De quina altra manera es pot fer un forat quadrat?
Fer un forat quadrat en metalls duradors sense equips especials no és fàcil. Tanmateix, això també es pot fer en màquines universals. Però per a això hauràs de fer l'anomenat per endavant. Trepant de watts i plantilla per a això.
A més, per fer un trepant Watts, necessiteu una vareta d'acer d'alta velocitat i, per a una plantilla, un cercle d'acer.

Amb una fresadora NGF-110, fem tres solcs longitudinals a la peça. El procés continuarà amb esforç, ja que les característiques del material d'un tallador de carbur no són molt superiors a les d'una talladora d'alta velocitat.


A continuació, subjectem la peça amb les ranures en una mordassa i fem el perfil de les tres dents de tall amb una esmoladora, començant per les ranures. Afilem l'extrem del trepant, però no afilem les vores laterals.


En equips especials per fer forats quadrats, el trepant Watts no només gira al voltant del seu eix longitudinal, sinó que el propi eix fa una trajectòria descrita per quatre arcs el·lipsoïdals. Però triarem un camí diferent.


La segona part és una plantilla en la qual girarà el trepant Watts. En el nostre cas, el diàmetre de la broca és de 15 mm. Això vol dir que el quadrat fet per ell serà de 15x15 mm.
Per assegurar-nos que el trepant Watts no s'enganxi a la plantilla real, el col·loquem en una tira de plàstic amb un quadrat de 15x15 mm i comencem a girar el trepant. No ha de mossegar ni tallar encenalls dels costats del quadrat.
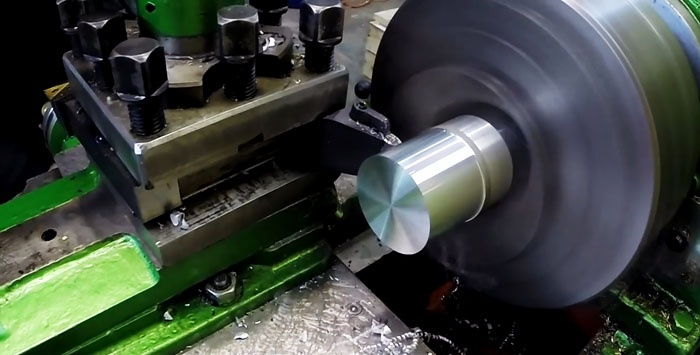
Fixem la copiadora en blanc al portador del torn i triturem l'extrem. A continuació, utilitzeu un trepant de 15 mm per perforar un forat passant al centre i perforar-lo amb un trepant de gran diàmetre fins a la profunditat requerida.
Amb un tallador de pas, ajustem el diàmetre intern del forat gran i triturem la peça des de l'exterior. Més a prop de l'extrem frontal de la plantilla, perforar 4 forats de manera uniforme en un cercle, tallar fils per als cargols per fixar la copiadora a la peça de treball en la qual es farà un forat quadrat.

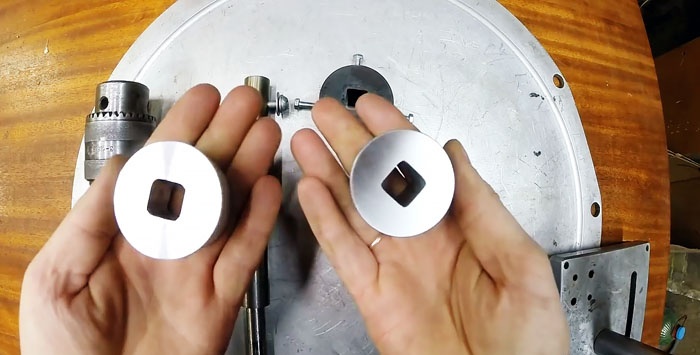
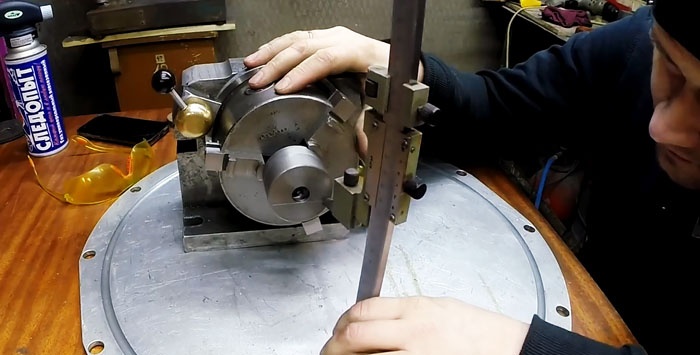
Utilitzant un traçador i un cap divisor, tracem quatre línies a la part posterior de la plantilla en blanc que, entrecreuant-se, formen un quadrat descrit de 15×15 mm al voltant d'un forat de 15 mm de diàmetre.
A les cantonades interiors del quadrat marcat, perfora 4 forats amb un trepant prim. Fixem la copa de la copiadora en un vici i utilitzem una llima per formar un forat quadrat a partir d'un forat rodó. La plantilla i el trepant Watts estan dissenyats per treballar junts.



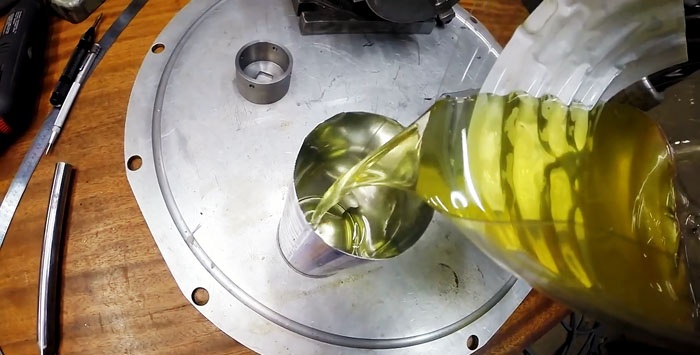
Per endurir, escalfeu la plantilla en un forn de mufla i baixeu-la a un recipient amb oli de màquina.

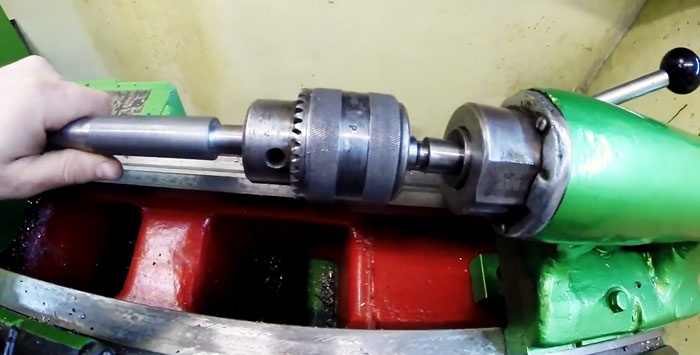
Per reduir la distorsió del trepant Watts durant el funcionament, li fem una extensió.Això permetrà que el forat quadrat es faci coaxial de longitud. Fixem el trepant a l'extensió amb dos cargols.
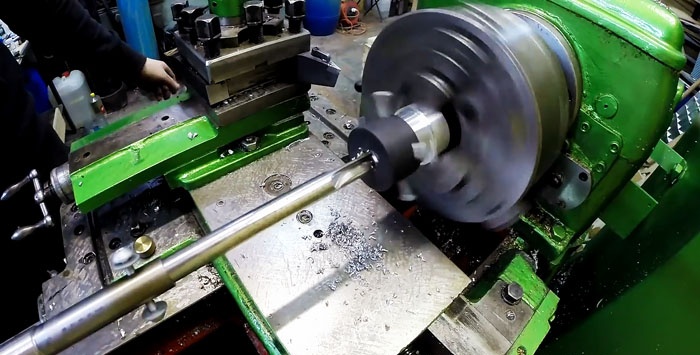
Fixem el trepant amb una prolongació al capçal del torn. Per provar l'eina, fem un forat quadrat al material d'alumini.

Triturem l'extrem i la superfície lateral de la peça de treball.
Instal·lem la plantilla a la peça de treball i utilitzem un trepant per fer un petit forat rodó al lloc del futur quadrat.


Per suavitzar la col·lisió del trepant Watts amb el quadrat de la plantilla, lubriqueu aquest lloc amb greix de junta CV.

Introduïm el trepant al quadrat de la copiadora i girem la peça amb el mandril a mà. Si no sentiu cap embussos ni mossegada, engegueu la màquina.
Mou l'eina cap endavant i veiem els moviments complexos que fa el trepant a la zona de la plantilla. Al cap d'un temps, comencen a sortir xips, la qual cosa indica que el procés ha començat.
Aconseguida la profunditat desitjada, apagueu la màquina, traieu el capçal amb l'eina, traieu la plantilla i separeu un cilindre d'uns 30 mm de llarg de la peça amb una eina de tall.
Ens assegurem que el forat quadrat es fa al llarg de la longitud sense alterar l'alineació i la mida transversal. Els nostres dispositius van superar la primera prova amb èxit.

Passem a un procés més complex: fer un forat quadrat en un blanc d'acer. També el triturem per l'extrem i la superfície lateral. Emboliquem i assegurem la plantilla. Portem l'eina i comencem a perforar.
La vibració del trepant i l'aparició d'encenalls indiquen que el procés està en curs. Alimentam l'eina al mateix 30 mm. A continuació, traieu la plantilla i talleu el blanc amb el forat quadrat resultant.
Després de rectificar els extrems de les peces amb forats quadrats, ens assegurem que siguin d'alta qualitat en les direccions longitudinals i transversals, independentment del material: alumini o acer.
El trepant i el quadrat de la plantilla també es van mantenir intactes i ni tan sols es van avorrir, és a dir, estan preparats per treballar de nou.
És clar que per a cada mida d'un forat quadrat necessiteu un trepant de Watts separat i la plantilla, si us poseu creatiu, es pot fer universal dins de certs límits.
Necessitarem
- torn i fresadora;
- búlgar;
- llima metàl·lica;
- talladors de pas i tall;
- trepants giratoris;
- tallador de disc;
- claus claus;
- equips d'enduriment;
- pinces;
- fluid de tall.
A més, per fer un trepant Watts, necessiteu una vareta d'acer d'alta velocitat i, per a una plantilla, un cercle d'acer.
Fent un trepant de Watts
Amb una fresadora NGF-110, fem tres solcs longitudinals a la peça. El procés continuarà amb esforç, ja que les característiques del material d'un tallador de carbur no són molt superiors a les d'una talladora d'alta velocitat.
A continuació, subjectem la peça amb les ranures en una mordassa i fem el perfil de les tres dents de tall amb una esmoladora, començant per les ranures. Afilem l'extrem del trepant, però no afilem les vores laterals.
En equips especials per fer forats quadrats, el trepant Watts no només gira al voltant del seu eix longitudinal, sinó que el propi eix fa una trajectòria descrita per quatre arcs el·lipsoïdals. Però triarem un camí diferent.
Elaboració d'una plantilla
La segona part és una plantilla en la qual girarà el trepant Watts. En el nostre cas, el diàmetre de la broca és de 15 mm. Això vol dir que el quadrat fet per ell serà de 15x15 mm.
Per assegurar-nos que el trepant Watts no s'enganxi a la plantilla real, el col·loquem en una tira de plàstic amb un quadrat de 15x15 mm i comencem a girar el trepant. No ha de mossegar ni tallar encenalls dels costats del quadrat.
Fixem la copiadora en blanc al portador del torn i triturem l'extrem. A continuació, utilitzeu un trepant de 15 mm per perforar un forat passant al centre i perforar-lo amb un trepant de gran diàmetre fins a la profunditat requerida.
Amb un tallador de pas, ajustem el diàmetre intern del forat gran i triturem la peça des de l'exterior. Més a prop de l'extrem frontal de la plantilla, perforar 4 forats de manera uniforme en un cercle, tallar fils per als cargols per fixar la copiadora a la peça de treball en la qual es farà un forat quadrat.
Utilitzant un traçador i un cap divisor, tracem quatre línies a la part posterior de la plantilla en blanc que, entrecreuant-se, formen un quadrat descrit de 15×15 mm al voltant d'un forat de 15 mm de diàmetre.
A les cantonades interiors del quadrat marcat, perfora 4 forats amb un trepant prim. Fixem la copa de la copiadora en un vici i utilitzem una llima per formar un forat quadrat a partir d'un forat rodó. La plantilla i el trepant Watts estan dissenyats per treballar junts.
Per endurir, escalfeu la plantilla en un forn de mufla i baixeu-la a un recipient amb oli de màquina.
Per reduir la distorsió del trepant Watts durant el funcionament, li fem una extensió.Això permetrà que el forat quadrat es faci coaxial de longitud. Fixem el trepant a l'extensió amb dos cargols.
Procés de fer un forat quadrat
Fixem el trepant amb una prolongació al capçal del torn. Per provar l'eina, fem un forat quadrat al material d'alumini.
Triturem l'extrem i la superfície lateral de la peça de treball.
Instal·lem la plantilla a la peça de treball i utilitzem un trepant per fer un petit forat rodó al lloc del futur quadrat.
Per suavitzar la col·lisió del trepant Watts amb el quadrat de la plantilla, lubriqueu aquest lloc amb greix de junta CV.
Introduïm el trepant al quadrat de la copiadora i girem la peça amb el mandril a mà. Si no sentiu cap embussos ni mossegada, engegueu la màquina.
Mou l'eina cap endavant i veiem els moviments complexos que fa el trepant a la zona de la plantilla. Al cap d'un temps, comencen a sortir xips, la qual cosa indica que el procés ha començat.
Aconseguida la profunditat desitjada, apagueu la màquina, traieu el capçal amb l'eina, traieu la plantilla i separeu un cilindre d'uns 30 mm de llarg de la peça amb una eina de tall.
Ens assegurem que el forat quadrat es fa al llarg de la longitud sense alterar l'alineació i la mida transversal. Els nostres dispositius van superar la primera prova amb èxit.
Passem a un procés més complex: fer un forat quadrat en un blanc d'acer. També el triturem per l'extrem i la superfície lateral. Emboliquem i assegurem la plantilla. Portem l'eina i comencem a perforar.
La vibració del trepant i l'aparició d'encenalls indiquen que el procés està en curs. Alimentam l'eina al mateix 30 mm. A continuació, traieu la plantilla i talleu el blanc amb el forat quadrat resultant.
resultats
Després de rectificar els extrems de les peces amb forats quadrats, ens assegurem que siguin d'alta qualitat en les direccions longitudinals i transversals, independentment del material: alumini o acer.
El trepant i el quadrat de la plantilla també es van mantenir intactes i ni tan sols es van avorrir, és a dir, estan preparats per treballar de nou.
És clar que per a cada mida d'un forat quadrat necessiteu un trepant de Watts separat i la plantilla, si us poseu creatiu, es pot fer universal dins de certs límits.
Mira el vídeo
Classes magistrals similars






Particularment interessant






Comentaris (1)
