كيفية لحام الفجوات في المعدن الرقيق دون صعوبة
عند لحام معدن رقيق، من أجل تجنب الاحتراق، تكون جميع جوانب عملية اللحام مهمة: قطر ونوع القطب الكهربائي الرئيسي المستخدم، وقوة تيار اللحام، وسرعة ومسار القطب، وجودة اللحام. تجريد الأجزاء التي يتم لحامها، وما إلى ذلك.
لكن في بعض الحالات، عند لحام معدن رقيق عند فجوات مختلفة، لا تكون جميع العوامل المذكورة كافية ومن ثم يتم تطبيق عامل آخر يتعلق باستخدام مادة الحشو. علاوة على ذلك، في جميع الحالات يتم اللحام بقوس متقطع ويتم تحريك القطب في الاتجاه العرضي. دعونا نلقي نظرة على كيفية تطبيق هذه الطريقة واحدة تلو الأخرى.
أقطاب اللحام للأغراض العامة على AliExpress بسعر مخفض - http://alii.pub/606j2h
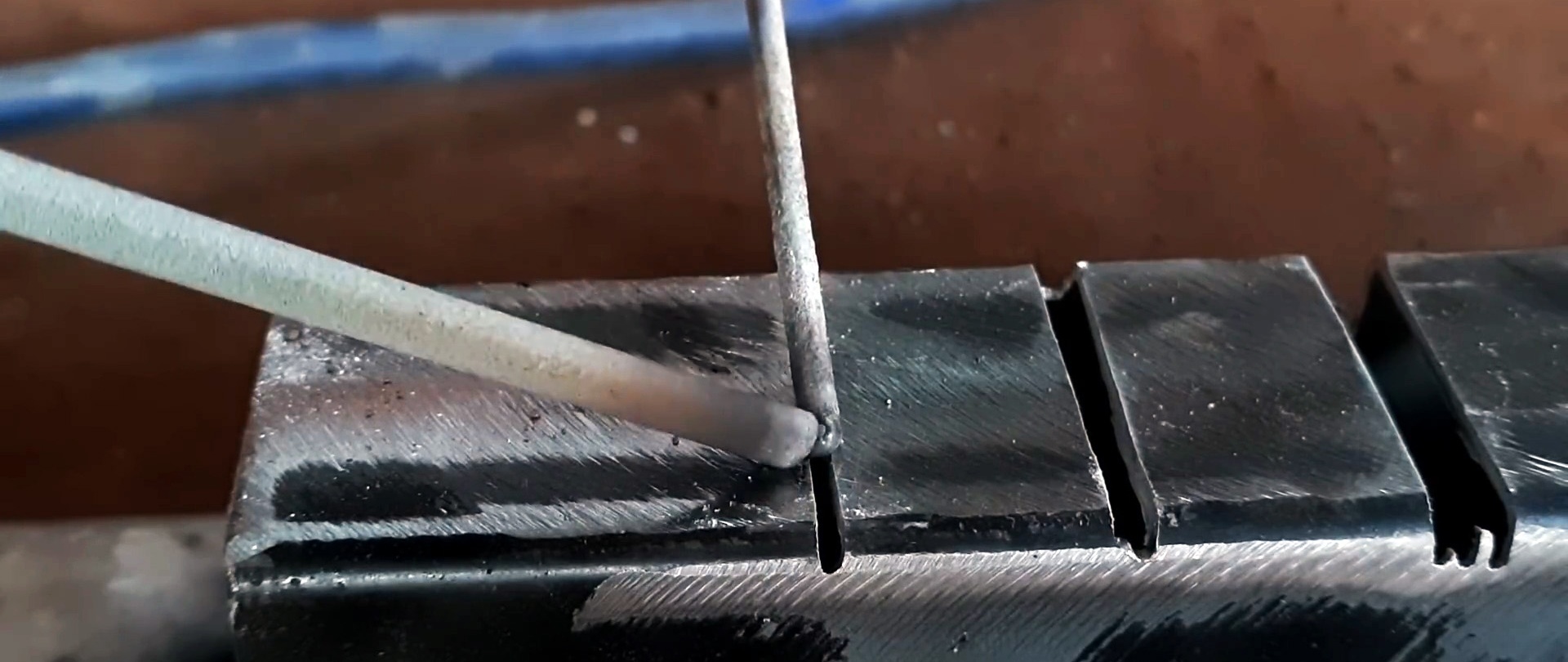
الطريقة الأولى: فجوة أقل من قطر مادة الحشو
وتعتبر هذه فجوة بين الأجزاء الملحومة، ويكون عرضها أقل من قطر مادة الحشو. يتم صهر نهاية القطب بدون طلاء أو سلك لحام بواسطة القطب الرئيسي عن طريق تحريكه بشكل عرضي من حافة جزء إلى آخر عبر مادة الحشو.
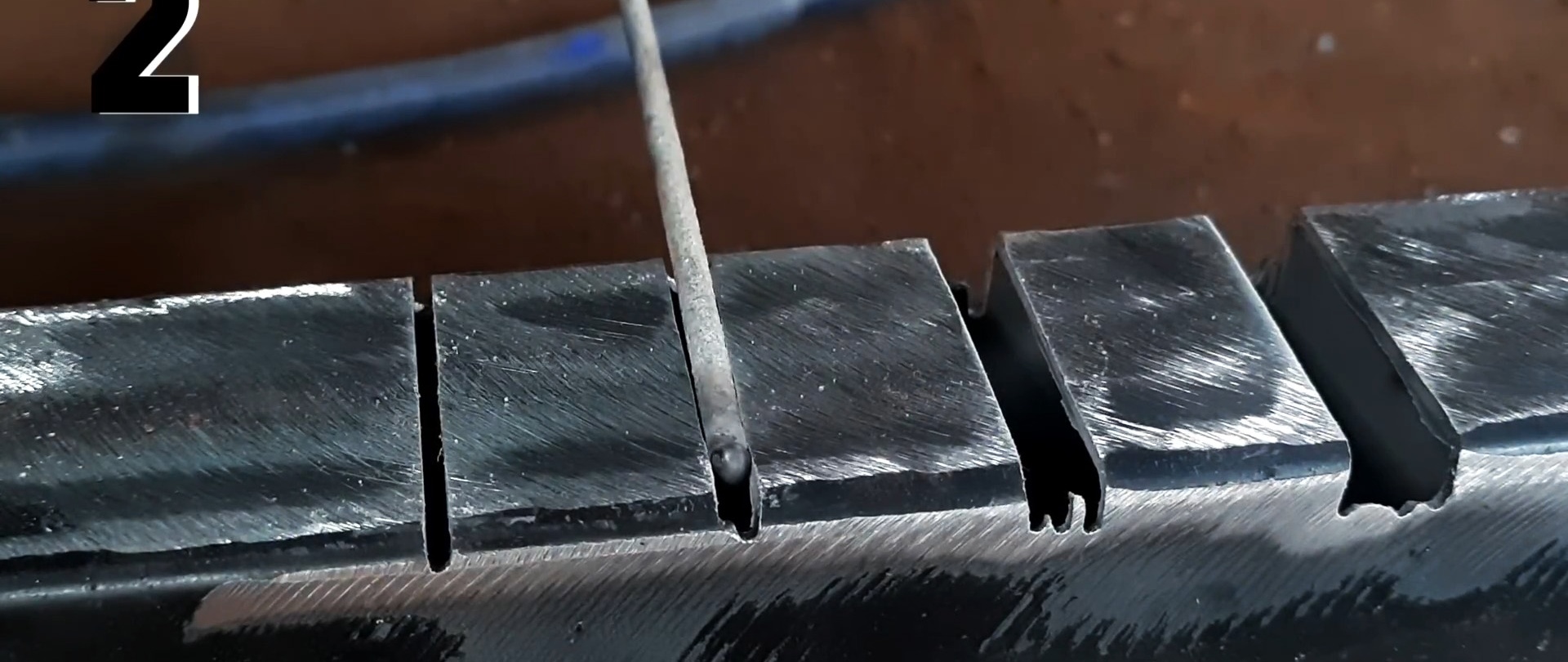
الطريقة الثانية: عندما تكون الفجوة مماثلة لقطر مادة الحشو
ربما تكون هذه هي الطريقة الأبسط والأكثر ملاءمة للتنفيذ، حيث تقع مادة الحشو في الفجوة ويكون السطح الملحوم مسطحًا تمامًا. يتم تقليل حرق المادة إلى الحد الأدنى حيث يتم استخدام معظم طاقة القوس الكهربائي لإذابة مادة الحشو. خلاف ذلك، فإن العملية تكرر الطريقة 1: يتم إجراء اللحام باستخدام القطب الرئيسي عن طريق تحريكه بشكل عرضي بين حواف الأجزاء الملحومة.
الطريقة الثالثة: الفجوة تساوي قطرين من مادة الحشو
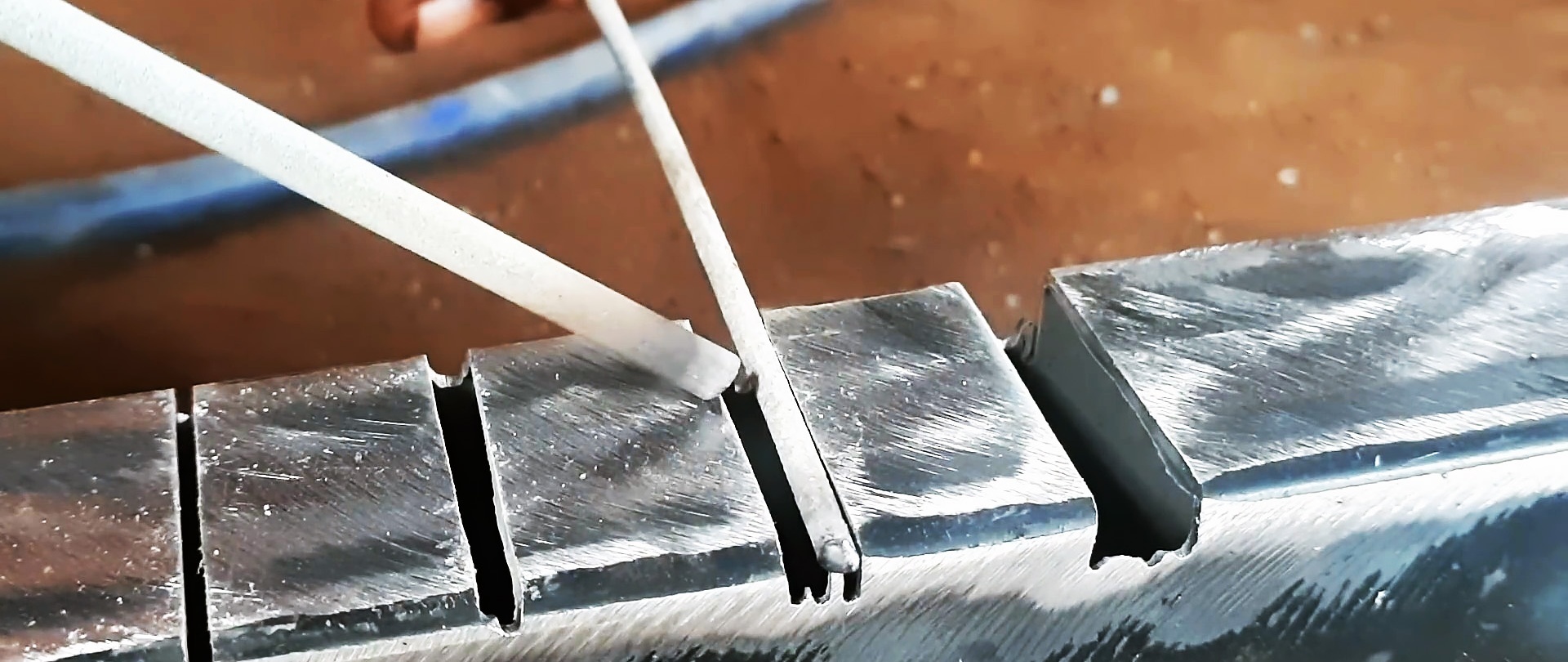
في هذه الحالة، نقوم بلحام مادة الحشو على حافة واحدة من المادة التي يتم لحامها على كامل طول الفجوة، ثم نضع الباقي بين مادة الحشو الملحومة مسبقًا والحافة الثانية للأجزاء التي يتم لحامها. بعد ذلك، بعد إشعال القوس بالقطب الرئيسي، نقوم بحركات عرضية بين الحواف فوق شريطين من مادة الحشو.


الطريقة الرابعة: تتجاوز الفجوة قطرين من مادة الحشو
في مثل هذه الحالة، نقوم بلحام مادة الحشو على كلا الحافتين ليتم لحامها، ثم نضعها في الفجوة المتبقية ونلحمها بالقطب الكهربائي الرئيسي، ونحركها في الاتجاه العرضي من الحافة إلى الحافة، ولكن بالفعل فوق شرائح الحشو الثلاثة مادة. وبطبيعة الحال، تتطلب مثل هذه الحالة المزيد من الاهتمام وبعض المهارة من عامل اللحام.

أقطاب اللحام للأغراض العامة على AliExpress بسعر مخفض - http://alii.pub/606j2h













