Emmotllament de peces de plàstic a casa. Tan fàcil com un pastís
La fabricació de productes de fosa amb materials moderns s'ha tornat bastant accessible, bastant senzilla i de baix cost. Considereu l'opció d'utilitzar poliuretà per abocar i silicona per crear el motlle.
Necessitarem
Per al nostre treball utilitzarem materials i productes bastant accessibles i econòmics:
- silicona "ELASTOLUX-M" per fer motlles;
- silicona "ELASTOFORM" per a la fabricació del substrat;
- separador a base de querosè o vaselina;
- doblegat per al motlle amb un pes total d'1 kg;
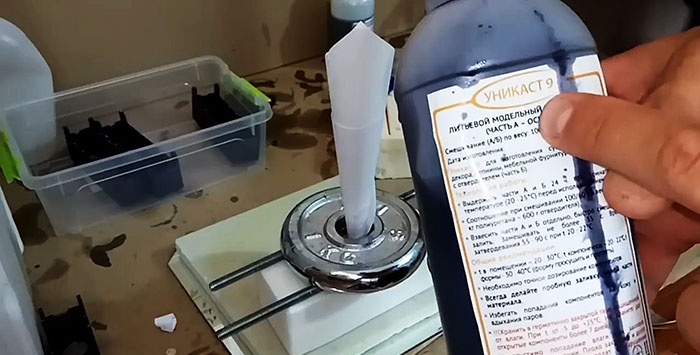
- fosa de poliuretà "UNIKAST 9" (base, part A);
- enduridor (part B);
- bàscules de precisió;
- vidre de plàstic.
Tecnologia de colada de productes de poliuretà en motlles de silicona
En primer lloc, cal imprimir un model mestre amb un sistema de gating en una impressora 3D. O agafeu una part acabada que s'hagi de repetir, enganxeu escuradents en el paper de sprues. Serà necessari per fer un motlle de silicona reutilitzable.

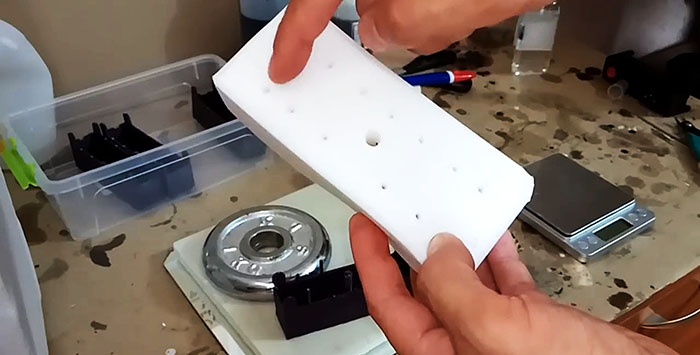
Per a això utilitzem silicona, que és altament elàstica i prou duradora.Per a un substrat base amb un gruix de 10-15 mm, és adequada la silicona de dos components menys costosa del tipus ELASTOFORM.
Motlle fet de silicona.

Com funciona el procés de càsting?
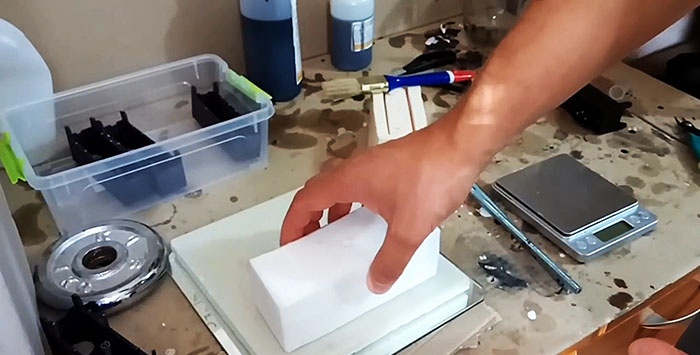
Col·loquem el motlle de silicona sobre el substrat. Si s'utilitzarà repetidament, lubriqueu-lo periòdicament amb un separador a base de querosè o vaselina.
Premem el motlle de silicona per sobre amb una càrrega dispersa (pressió) de fins a un quilogram de pes. Per garantir que el material de colada s'aboca amb precisió i rapidesa, utilitzem un embut de paper. Després d'això, podem suposar que el motlle està preparat per a la fosa.

Per farcir, agafem el poliuretà de fosa més barat "UNIKAST 9" (part A) i enduridor (part B), que barregem en una proporció d'1:0,6.

Per a una barreja d'alta qualitat, necessiteu bàscules de precisió i un got de plàstic. Podeu afegir qualsevol colorant a la base, que es ven per separat. Per a 1 kg de poliuretà necessiteu 90-100 gotes de colorant.


Aboqueu 22 grams de poliuretà líquid i 13,2 grams d'enduridor en un got a escala i remeneu-ho bé durant 30 segons, no més, ja que ja començarà a endurir-se. En remenar, sentirem que el vidre s'està escalfant, la qual cosa significa que el procés de polimerització ha començat. La barreja està llesta per abocar.
Omplim la mescla sense interrupció fins que surti poliuretà líquid dels bebederos. L'enduriment primari trigarà uns dos minuts i l'enduriment complet trigarà entre 10 i 15 minuts, però és millor mantenir el farcit al motlle durant 20-30 minuts.

Al cap de mitja hora, comencem a treure la fosa de poliuretà del motlle de silicona.


Primer trenquem l'embut de paper amb l'excés de poliuretà congelat, després l'excés que sobresurt dels bebederos, juntament amb les "cames". Això ens facilitarà la retirada del producte fos del motlle.
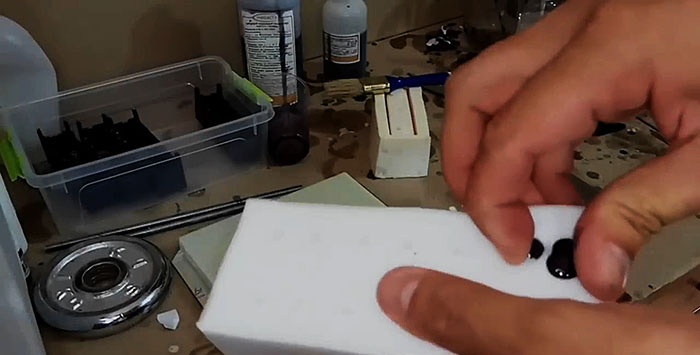
A més, el motlle de silicona és molt flexible, la qual cosa també facilita l'eliminació de la fosa sense cap dificultat.


Només queda processar lleugerament els forats, tallar o tallar els becs i perforar els forats amb un trepant. Després d'això, el producte fos pràcticament no és diferent del motlle mestre.
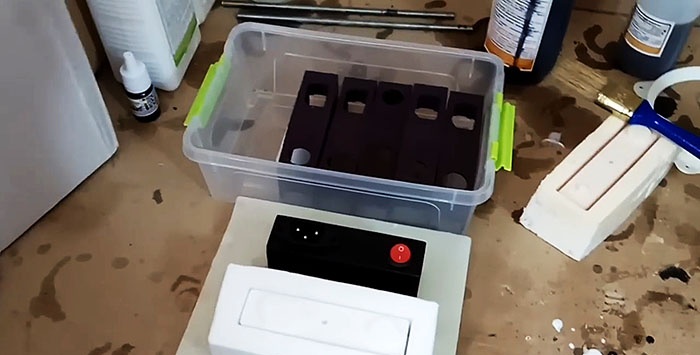
Comparació del mètode de fosa i la impressió 3D
La fosa en comparació amb la impressió 3D és un procés ràpid. Per imprimir aquesta caixa en una impressora 3D, es trigarà entre 4,0 i 4,5 hores. En aquest cas, el model 3D sovint resulta defectuós i tot s'ha de començar de nou. El procés de colada dura un màxim de 30 minuts. El següent punt és la baratitat. La fosa és més de 3 vegades més barata que la impressió 3D.
Mira el vídeo
Classes magistrals similars












