Щанца за огъване за домашна крик преса
За равномерно и точно огъване на метални детайли е необходима преса за огъване. Това е скъпо оборудване, закупуването на което е препоръчително само за професионални дейности. За да разрешите аматьорски проблеми, можете сами да направите преса. В допълнение към него обаче трябва да подготвите специален печат.

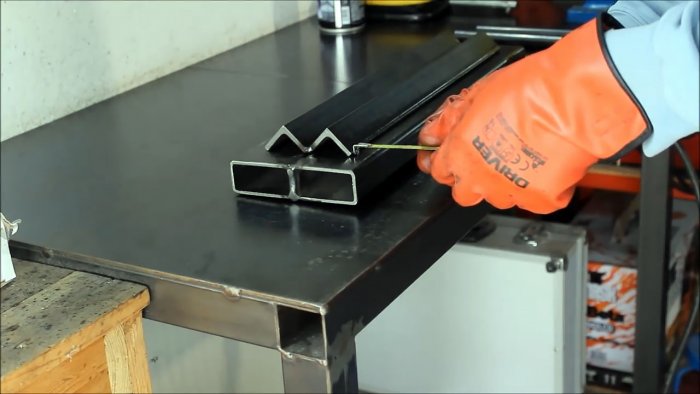
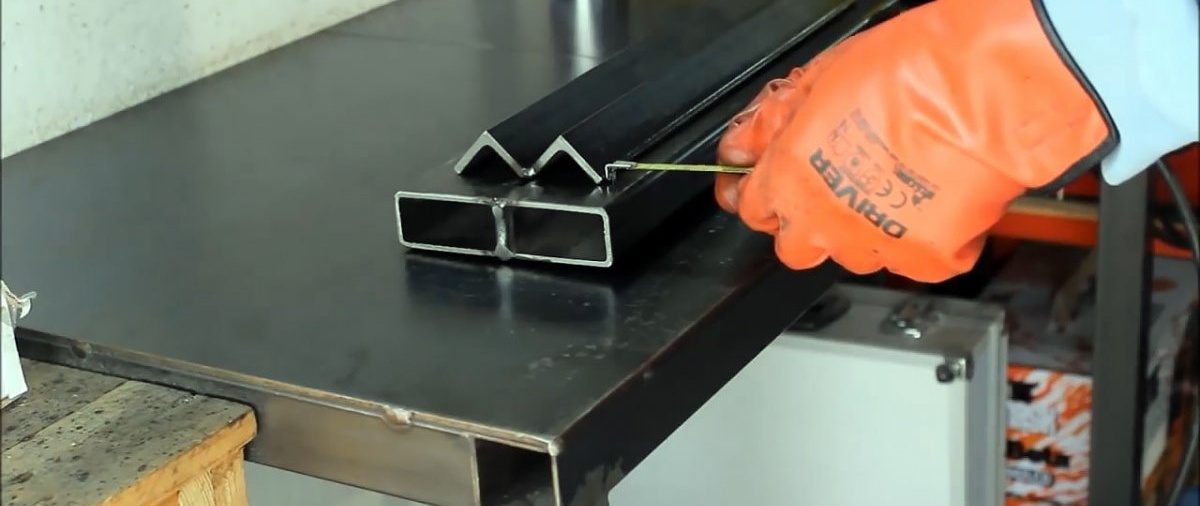
За да направите основата на щампата, трябва да заварите заедно 2 профилни тръби. Слагат се в една равнина и се изпичат добре. Образуваните шевове се шлайфат.



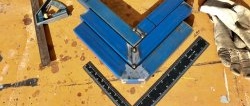
За да получите матрица за матрица за огъване на 90 градуса, трябва да заварите 2 ъгъла. Шевът трябва да бъде направен в краищата и оформения външен ъгъл, така че да не пречи на правилното огъване на детайлите. След това матриците на матрицата се заваряват върху опорната платформа на профила. Важно е дължината на ъглите да бъде по-къса с няколко сантиметра от всяка страна на ръбовете на платформата, изработена от профилна тръба.

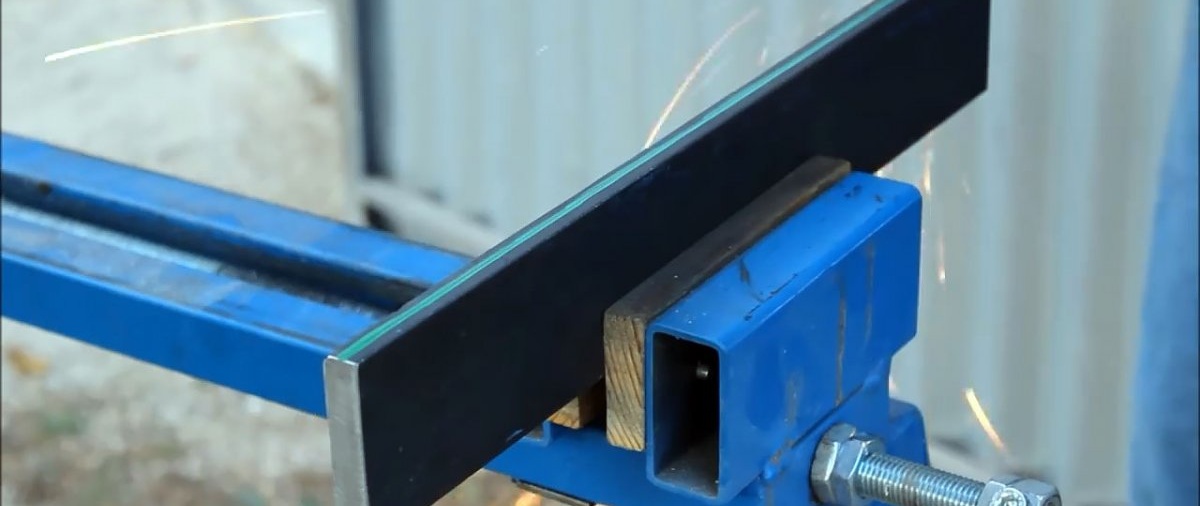
Мощна лента се използва за направата на щанца, която притиска детайла в матрицата.Работният му ръб трябва да бъде заточен. Заточването не трябва да има остър режещ ръб, способен да се врязва в метала.


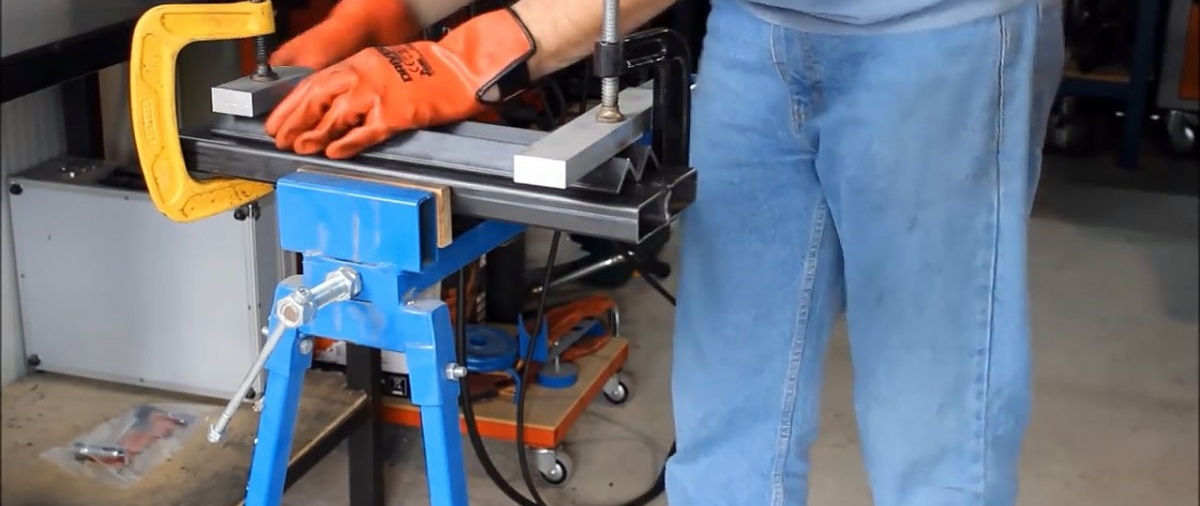
Към краищата на поансона са заварени тръби. След това в тях се вкарват направляващи тръби с по-малък диаметър, които се заваряват стоящи към долната опорна платформа на пресата.


След заваряването щанцата се отстранява и върху водещите тръби се поставят пружини. Те ще ви позволят да не отделяте всеки път части от печата, за да поставите празни места между тях.

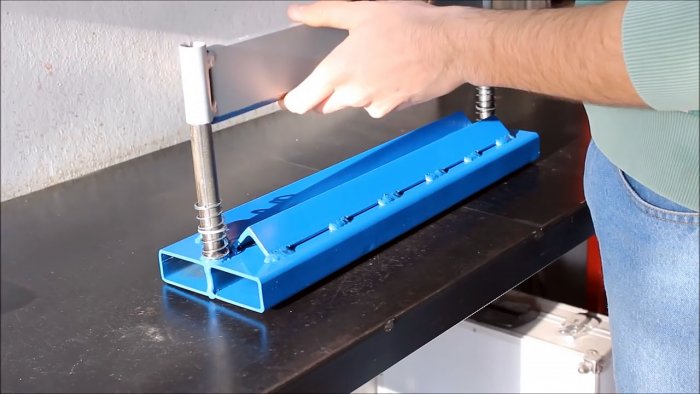
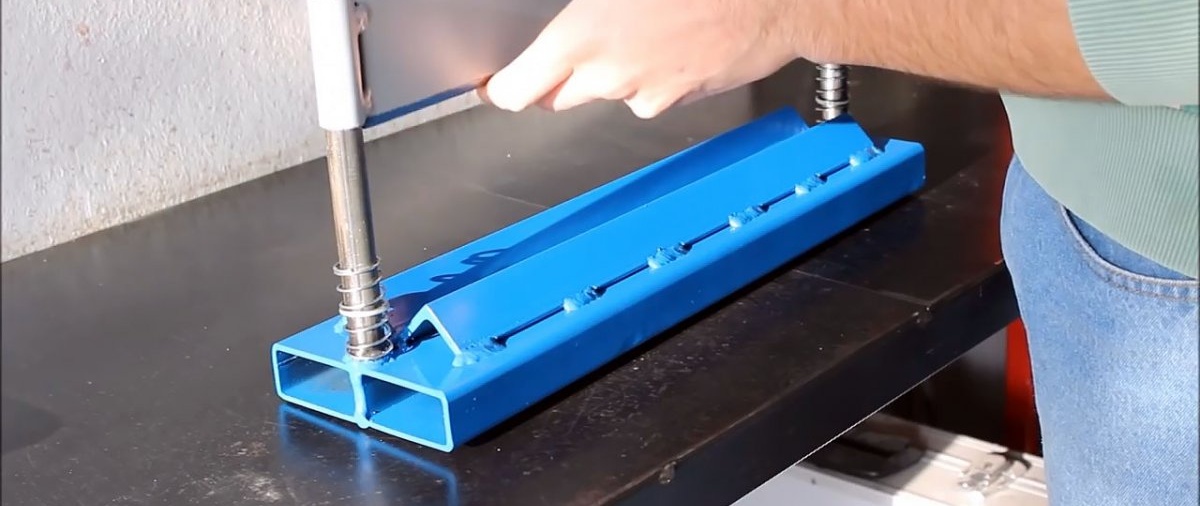
Боядисваме със спрей боя.

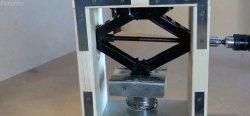
За да заредите матрицата, трябва да заварите рамката на пресата от здрава профилна тръба. Рамката има плъзгаща се напречна греда със странични пипала, които я предпазват от движение. За изтискане се използва крик за кола. В долната част е прикрепен към
напречна греда, а горната част лежи върху рамка, подсилена с парче плоча. Прът се простира надолу от движещата се напречна греда. За да може напречната греда да се повдигне, когато налягането в крика се освободи, тя трябва да бъде окачена на 2 пружини.
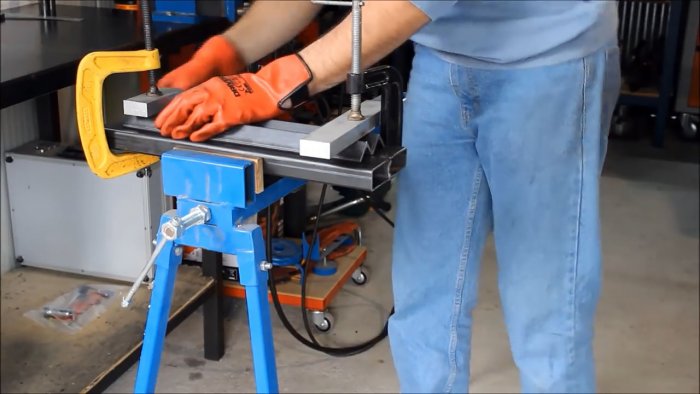
След като поставите щампата върху пресата и държите детайла между матрицата и щанцата, трябва да изтласкате крика. Той ще натисне печата и ще огъне детайла. Такъв печат, ако е оборудван със здрава рамка с добър жак, е напълно способен да огъва стоманени плочи с дебелина 6 мм, без да ги нагрява предварително.


Материали за изработка на печат:
- профилна тръба;
- ъгъл 30x30x4 mm;
- лента 10x60 mm или по-дебела.
- тръби;
- 2 притискащи пружини
Изработка на матрица за огъване
За да направите основата на щампата, трябва да заварите заедно 2 профилни тръби. Слагат се в една равнина и се изпичат добре. Образуваните шевове се шлайфат.



За да получите матрица за матрица за огъване на 90 градуса, трябва да заварите 2 ъгъла. Шевът трябва да бъде направен в краищата и оформения външен ъгъл, така че да не пречи на правилното огъване на детайлите. След това матриците на матрицата се заваряват върху опорната платформа на профила. Важно е дължината на ъглите да бъде по-къса с няколко сантиметра от всяка страна на ръбовете на платформата, изработена от профилна тръба.

Мощна лента се използва за направата на щанца, която притиска детайла в матрицата.Работният му ръб трябва да бъде заточен. Заточването не трябва да има остър режещ ръб, способен да се врязва в метала.

Към краищата на поансона са заварени тръби. След това в тях се вкарват направляващи тръби с по-малък диаметър, които се заваряват стоящи към долната опорна платформа на пресата.
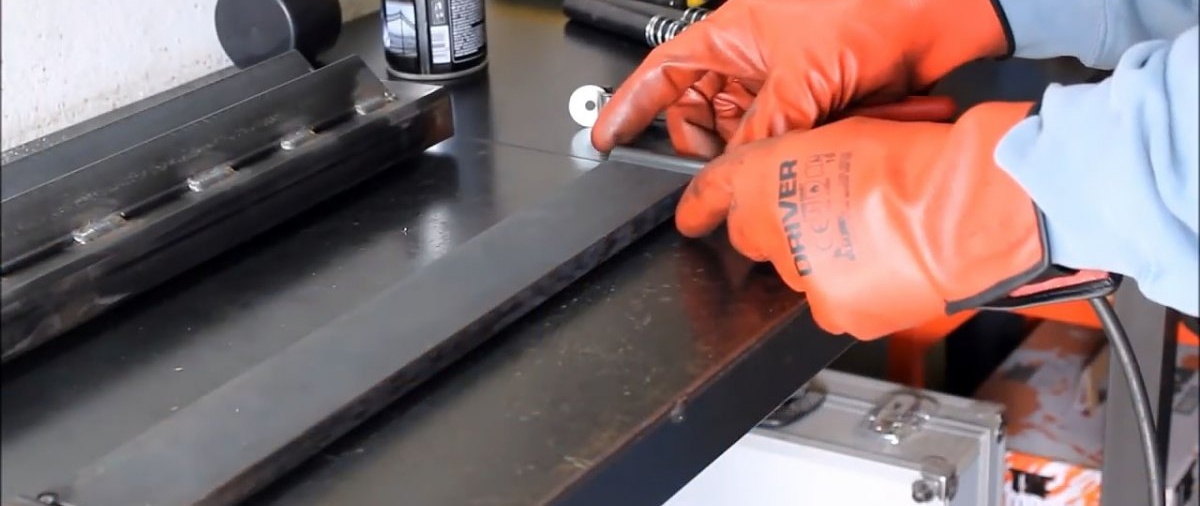

След заваряването щанцата се отстранява и върху водещите тръби се поставят пружини. Те ще ви позволят да не отделяте всеки път части от печата, за да поставите празни места между тях.

Боядисваме със спрей боя.

За да заредите матрицата, трябва да заварите рамката на пресата от здрава профилна тръба. Рамката има плъзгаща се напречна греда със странични пипала, които я предпазват от движение. За изтискане се използва крик за кола. В долната част е прикрепен към
напречна греда, а горната част лежи върху рамка, подсилена с парче плоча. Прът се простира надолу от движещата се напречна греда. За да може напречната греда да се повдигне, когато налягането в крика се освободи, тя трябва да бъде окачена на 2 пружини.
След като поставите щампата върху пресата и държите детайла между матрицата и щанцата, трябва да изтласкате крика. Той ще натисне печата и ще огъне детайла. Такъв печат, ако е оборудван със здрава рамка с добър жак, е напълно способен да огъва стоманени плочи с дебелина 6 мм, без да ги нагрява предварително.

Гледай видеото
Подобни майсторски класове




Особено интересно






Коментари (0)
