Направи си сам огъвач за тръби - прост и почти безплатен
Необходимостта от огъване на стоманена тръба под определен ъгъл с желания радиус не възниква много често. Но ако се появи такава задача, тогава при липса на специално оборудване тя неизбежно се превръща в труден за решаване проблем.
В случай на кръгли тръби, фитингите понякога помагат. Няма такива решения за правоъгълни и квадратни тръби. Предлага се само монтаж с болтове.
Направата на завой на тръбата чрез заваряване от отделни сегменти не е най-добрият изход от ситуацията. Трудно е и обикновено ненадеждно.
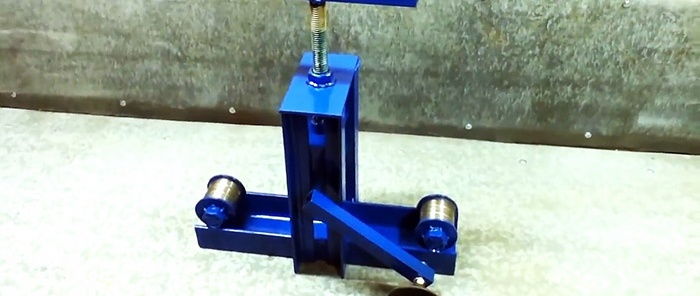
Най-модерната технологична опция, която е доказана от десетилетия, е и остава огъвач на тръби, който ви позволява да огънете тръба с всякакво напречно сечение, без да нарушавате нейните качествени и експлоатационни характеристики.
Можете да направите такава компактна машина с механично задвижване със собствените си ръце. Ще отнеме малко работа, но си заслужава. Няма да можете да купите евтино устройство за огъване на тръби. Минималната цена в магазините за устройство, което изглежда повече или по-малко полезно, започва от няколко хиляди рубли. В същото време може само да се гадае за неговото качество и експлоатационен живот.
Домашно направената машина ще се състои от най-малко 50% налични материали. Нещо определено ще се намери в личните домакинства, нещо в гаражите на съседите. Най-вероятно ще трябва да закупите само 8 лагера от серия 303. Те са предназначени да изпълняват функцията на валове, което елиминира необходимостта от струговане. Такива лагери са евтини и ако погледнете, можете да ги намерите за стотинки. Ако трябва да купите допълнително желязо, това е почти нищо в сравнение с цената на магазина за огъване на тръби.
Определено ще ви трябва секция от канал 80x40 mm, стоманен ъгъл 25x25 mm, профилна тръба 20x20 mm, строителен щифт с диаметър 18 mm, 6 шайби M18 с увеличен външен диаметър 56 mm, 9 гайки за 18 и някои други малки неща, но повече за това в процеса.
Основните инструменти са мелница, машина за заваряване и бормашина.
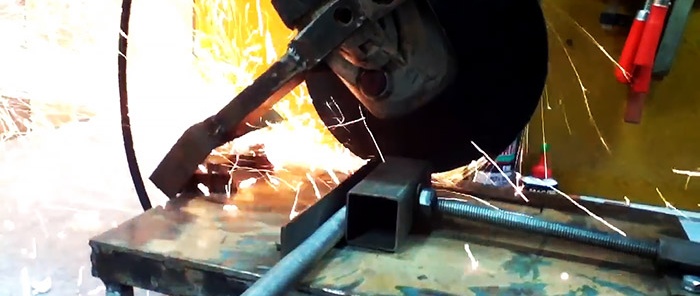
1. Вземаме канал 80x40 mm като основа за дизайна, маркираме и изрязваме детайл с дължина приблизително 40 cm.

2. Почистете с приставка за метална четка.

3. Използвайте мелница, за да отстраните частично резбата от шпилката, така че лагерите, чийто вътрешен диаметър е 17 мм, да прилягат свободно, но плътно върху нея.

4. С помощта на циркулярен трион или мелница изрежете три секции от шпилката - те ще бъдат използвани за направата на ролки. Вземаме дължината на сегментите с резерв (приблизително 100-120 mm), като вземаме предвид ширината на шайбите, лагерите и гайките. По-късно ще премахнем излишното.
5. С помощта на дорник и чук задайте лек конус за шайбите - в рамките на 1 mm, което ще осигури свободно въртене на ролките.

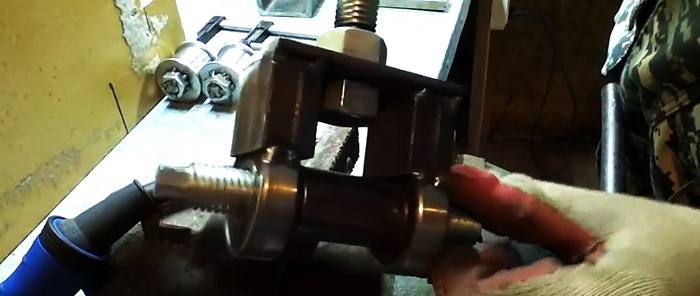
6. Сглобете ролката и затегнете гайките.

7. Отстранете частта от шпилката, стърчаща извън гайката.

8. Използвайки електрическо заваряване, ние точково фиксираме елементите на ролката.

9. Проверете ролката за свободно въртене.

10.Маркираме и изрязваме четири сегмента с дължина 25 см от ъгъл 25х25 мм, за да направим водачи за задвижващи и притискащи ролки.

11. Заваряваме парчетата ъгли към основата на канала, като поддържаме празнина за оста на задвижващата ролка (вал).

12. На една от вече подготвените части на шпилката поставяме парче тръба с диаметър 27 мм и дължина 40 мм. Запълнете вътрешната празнина с 40 mm пирони без глави.

13. Заваряваме всички елементи около обиколката с помощта на електрическо заваряване и получаваме завършен вал.

14. Поставяме лагери по ръбовете на вала.

15. Изработваме подвижна карета, като заваряваме две секции от профилна тръба 20x40x30 mm, правоъгълна стоманена плоча 80x50 mm и вал с лагери в една конструкция.

16. В пресечната точка на диагоналите маркирайте центъра със сърцевина и пробийте отвор с диаметър 18 мм за щифта в горната част на шейната с помощта на бормашина и райбер.

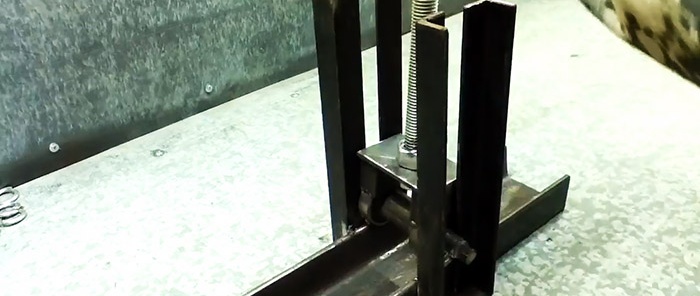
17. Сглобяваме повдигащия механизъм, състоящ се от щифт и три гайки M18, две от които са заварени на място към щифта, резбован в отвора на платформата на каретата.
18. Изрежете правоъгълник с размери приблизително 70x130 mm от стоманен лист с дебелина 5 mm, който ще се използва като ограничител на повдигащия механизъм. Маркирайте средата и пробийте 18 mm дупка, подобна на основата на каретката.

19. Сглобяваме изработените елементи в единна конструкция. За да направите това, монтирайте каретката със задвижващия вал в водачите.
20. Поставяме го върху шпилката и монтираме опорната плоча.
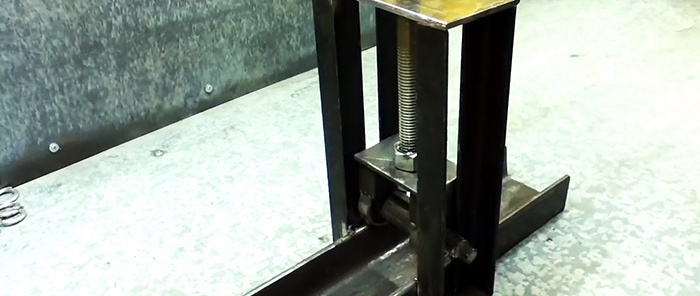
21. Завийте гайката върху шпилката, докато спре и затегнете на място ставите с помощта на електрическо заваряване.
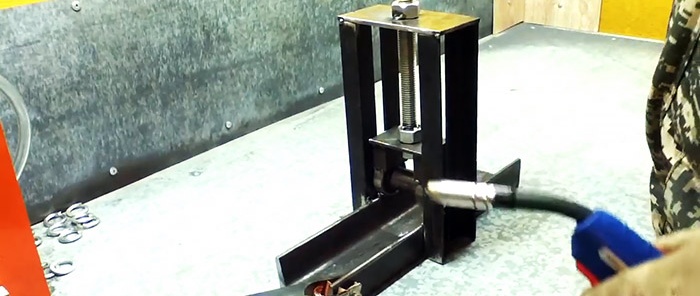
22. Заваряваме предварително направените ролки по ръбовете на основата на канала.
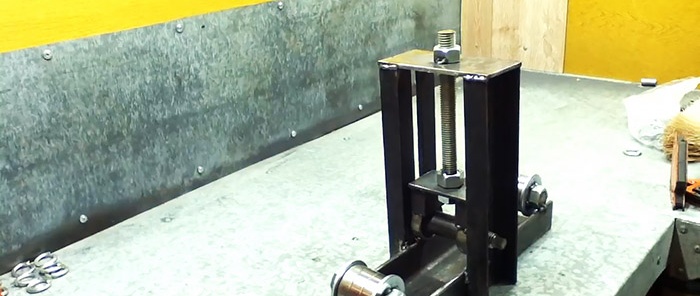
23. Заваряваме 25-30 см дръжка от профилна тръба 20х20 мм към механизма за повдигане и затягане.

24.Изработваме механичен задвижващ лост от 20-25 cm секция от профилна тръба 20x20 mm и го заваряваме към задвижващата ролка (щифт). Дръжката за задвижване може да бъде взета назаем от всеки стар електроинструмент, като първо пробиете дупка за нея. Ако това не е налично, можете вместо това да заварите 12-14 см парче кръгла тръба към лоста.
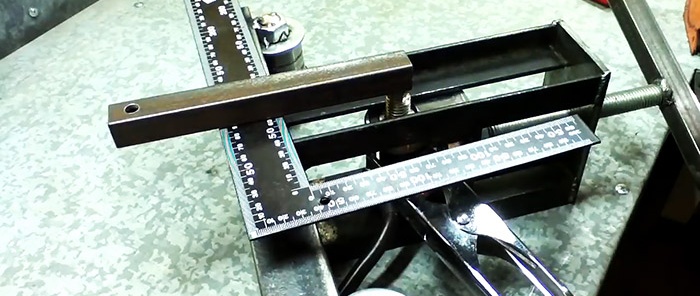
25. Тръбоогъвачът е готов, нека проведем теста.

26. И накрая, последният етап е боядисването на нашия огъвач за тръби. Как може такъв ръчно сглобен технически шедьовър да не получи респектиращ външен вид?
Това обаче е чисто индивидуален въпрос и няма да се спираме подробно на него. Отбелязваме само, че първо трябва да премахнете всички грапавини с файл или мелница, да ги обезмаслите добре с разтворител и да ги покриете с грунд. Но във всеки случай, въпреки че радва душата, това не влияе на резултата по никакъв начин.
В случай на кръгли тръби, фитингите понякога помагат. Няма такива решения за правоъгълни и квадратни тръби. Предлага се само монтаж с болтове.
Направата на завой на тръбата чрез заваряване от отделни сегменти не е най-добрият изход от ситуацията. Трудно е и обикновено ненадеждно.
Най-модерната технологична опция, която е доказана от десетилетия, е и остава огъвач на тръби, който ви позволява да огънете тръба с всякакво напречно сечение, без да нарушавате нейните качествени и експлоатационни характеристики.
Можете да направите такава компактна машина с механично задвижване със собствените си ръце. Ще отнеме малко работа, но си заслужава. Няма да можете да купите евтино устройство за огъване на тръби. Минималната цена в магазините за устройство, което изглежда повече или по-малко полезно, започва от няколко хиляди рубли. В същото време може само да се гадае за неговото качество и експлоатационен живот.
Какво ви трябва за домашен огъвач на тръби
Домашно направената машина ще се състои от най-малко 50% налични материали. Нещо определено ще се намери в личните домакинства, нещо в гаражите на съседите. Най-вероятно ще трябва да закупите само 8 лагера от серия 303. Те са предназначени да изпълняват функцията на валове, което елиминира необходимостта от струговане. Такива лагери са евтини и ако погледнете, можете да ги намерите за стотинки. Ако трябва да купите допълнително желязо, това е почти нищо в сравнение с цената на магазина за огъване на тръби.
Определено ще ви трябва секция от канал 80x40 mm, стоманен ъгъл 25x25 mm, профилна тръба 20x20 mm, строителен щифт с диаметър 18 mm, 6 шайби M18 с увеличен външен диаметър 56 mm, 9 гайки за 18 и някои други малки неща, но повече за това в процеса.
Основните инструменти са мелница, машина за заваряване и бормашина.
Ред на операциите
1. Вземаме канал 80x40 mm като основа за дизайна, маркираме и изрязваме детайл с дължина приблизително 40 cm.
2. Почистете с приставка за метална четка.
3. Използвайте мелница, за да отстраните частично резбата от шпилката, така че лагерите, чийто вътрешен диаметър е 17 мм, да прилягат свободно, но плътно върху нея.
4. С помощта на циркулярен трион или мелница изрежете три секции от шпилката - те ще бъдат използвани за направата на ролки. Вземаме дължината на сегментите с резерв (приблизително 100-120 mm), като вземаме предвид ширината на шайбите, лагерите и гайките. По-късно ще премахнем излишното.
5. С помощта на дорник и чук задайте лек конус за шайбите - в рамките на 1 mm, което ще осигури свободно въртене на ролките.
6. Сглобете ролката и затегнете гайките.
7. Отстранете частта от шпилката, стърчаща извън гайката.
8. Използвайки електрическо заваряване, ние точково фиксираме елементите на ролката.
9. Проверете ролката за свободно въртене.
10.Маркираме и изрязваме четири сегмента с дължина 25 см от ъгъл 25х25 мм, за да направим водачи за задвижващи и притискащи ролки.
11. Заваряваме парчетата ъгли към основата на канала, като поддържаме празнина за оста на задвижващата ролка (вал).
12. На една от вече подготвените части на шпилката поставяме парче тръба с диаметър 27 мм и дължина 40 мм. Запълнете вътрешната празнина с 40 mm пирони без глави.
13. Заваряваме всички елементи около обиколката с помощта на електрическо заваряване и получаваме завършен вал.
14. Поставяме лагери по ръбовете на вала.
15. Изработваме подвижна карета, като заваряваме две секции от профилна тръба 20x40x30 mm, правоъгълна стоманена плоча 80x50 mm и вал с лагери в една конструкция.
16. В пресечната точка на диагоналите маркирайте центъра със сърцевина и пробийте отвор с диаметър 18 мм за щифта в горната част на шейната с помощта на бормашина и райбер.
17. Сглобяваме повдигащия механизъм, състоящ се от щифт и три гайки M18, две от които са заварени на място към щифта, резбован в отвора на платформата на каретата.
18. Изрежете правоъгълник с размери приблизително 70x130 mm от стоманен лист с дебелина 5 mm, който ще се използва като ограничител на повдигащия механизъм. Маркирайте средата и пробийте 18 mm дупка, подобна на основата на каретката.
19. Сглобяваме изработените елементи в единна конструкция. За да направите това, монтирайте каретката със задвижващия вал в водачите.
20. Поставяме го върху шпилката и монтираме опорната плоча.
21. Завийте гайката върху шпилката, докато спре и затегнете на място ставите с помощта на електрическо заваряване.
22. Заваряваме предварително направените ролки по ръбовете на основата на канала.
23. Заваряваме 25-30 см дръжка от профилна тръба 20х20 мм към механизма за повдигане и затягане.
24.Изработваме механичен задвижващ лост от 20-25 cm секция от профилна тръба 20x20 mm и го заваряваме към задвижващата ролка (щифт). Дръжката за задвижване може да бъде взета назаем от всеки стар електроинструмент, като първо пробиете дупка за нея. Ако това не е налично, можете вместо това да заварите 12-14 см парче кръгла тръба към лоста.
25. Тръбоогъвачът е готов, нека проведем теста.
26. И накрая, последният етап е боядисването на нашия огъвач за тръби. Как може такъв ръчно сглобен технически шедьовър да не получи респектиращ външен вид?
Това обаче е чисто индивидуален въпрос и няма да се спираме подробно на него. Отбелязваме само, че първо трябва да премахнете всички грапавини с файл или мелница, да ги обезмаслите добре с разтворител и да ги покриете с грунд. Но във всеки случай, въпреки че радва душата, това не влияе на резултата по никакъв начин.
Гледай видеото
Подобни майсторски класове






Особено интересно






Коментари (0)
