Com fer un tallador de boles amb les teves pròpies mans
Els talladors en forma de bola produïts industrialment poques vegades es troben al mercat i solen estar dissenyats per realitzar una operació específica en una peça concreta. Normalment no es poden utilitzar per processar altres productes. I no són barats a causa de l'acer d'alta qualitat que inclou la seva producció, la complexa tecnologia de processament, els complexos processos d'enduriment i els petits lots de producció.

Tots aquests factors obliguen els artesans, quan sorgeix la necessitat d'un instrument com aquest, a buscar maneres independents de fabricar-los. Són especialment necessaris per a aquells que reparen cotxes, motocicletes i altres vehicles.
Utilitzant simples molins de boles, per exemple, els canals de la culata del motor s'avorriren durant la seva reparació. Pràcticament, només ells poden processar canals corbats amb alta qualitat i precisió. Cap altre tipus de tallador és adequat per a aquest treball. Podeu utilitzar un trepant elèctric convencional com a accionament per a un tallador de boles casolà.
Un tallador de boles (tallador de con, tallador de rebaba) es pot fer a partir d'una bola de diàmetre adequat d'un coixinet de boles o d'una articulació de boles per a la direcció o suspensió d'un cotxe. Per fer aquestes peces s'utilitzen acers durs, de manera que els talladors fets amb ells tindran bones propietats de tall.
Triem una bola d'un coixinet amb un diàmetre de 33 mm com a brut. Què podríem necessitar per fer un tallador de rodets?
Pots sortir-te'n amb un mínim d'eines:
El conjunt de materials necessaris, tenint en compte la funcionalitat d'un tallador de rebaves fet a si mateix, també és curt.
Necessitarem:
Per descomptat, si seguiu tots els cànons tecnològics per fer una eina amb metall endurit, primer s'hauria de temperar per tal de facilitar el mecanitzat posterior. Però per això necessiteu un forn de mufla, que no tenim. Per això, necessitarem una mica més de temps, esforç i desgast en els discos de tall i tornejat, cosa que no és massa difícil, perquè estem fent només un tallador de boles.
Un cop més, feu servir una pinça per mesurar el diàmetre de la bola seleccionada i assegureu-vos que heu d'eliminar una capa de metall de 0,5 mm de la seva superfície. Després de tot, necessitem un tallador amb un diàmetre de 32 mm.

El mandril es podria fer perforant un forat cec a la bola, seguit de rosca.Però això no serà tan fàcil de fer, ja que en aquest cas definitivament haureu d'alliberar el metall de la peça, disposar d'un dispositiu especial per subjectar la bola durant el processament i, per descomptat, una màquina de perforació, que no està disponible.

Per tant, ens conformem amb l'opció amb una femella soldada i un mandril cargolat a la rosca del maquinari. Per fer-ho, subjecteu la bola en un vici i utilitzeu una màquina de soldar per fixar la femella a la peça de treball. Un cop finalitzada la soldadura, refredeu ràpidament la junta resultant amb aigua per evitar que el metall de la bola s'alliberi.


Enrosquem el mandril de manera segura a la femella i el fixem a l'eix d'un trepant o esmoladora elèctrica, que, al seu torn, s'ha de fixar de manera segura amb pinces o un vici. Tot està a punt per ajustar el diàmetre de la pilota a la mida desitjada.

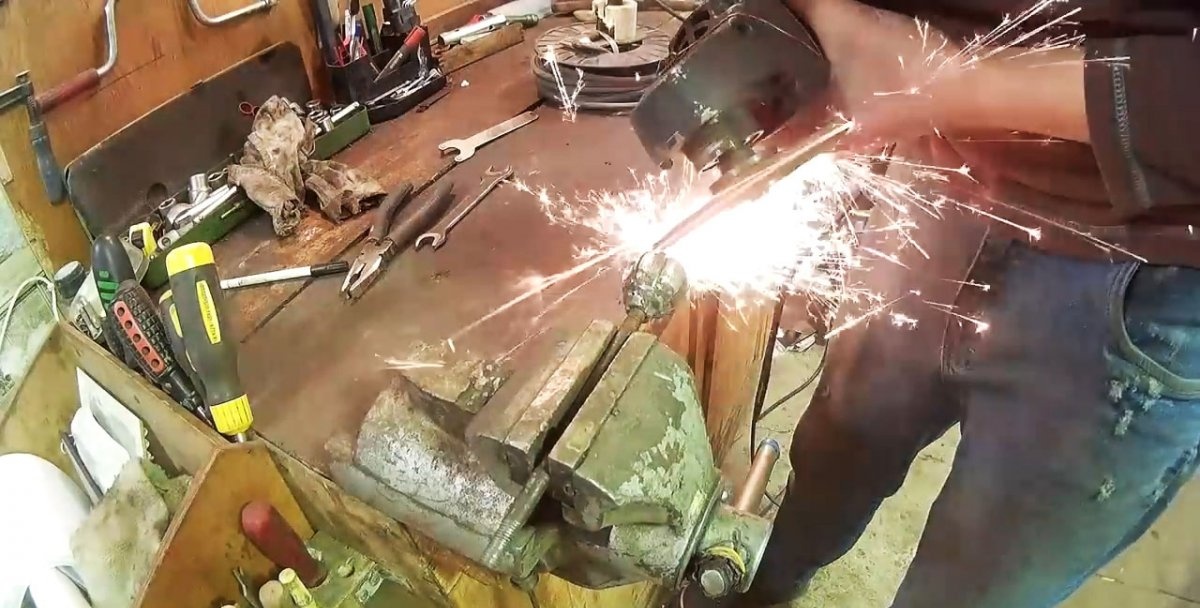
Per fer-ho, girem l'eix amb la peça de treball fixada i comencem a treure el metall mitjançant un disc giratori i una esmoladora, controlant constantment el diàmetre de la bola que s'està processant amb una pinça.

Després d'haver rebut la mida transversal desitjada (32 mm), deixem de processar.
Ara tot està llest per formar les dents de tall. Fixem la peça per la tija en una mordassa metàl·lica i, amb una esmoladora amb disc de tall, comencem a fer les ranures longitudinals que seran necessàries per obtenir vores de tall.

La pregunta sorgeix: quants solcs he de fer? La resposta és clara: com més dur sigui el material que s'està processant, més n'hi hauria d'haver. Com que anem a restaurar un bloc de cilindres de moto fet de duralumini, n'hi ha prou amb fer 10 ranures per obtenir 9 talls.
Mitjançant un disc giratori, eliminem l'excés de metall per obtenir un perfil trapezoïdal de les dents dirigit en el sentit de gir de l'eina.Aquesta operació és la més complexa i important, per la qual cosa s'ha de realitzar amb tota l'atenció i precisió. Després d'això, podem suposar que el tallador està completament preparat per al treball previst.

Queda per provar-lo en acció en un bloc de cilindres d'una motocicleta Ural o alguna altra amb les mateixes mides de forats. Durant el funcionament, el tallador s'ha de lubricar periòdicament amb oli. Perquè el procés avanci de manera més intensa i sense esforços innecessaris en la unitat.

 L'únic que m'agradaria advertir-vos és l'àrea de processament del seient de la vàlvula, que és d'acer. Quan us acosteu, heu de reduir l'alimentació i subjectar l'eina amb força perquè no es trenqui de les mans, cosa que pot provocar lesions o danys a la peça.
L'únic que m'agradaria advertir-vos és l'àrea de processament del seient de la vàlvula, que és d'acer. Quan us acosteu, heu de reduir l'alimentació i subjectar l'eina amb força perquè no es trenqui de les mans, cosa que pot provocar lesions o danys a la peça.

Quan treballeu amb un tallador de boles, heu de protegir els ulls amb ulleres i portar guants a les mans. Per descomptat, el molinet ha de tenir una coberta protectora. El fet és que quan es processen metalls tous, les fitxes són de mida diferent, que tendeixen a volar en totes direccions i a llargues distàncies.
Pel que fa a l'eina, és més avantatjós col·locar les vores de tall no longitudinalment a l'eix de rotació, sinó en angle. Aleshores, el tallador funcionarà més suau, més eficient i es reduirà el risc de torsió no autoritzada.
Per eliminar el descentrament tangencial de l'eina, és més rendible fer un tallador a partir d'una rótula de direcció d'un cotxe. Aleshores no cal fer un mandril, perquè ja existeix i està perfectament centrat en relació a la pilota.

Tots aquests factors obliguen els artesans, quan sorgeix la necessitat d'un instrument com aquest, a buscar maneres independents de fabricar-los. Són especialment necessaris per a aquells que reparen cotxes, motocicletes i altres vehicles.
Utilitzant simples molins de boles, per exemple, els canals de la culata del motor s'avorriren durant la seva reparació. Pràcticament, només ells poden processar canals corbats amb alta qualitat i precisió. Cap altre tipus de tallador és adequat per a aquest treball. Podeu utilitzar un trepant elèctric convencional com a accionament per a un tallador de boles casolà.
Un tallador de boles (tallador de con, tallador de rebaba) es pot fer a partir d'una bola de diàmetre adequat d'un coixinet de boles o d'una articulació de boles per a la direcció o suspensió d'un cotxe. Per fer aquestes peces s'utilitzen acers durs, de manera que els talladors fets amb ells tindran bones propietats de tall.
Triem una bola d'un coixinet amb un diàmetre de 33 mm com a brut. Què podríem necessitar per fer un tallador de rodets?
Eines i materials
Pots sortir-te'n amb un mínim d'eines:
- Esmoladora amb disc de tall i gir.
- Màquina de soldar.
- Morsa per a metall.
- Calibre i retolador.
El conjunt de materials necessaris, tenint en compte la funcionalitat d'un tallador de rebaves fet a si mateix, també és curt.
Necessitarem:
- Diàmetre de la bola 33 mm.
- Cargol.
- Mandril amb fil en un extrem.
- Bloc de cilindres de motocicleta.
El procés de fabricació d'un tallador de rodets
Per descomptat, si seguiu tots els cànons tecnològics per fer una eina amb metall endurit, primer s'hauria de temperar per tal de facilitar el mecanitzat posterior. Però per això necessiteu un forn de mufla, que no tenim. Per això, necessitarem una mica més de temps, esforç i desgast en els discos de tall i tornejat, cosa que no és massa difícil, perquè estem fent només un tallador de boles.
Un cop més, feu servir una pinça per mesurar el diàmetre de la bola seleccionada i assegureu-vos que heu d'eliminar una capa de metall de 0,5 mm de la seva superfície. Després de tot, necessitem un tallador amb un diàmetre de 32 mm.

El mandril es podria fer perforant un forat cec a la bola, seguit de rosca.Però això no serà tan fàcil de fer, ja que en aquest cas definitivament haureu d'alliberar el metall de la peça, disposar d'un dispositiu especial per subjectar la bola durant el processament i, per descomptat, una màquina de perforació, que no està disponible.

Per tant, ens conformem amb l'opció amb una femella soldada i un mandril cargolat a la rosca del maquinari. Per fer-ho, subjecteu la bola en un vici i utilitzeu una màquina de soldar per fixar la femella a la peça de treball. Un cop finalitzada la soldadura, refredeu ràpidament la junta resultant amb aigua per evitar que el metall de la bola s'alliberi.


Enrosquem el mandril de manera segura a la femella i el fixem a l'eix d'un trepant o esmoladora elèctrica, que, al seu torn, s'ha de fixar de manera segura amb pinces o un vici. Tot està a punt per ajustar el diàmetre de la pilota a la mida desitjada.

Per fer-ho, girem l'eix amb la peça de treball fixada i comencem a treure el metall mitjançant un disc giratori i una esmoladora, controlant constantment el diàmetre de la bola que s'està processant amb una pinça.

Després d'haver rebut la mida transversal desitjada (32 mm), deixem de processar.
Ara tot està llest per formar les dents de tall. Fixem la peça per la tija en una mordassa metàl·lica i, amb una esmoladora amb disc de tall, comencem a fer les ranures longitudinals que seran necessàries per obtenir vores de tall.

La pregunta sorgeix: quants solcs he de fer? La resposta és clara: com més dur sigui el material que s'està processant, més n'hi hauria d'haver. Com que anem a restaurar un bloc de cilindres de moto fet de duralumini, n'hi ha prou amb fer 10 ranures per obtenir 9 talls.
Mitjançant un disc giratori, eliminem l'excés de metall per obtenir un perfil trapezoïdal de les dents dirigit en el sentit de gir de l'eina.Aquesta operació és la més complexa i important, per la qual cosa s'ha de realitzar amb tota l'atenció i precisió. Després d'això, podem suposar que el tallador està completament preparat per al treball previst.
Queda per provar-lo en acció en un bloc de cilindres d'una motocicleta Ural o alguna altra amb les mateixes mides de forats. Durant el funcionament, el tallador s'ha de lubricar periòdicament amb oli. Perquè el procés avanci de manera més intensa i sense esforços innecessaris en la unitat.



Avisos i notes
Quan treballeu amb un tallador de boles, heu de protegir els ulls amb ulleres i portar guants a les mans. Per descomptat, el molinet ha de tenir una coberta protectora. El fet és que quan es processen metalls tous, les fitxes són de mida diferent, que tendeixen a volar en totes direccions i a llargues distàncies.
Pel que fa a l'eina, és més avantatjós col·locar les vores de tall no longitudinalment a l'eix de rotació, sinó en angle. Aleshores, el tallador funcionarà més suau, més eficient i es reduirà el risc de torsió no autoritzada.
Per eliminar el descentrament tangencial de l'eina, és més rendible fer un tallador a partir d'una rótula de direcció d'un cotxe. Aleshores no cal fer un mandril, perquè ja existeix i està perfectament centrat en relació a la pilota.
Mira el vídeo
Classes magistrals similars





Particularment interessant






Comentaris (0)
