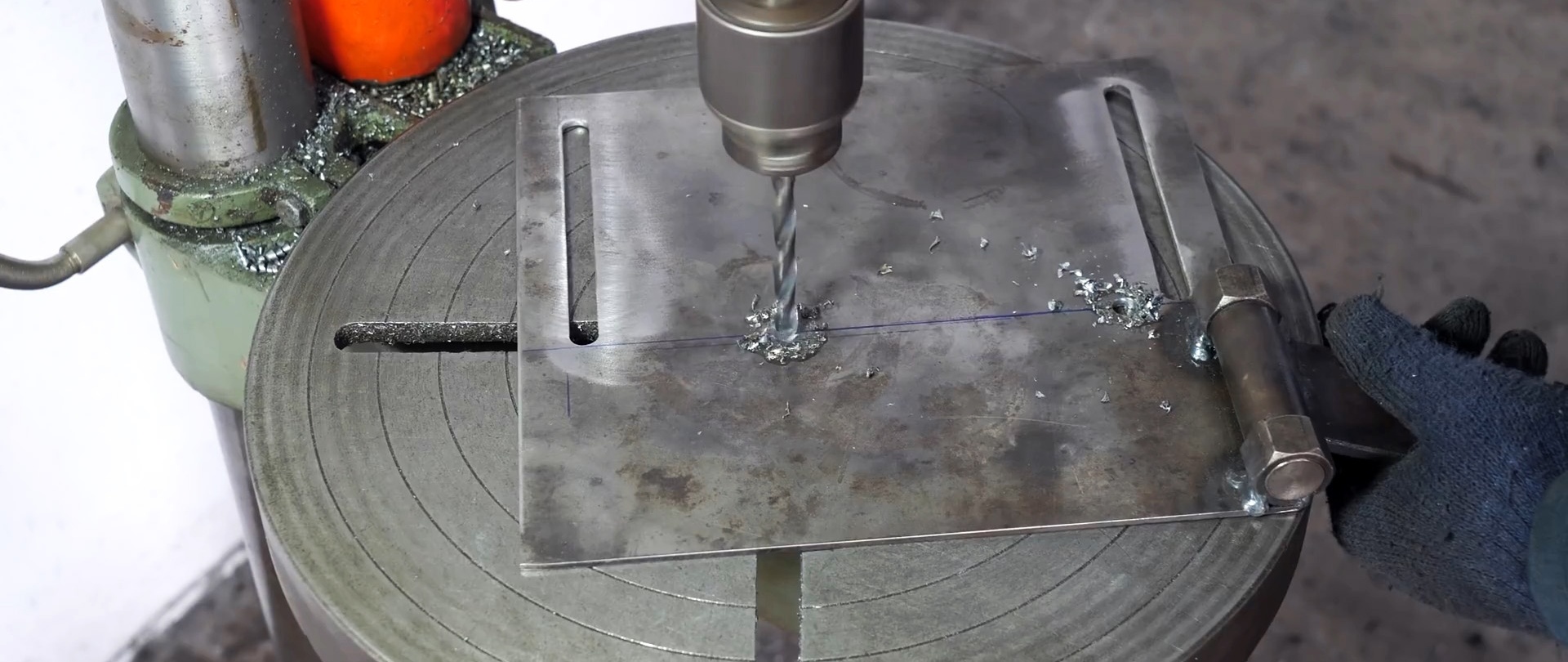
Sau khi chia tấm theo chiều rộng thành ba phần, trên hai phần của chúng, chúng tôi đánh dấu các khe cho dải lực đẩy trong tương lai. Lùi lại 5 cm so với mép của tấm, chúng tôi đánh dấu một trong bốn lỗ bằng lõi. Chúng ta lấy kích thước bằng khoảng cách từ mép bên của tấm đến điểm lõi. Chúng tôi đặt cùng kích thước trên đường viền của phần thứ hai chiều rộng của tấm và đánh dấu điểm thứ hai. Chúng tôi làm tương tự ở mặt thứ hai của tấm.


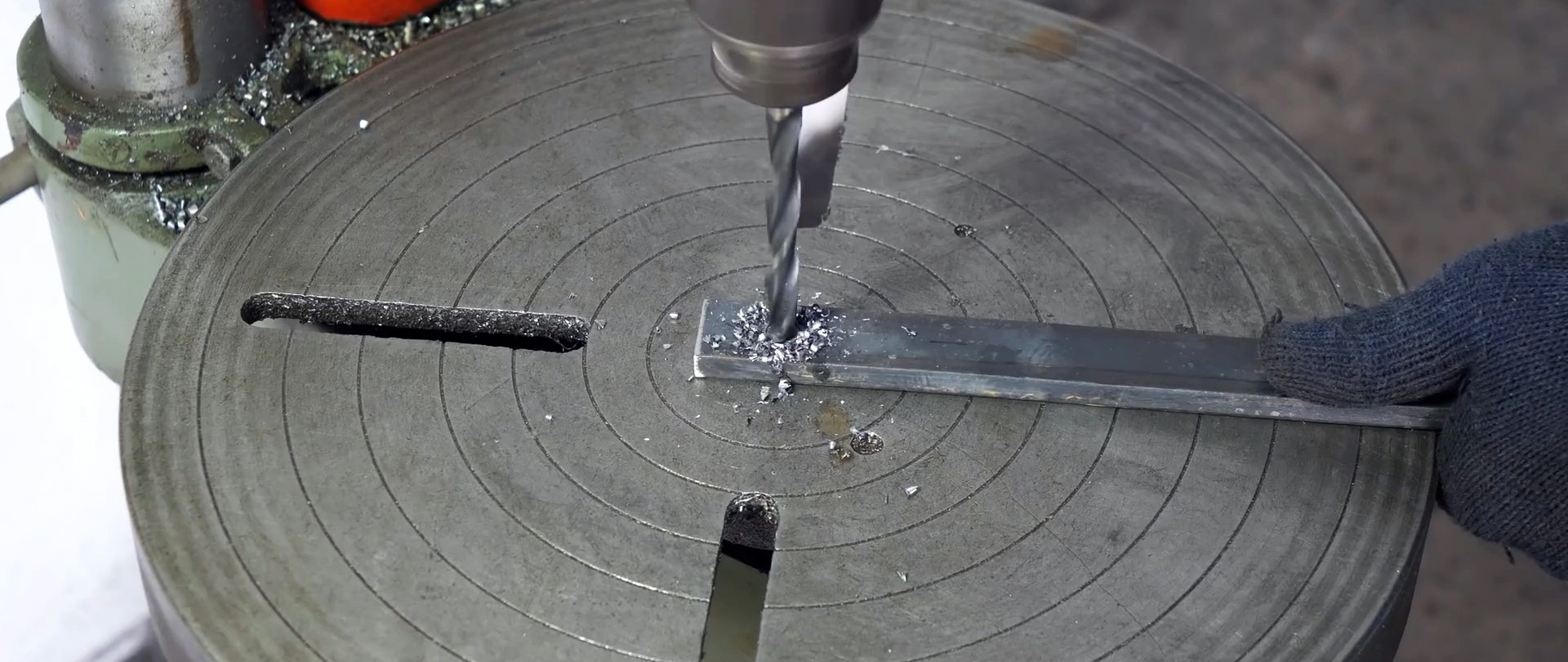
Khoan các lỗ được đánh dấu. Sử dụng các đường ngang theo chiều dài của phần đính kèm, chúng tôi kết nối cả hai lỗ để đánh dấu các khe có cạnh tròn. Sử dụng máy mài, chúng tôi cắt kim loại dọc theo các đường đã vẽ. Kẹp tấm vào một cái kẹp, chúng tôi tinh chỉnh các khe kết quả bằng một tệp phẳng.
Sau khi chán đai ốc M12 trên máy hoặc chọn ống lót phù hợp, chúng tôi chế tạo các trụ đỡ cho bản lề của tấm làm việc của phụ kiện. Sử dụng đường kính trong thu được của các đai ốc, trên cùng một máy, chúng tôi mài trục bản lề, trục này sẽ quay trong các đai ốc này.


Sau khi lắp trục với đai ốc vào mép 1/3 còn lại của tấm, chúng ta hàn đai ốc vào tấm sao cho trục bản lề vuông góc với cạnh dài của nó.

Chúng tôi cắt một mảnh từ một tấm thép hẹp, chiều dài của nó bằng khoảng cách từ trục bản lề đến tâm của tấm. Lùi lại từ một cạnh, ở cạnh hẹp 3 cm, dọc theo trục trung tâm dọc theo đoạn, chúng ta đánh dấu và khoan một lỗ.Đường kính của lỗ phải tương ứng với kích thước của bu lông giữ chặt tay cầm bên với máy mài góc. Sử dụng cạnh đối diện với lỗ, chúng tôi hàn tấm làm việc vào trục bản lề.

Chúng tôi cắt một mảnh khác từ một tấm thép hẹp, chiều dài của nó sẽ cho phép chúng tôi tạo ra một bảng điều khiển bên để gắn máy mài góc vào lỗ đối diện trên thân nó. Để làm điều này, chia đoạn kết quả thành hai phần. Bước lùi lại từ mép của một trong số chúng, đánh dấu và khoan một lỗ tương tự như lỗ đã tạo trên tấm gia công. Chúng ta gắn phần có lỗ vào máy mài góc sao cho vuông góc với máy mài góc và nhô ra ngoài 10-11 cm, ở phía đối diện với các khe trên tấm đỡ. Chúng tôi áp dụng phần thứ hai với một đầu vào tấm làm việc và đầu kia vào đầu nhô ra của phần thứ nhất. Chúng tôi “nắm” tất cả các khớp có một số điểm hàn và tháo máy mài góc. Sau đó chúng ta đun sôi tất cả các hợp chất.


Sau khi lắp lại “máy mài” với một vòng tròn mới vào giá đỡ đã sản xuất, chúng tôi hạ vòng tròn xuống tấm đỡ. Dựa trên kích thước của vòng tròn máy mài, chúng ta đánh dấu rãnh làm việc của phụ kiện. Chúng tôi tháo máy mài góc, cắt và xử lý các cạnh của rãnh làm việc. Chiều rộng của rãnh làm việc phải ít nhất gấp ba lần độ dày của bánh cắt mới và chiều dài của nó phải vượt quá đường kính của bánh xe ít nhất 30%.

Từ một tấm thép hẹp, chúng tôi cắt một dải lực đẩy, chiều dài của dải này bằng chiều dài của tấm đỡ. Chiều rộng của dải phải tương ứng với kích thước bằng đường kính của bu lông được sử dụng, nhân với 3. Chúng tôi đánh dấu trục giữa dọc theo dải và gắn nó vào tấm đỡ, đánh dấu các lỗ lắp. Chúng tôi lắp các bu lông vào các lỗ của dải, hướng xuống dưới và lắp các phần nhô ra của chúng vào các khe trên tấm đỡ. Trên đầu tấm, lắp vòng đệm vào các bu lông và vặn các đai ốc cánh.


Chúng tôi lắp máy mài góc vào phần đính kèm, đặt dải chặn theo kích thước đã chọn của tấm kim loại cần cắt và cố định nó bằng “đôi cánh”, thực hiện cắt thử. Nếu có bất kỳ thiếu sót nào phát sinh, chúng tôi sẽ loại bỏ chúng và sau khi loại bỏ những “con cừu non”, hãy sơn bảng điều khiển.

Giảm giá đĩa lâu dài cho máy mài góc trên AliExpress http://alii.pub/61bjly












