Tallador de fitxers de bricolatge
Una llima, especialment una antiga soviètica, està feta d'acer dur, de manera que si la converteixes en un tallador excel·lent, la fulla aguantarà bé una vora. Tot el problema és que, a causa de la seva duresa, la llima és difícil de processar, de manera que si no coneixeu alguns aspectes tècnics, aquest projecte necessitarà molt de temps i materials abrasius. Vegem com fer un tallador de fitxers correctament i ràpidament.

La part més ampla de la llima es troba a la tija, així que és millor utilitzar-la. Paral·lelament, es talla la tija i es posa la llima a la farga, on s'escalfa roent i s'hi deixa refredar.

Això permetrà alliberar el metall, canviant la seva estructura interna, fent-lo més suau per al processament.

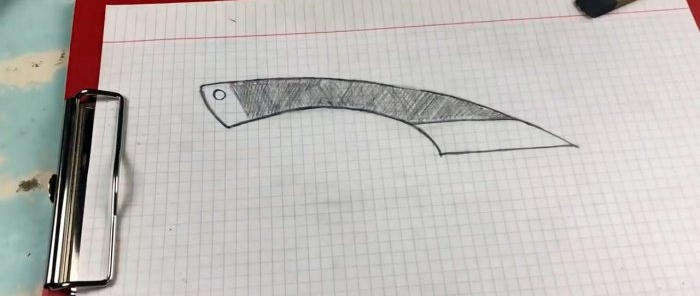
Es dibuixa un esbós a gran escala de la fulla en un tros de paper i es retalla.
La plantilla resultant s'aplica a un fitxer refredat i s'omple amb pintura en aerosol al llarg del contorn.Això us permet aconseguir una transferència precisa dels contorns a la peça de treball, ja que un marcador regular s'estén quan es traça al llarg de les osques.

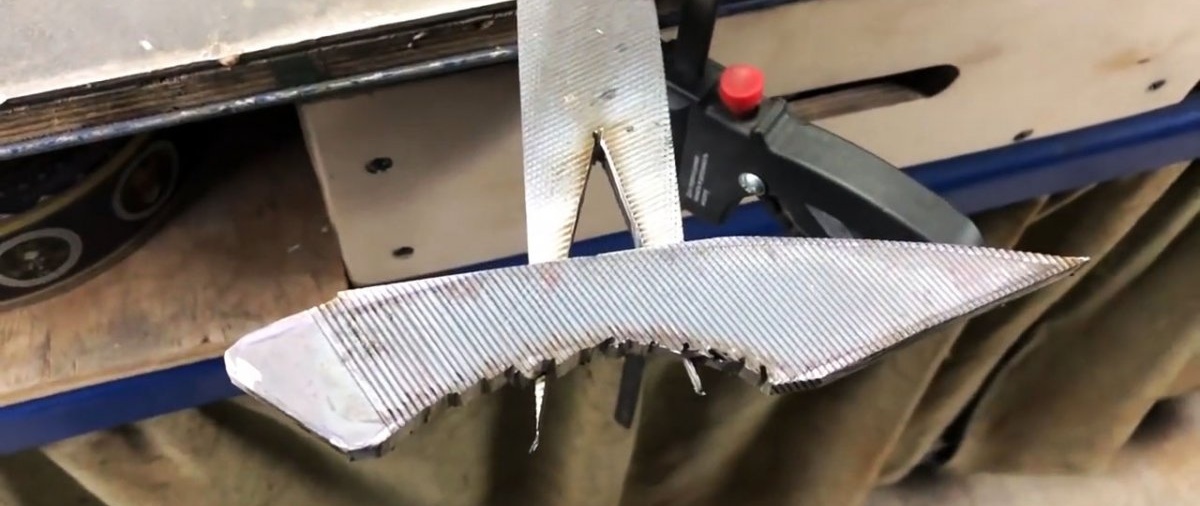
A continuació, la fulla esbossada es talla d'una llima amb una esmoladora.


A continuació, la peça en brut es processa en una polidora de cinta.

Si es planifiquen forats al tallador, cal perforar-los mentre encara no estigui afilat i endurit. A continuació, la vora de la fulla, on hauria d'estar la fulla, es dibuixa completament amb un retolador. Al fons resultant, heu de ratllar una línia central al llarg de la qual es dibuixaran els descensos.

Els pendents de la fulla es molen a ull amb una esmoladora de cinta o utilitzant un dispositiu especialitzat, que us permetrà mantenir amb precisió l'angle requerit.



Després dels descensos, cal fer un enduriment per recuperar la duresa del metall. Per fer-ho, el tallador s'escalfa en una forja fins que brilla de color groc clar i la part de tall es submergeix en oli. Per comprovar el temperat, podeu ratllar el vidre de l'ampolla.



En aquesta etapa, la fulla és dura però trencadissa. Per estabilitzar l'acer, cal alliberar-lo lleugerament. Per fer-ho, la fulla es posa en un forn elèctric preescalfat a 200 graus centígrads durant 1,5 hores. Si l'eix del tallador és més prim, podeu escalfar-lo durant 40-60 minuts.

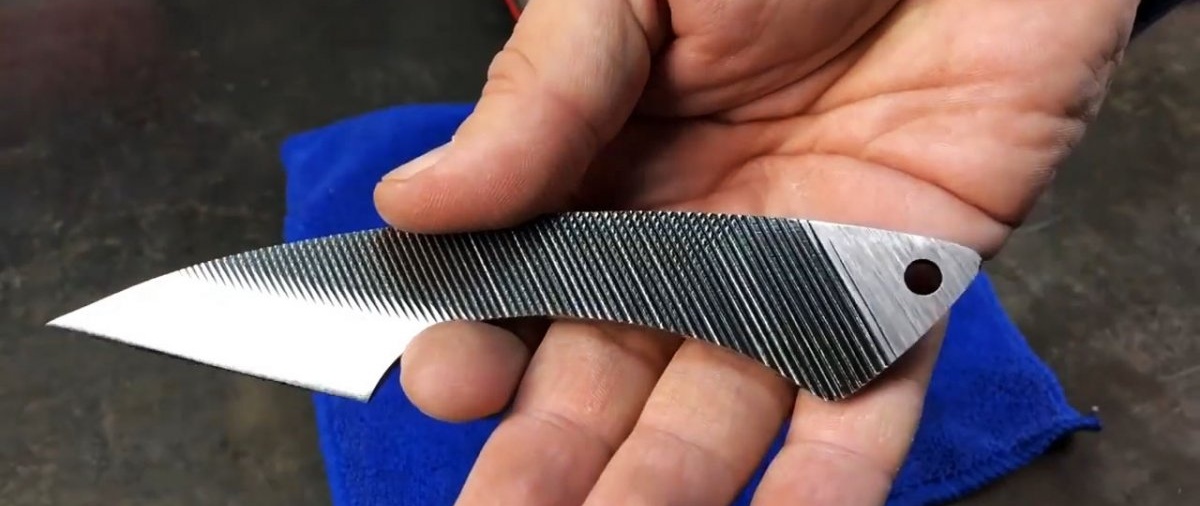
Després del tremp, es rectifica i esmola el tallador, primer amb un abrasiu gruixut, i després amb un de fi, fins que talla el paper com una fulla. Aquesta tecnologia fa que sigui més fàcil de processar i aconseguir el nivell de duresa de la fulla requerit.


Si només tritureu el fitxer de seguida, el tall serà suau. El fet és que els fitxers estan endurits a la superfície i el metall al seu interior és menys dur. És això el que forma la fulla després de triturar els vessants. Si primer ho deixes anar tot i després ho enduris, centrant el refredament de l'oli a la fulla, aquest problema queda completament resolt.
El que necessitaràs:
- corneta;
- oli d'enduriment;
- forn elèctric;
- búlgar;
- polidora de cinta;
- trepant o màquina de perforació;
- esbós d'un ganivet sobre paper;
- marcador;
- pintura en aerosol o imprimació.
Fabricació de fulles
La part més ampla de la llima es troba a la tija, així que és millor utilitzar-la. Paral·lelament, es talla la tija i es posa la llima a la farga, on s'escalfa roent i s'hi deixa refredar.

Això permetrà alliberar el metall, canviant la seva estructura interna, fent-lo més suau per al processament.

Es dibuixa un esbós a gran escala de la fulla en un tros de paper i es retalla.
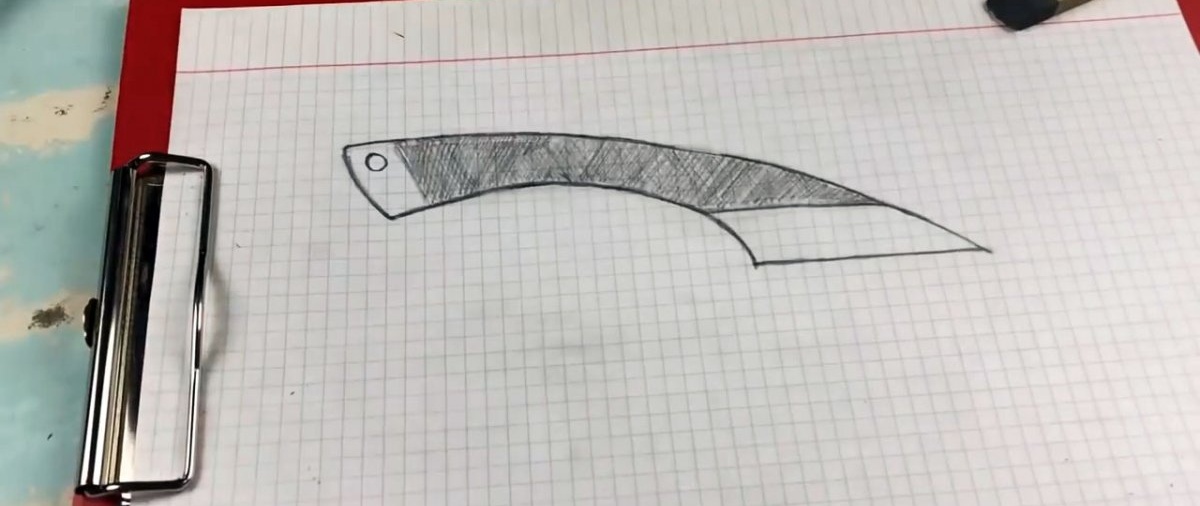
La plantilla resultant s'aplica a un fitxer refredat i s'omple amb pintura en aerosol al llarg del contorn.Això us permet aconseguir una transferència precisa dels contorns a la peça de treball, ja que un marcador regular s'estén quan es traça al llarg de les osques.

A continuació, la fulla esbossada es talla d'una llima amb una esmoladora.

A continuació, la peça en brut es processa en una polidora de cinta.

Si es planifiquen forats al tallador, cal perforar-los mentre encara no estigui afilat i endurit. A continuació, la vora de la fulla, on hauria d'estar la fulla, es dibuixa completament amb un retolador. Al fons resultant, heu de ratllar una línia central al llarg de la qual es dibuixaran els descensos.

Els pendents de la fulla es molen a ull amb una esmoladora de cinta o utilitzant un dispositiu especialitzat, que us permetrà mantenir amb precisió l'angle requerit.



Després dels descensos, cal fer un enduriment per recuperar la duresa del metall. Per fer-ho, el tallador s'escalfa en una forja fins que brilla de color groc clar i la part de tall es submergeix en oli. Per comprovar el temperat, podeu ratllar el vidre de l'ampolla.



En aquesta etapa, la fulla és dura però trencadissa. Per estabilitzar l'acer, cal alliberar-lo lleugerament. Per fer-ho, la fulla es posa en un forn elèctric preescalfat a 200 graus centígrads durant 1,5 hores. Si l'eix del tallador és més prim, podeu escalfar-lo durant 40-60 minuts.

Després del tremp, es rectifica i esmola el tallador, primer amb un abrasiu gruixut, i després amb un de fi, fins que talla el paper com una fulla. Aquesta tecnologia fa que sigui més fàcil de processar i aconseguir el nivell de duresa de la fulla requerit.


Si només tritureu el fitxer de seguida, el tall serà suau. El fet és que els fitxers estan endurits a la superfície i el metall al seu interior és menys dur. És això el que forma la fulla després de triturar els vessants. Si primer ho deixes anar tot i després ho enduris, centrant el refredament de l'oli a la fulla, aquest problema queda completament resolt.
Mira el vídeo
Classes magistrals similars






Particularment interessant






Comentaris (1)
