Com perforar qualsevol acer d'alta velocitat amb un trepant de rajoles
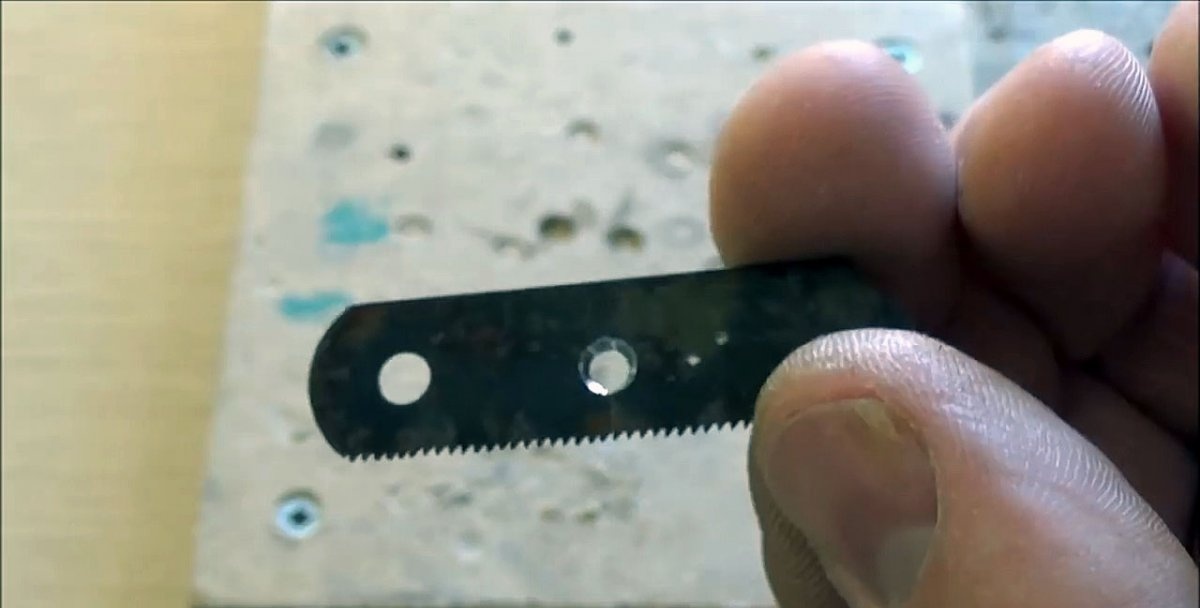
Com perforar acer d'alta velocitat P6M5 o HSS segons la designació europea? Per exemple, vam fer un ganivet a partir d'una fulla d'una serra mecànica i hem de perforar-hi forats amb un diàmetre de 5-6 mm perquè les agulles s'instal·lin i fixin els coixinets del mànec.
Pot ser que calgui la mateixa operació per perforar una fulla de serra per a metalls d'acer 1Х6ВФ, a partir del qual podeu fer alguns productes útils. Una peça de fulla d'una serra mecànica d'acer 9HF és adequada no només per fer ganivets, sinó, per exemple, també per a clauers no estàndard.

Tots els graus considerats i altres d'acers d'alta velocitat es foren amb trepants en forma de llança (plomes) per a rajoles, amb diferents dissenys. Per exemple, les tiges es fan rodones o hexagonals, cosa que no té una importància fonamental per al treball principal: la perforació.

Es venen lliurement a gairebé totes les botigues de construcció o punts de venda de tot tipus d'eines.El que és molt important, les broques d'aquest tipus i finalitat són atractives perquè són barates.
A més, per perforar acers d'alta velocitat, necessitareu talladors de diferents formes i dissenys. Amb la seva ajuda, es garanteix la precisió, la neteja, la forma i el diàmetre necessari del forat perforat.

Hem de perforar les mostres següents:
Comencem amb una fulla de serra per metall. Com a eina, triarem una broca de rajoles usada, que ja s'ha esmolat més d'una vegada en una roda de diamant. És a dir, durant molt de temps no va quedar res de l'esmolat de fàbrica, que sens dubte hauria donat el millor resultat.
Introduïm la nostra eina al mandril d'un trepant elèctric i comencem a perforar sense l'ús de lubricació o refrigeració. Seleccionem la velocitat baixa com a mode de funcionament. Observem que el procés és lent, però amb una mica de paciència, al cap d'un temps apareix una depressió cònica a la fulla, una mena d'avellanadura provocada per la forma de la nostra broca.

Perforem fins que aparegui un tubercle a l'altre costat.

Després d'això, donem la volta al llenç i continuem el procés, centrant-nos en el tubercle.


Perforant alternativament d'un costat a l'altre, aconseguim un augment del diàmetre del forat fins a aconseguir la mida desitjada.

La següent mostra és una fulla d'una serra de marc. Seleccionem el lloc de perforació a la base de les dents, on el material té la major duresa.

El procés tampoc avança molt ràpidament, sinó de manera constant. Això es pot veure amb l'augment gradual del volum d'encenalls al voltant del trepant.

Observem que el treball va més ràpid si es balanceja lleugerament l'eina d'un costat a l'altre. Això ajuda a eliminar les estelles de la zona de tall.
Continuem perforant per un costat fins que la punta de l'eina passa tot el gruix del metall i forma un petit tubercle a l'altre costat de la nostra mostra.

Com que el gruix del metall és més gran que el d'una fulla metàl·lica, haurem de substituir la broca a mig procés o tornar a afilar la que estem utilitzant. Després d'això, donem la volta a la mostra i continuem perforant.


Després d'unes quantes voltes del trepant, es forma un forat passant. Continuant amb el procés, aconseguim el diàmetre requerit per a la part d'aparellament.
Feu el forat amb un tallador adequat.

En el nostre cas, el més convenient és utilitzar una eina de forma cònica. És més fàcil i ràpid aconseguir la mida de forat requerida i donar-li una forma cilíndrica.

Després de tot, després d'utilitzar un trepant de plomes amb la seva gran conicitat, el forat resulta ser diferent de diàmetre: més a prop de la superfície de la mostra és més gran i al centre és més petit.

Comencem a perforar la fulla des d'una serra mecànica.

Per fer-ho, també escollim una zona més propera a les dents, ja que en aquest lloc el metall és més dur a causa d'un enduriment especial.


El procés sembla ser més ràpid en comparació amb les dues mostres anteriors. Això es pot veure per la intensitat de la formació d'encenalls i la producció d'un forat passant sense perforar des del revers.

Un dels talladors ajudarà a portar el forat al diàmetre desitjat i donar-li una forma cilíndrica, com en casos anteriors.




A la pràctica, estem convençuts que qualsevol grau d'acer d'alta velocitat es pot perforar amb trepans de plomes xinesos normals per a rajoles, els principals avantatges dels quals són l'accessibilitat i un preu barat.També en aquest cas són útils els talladors estàndard, amb l'ajuda dels quals s'especifica el diàmetre dels forats i se'ls dóna una forma cilíndrica.
Utilitzant oli de llinosa per a la perforació (s'utilitza quan es treballa amb acer inoxidable i conté àcid oleic), serà possible augmentar la productivitat, esmolar l'eina amb menys freqüència i millorar la neteja del processament.
La pràctica demostra que el procés de perforació d'acers d'alta velocitat serà més productiu si primer utilitzeu trepants d'un diàmetre més petit i després un de més gran.
Alguns artesans utilitzen cargols o cargols fabricats a Alemanya i utilitzats per a treballs de formigó com a eines per perforar acers d'alta velocitat. La seva característica distintiva és que al cap hi ha la lletra "H" (Endurit - endurit).
Pot ser que calgui la mateixa operació per perforar una fulla de serra per a metalls d'acer 1Х6ВФ, a partir del qual podeu fer alguns productes útils. Una peça de fulla d'una serra mecànica d'acer 9HF és adequada no només per fer ganivets, sinó, per exemple, també per a clauers no estàndard.

Eines i mostres necessàries
Tots els graus considerats i altres d'acers d'alta velocitat es foren amb trepants en forma de llança (plomes) per a rajoles, amb diferents dissenys. Per exemple, les tiges es fan rodones o hexagonals, cosa que no té una importància fonamental per al treball principal: la perforació.

Es venen lliurement a gairebé totes les botigues de construcció o punts de venda de tot tipus d'eines.El que és molt important, les broques d'aquest tipus i finalitat són atractives perquè són barates.
A més, per perforar acers d'alta velocitat, necessitareu talladors de diferents formes i dissenys. Amb la seva ajuda, es garanteix la precisió, la neteja, la forma i el diàmetre necessari del forat perforat.

Hem de perforar les mostres següents:
- una peça d'una serra de marc feta d'acer 9HF.
- fulla d'una serra per a metalls d'acer de grau 1Х6ВФ.
- Fulla de serra mecànica d'acer HSS.
El procés de perforació de mostres d'acer d'alta velocitat
Comencem amb una fulla de serra per metall. Com a eina, triarem una broca de rajoles usada, que ja s'ha esmolat més d'una vegada en una roda de diamant. És a dir, durant molt de temps no va quedar res de l'esmolat de fàbrica, que sens dubte hauria donat el millor resultat.
Introduïm la nostra eina al mandril d'un trepant elèctric i comencem a perforar sense l'ús de lubricació o refrigeració. Seleccionem la velocitat baixa com a mode de funcionament. Observem que el procés és lent, però amb una mica de paciència, al cap d'un temps apareix una depressió cònica a la fulla, una mena d'avellanadura provocada per la forma de la nostra broca.

Perforem fins que aparegui un tubercle a l'altre costat.

Després d'això, donem la volta al llenç i continuem el procés, centrant-nos en el tubercle.

Perforant alternativament d'un costat a l'altre, aconseguim un augment del diàmetre del forat fins a aconseguir la mida desitjada.

La següent mostra és una fulla d'una serra de marc. Seleccionem el lloc de perforació a la base de les dents, on el material té la major duresa.

El procés tampoc avança molt ràpidament, sinó de manera constant. Això es pot veure amb l'augment gradual del volum d'encenalls al voltant del trepant.

Observem que el treball va més ràpid si es balanceja lleugerament l'eina d'un costat a l'altre. Això ajuda a eliminar les estelles de la zona de tall.
Continuem perforant per un costat fins que la punta de l'eina passa tot el gruix del metall i forma un petit tubercle a l'altre costat de la nostra mostra.

Com que el gruix del metall és més gran que el d'una fulla metàl·lica, haurem de substituir la broca a mig procés o tornar a afilar la que estem utilitzant. Després d'això, donem la volta a la mostra i continuem perforant.


Després d'unes quantes voltes del trepant, es forma un forat passant. Continuant amb el procés, aconseguim el diàmetre requerit per a la part d'aparellament.
Feu el forat amb un tallador adequat.

En el nostre cas, el més convenient és utilitzar una eina de forma cònica. És més fàcil i ràpid aconseguir la mida de forat requerida i donar-li una forma cilíndrica.

Després de tot, després d'utilitzar un trepant de plomes amb la seva gran conicitat, el forat resulta ser diferent de diàmetre: més a prop de la superfície de la mostra és més gran i al centre és més petit.

Comencem a perforar la fulla des d'una serra mecànica.

Per fer-ho, també escollim una zona més propera a les dents, ja que en aquest lloc el metall és més dur a causa d'un enduriment especial.


El procés sembla ser més ràpid en comparació amb les dues mostres anteriors. Això es pot veure per la intensitat de la formació d'encenalls i la producció d'un forat passant sense perforar des del revers.

Un dels talladors ajudarà a portar el forat al diàmetre desitjat i donar-li una forma cilíndrica, com en casos anteriors.




A la pràctica, estem convençuts que qualsevol grau d'acer d'alta velocitat es pot perforar amb trepans de plomes xinesos normals per a rajoles, els principals avantatges dels quals són l'accessibilitat i un preu barat.També en aquest cas són útils els talladors estàndard, amb l'ajuda dels quals s'especifica el diàmetre dels forats i se'ls dóna una forma cilíndrica.
Consells i notes finals
Utilitzant oli de llinosa per a la perforació (s'utilitza quan es treballa amb acer inoxidable i conté àcid oleic), serà possible augmentar la productivitat, esmolar l'eina amb menys freqüència i millorar la neteja del processament.
La pràctica demostra que el procés de perforació d'acers d'alta velocitat serà més productiu si primer utilitzeu trepants d'un diàmetre més petit i després un de més gran.
Alguns artesans utilitzen cargols o cargols fabricats a Alemanya i utilitzats per a treballs de formigó com a eines per perforar acers d'alta velocitat. La seva característica distintiva és que al cap hi ha la lletra "H" (Endurit - endurit).
Mira el vídeo
Classes magistrals similars






Particularment interessant






Comentaris (23)
