Jak zmenšit průměr ocelové trubky třením
Dnešní recenze se zaměří na zmenšení průměru trubky třením. Závitová trubka bude vyrobena za 5 minut! To není vtip a k materiálu je připojen video důkaz.
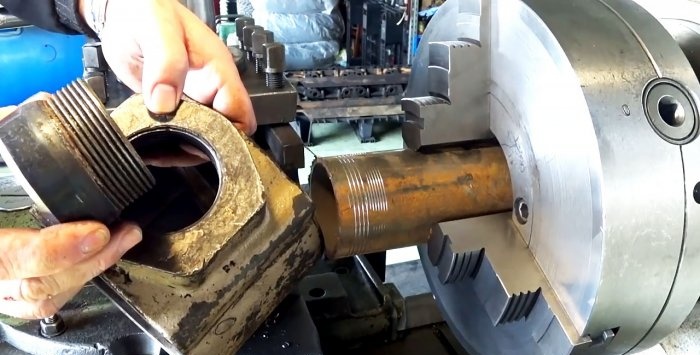
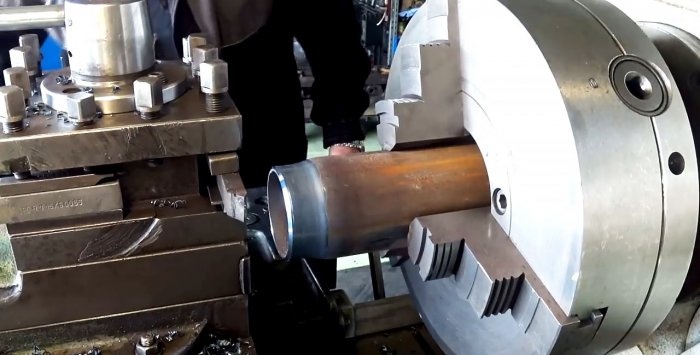
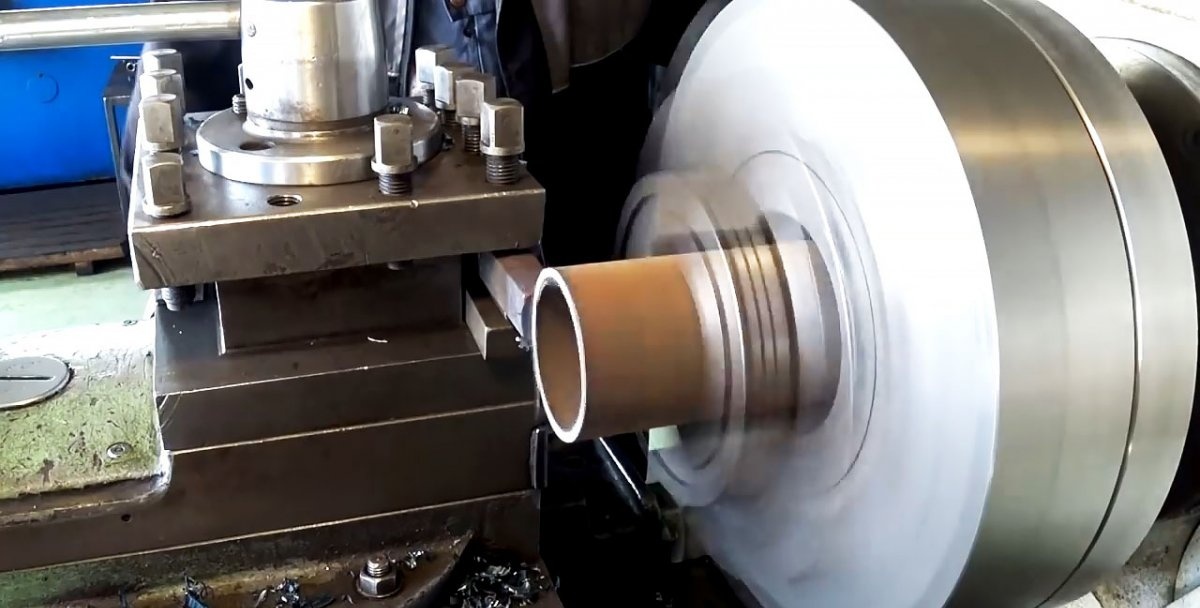
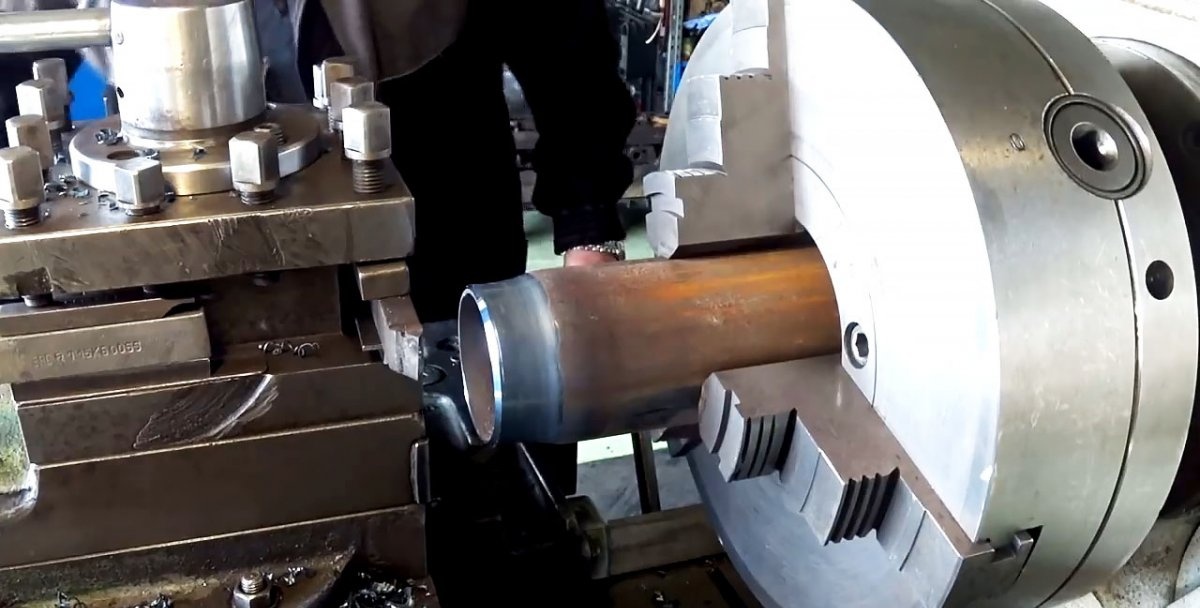
Například vezmeme pouzdro z pneumatického spouštěče motoru. K tomu je potřeba vyrobit závitovou trubku, která se pak opaří. Obrobek je trubka, jejíž vnější průměr je 76 mm. Jeho počáteční část musí být zmenšena na 70 mm a opatřena závitem.
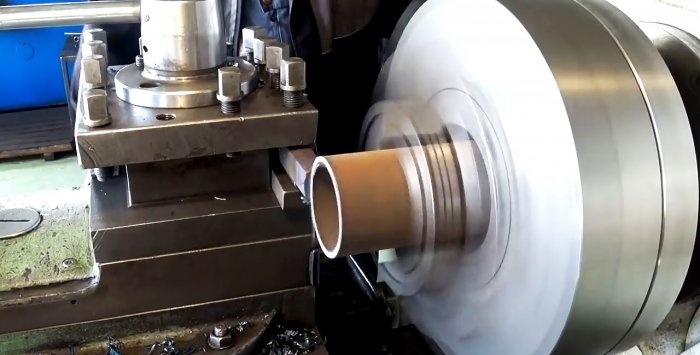
Master nejprve smrští část trubky koncem ocelové frézy na požadovaný průměr 70 mm. Velikost obrobku musíte ovládat posuvným měřítkem. Zpracování hrubého smrštění se provádí rychlostí 630 ot./min.

Celá operace se provádí v několika průchodech.

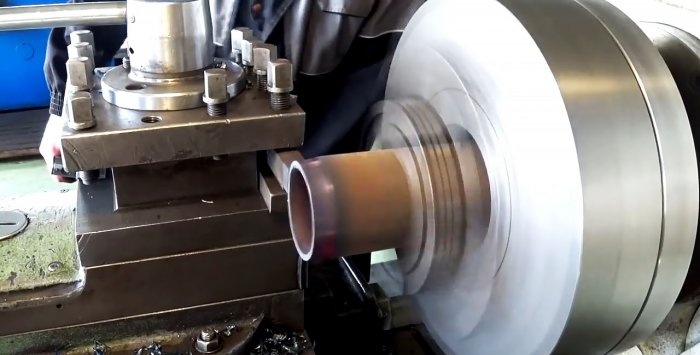
Trubka se smršťuje a dále se natahuje.
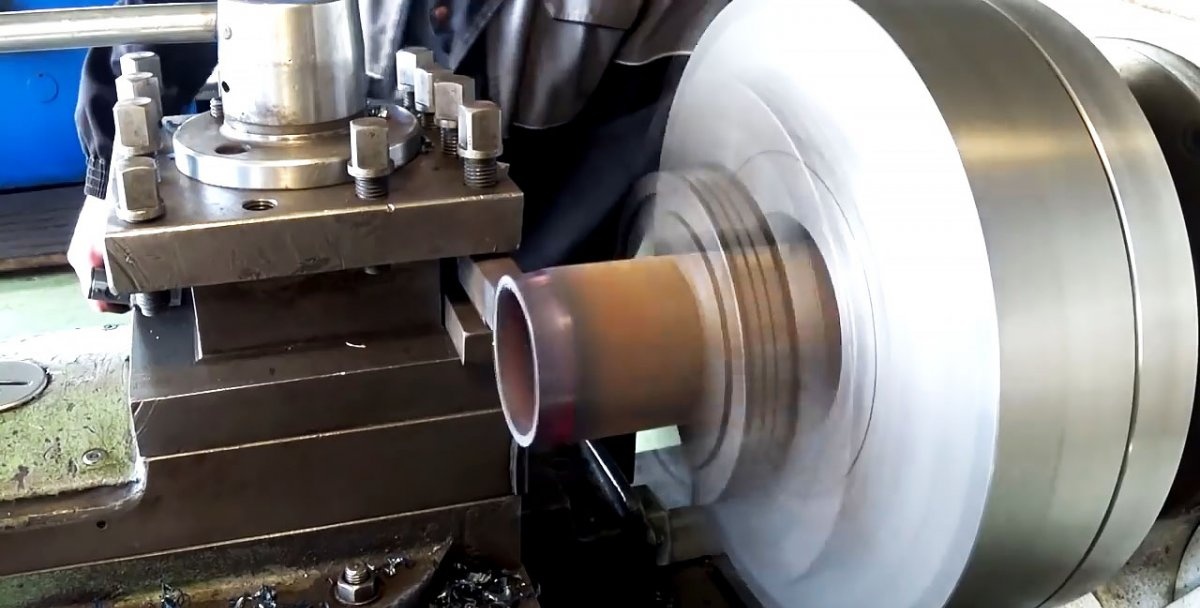
Dále se pohyblivý vozík s přítlačnou plošinou nastaví na závit. Nastavení řezačky a stroje se změní. Před řezáním závitu se zkosení odstraní.
Řezání závitů bude prováděno rychlostí 400 ot./min. Hodnocení závitu: M70, krok 3. Zvolený řezák je tyčový.
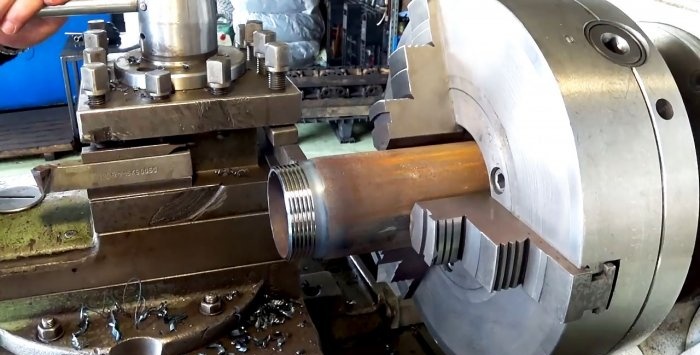
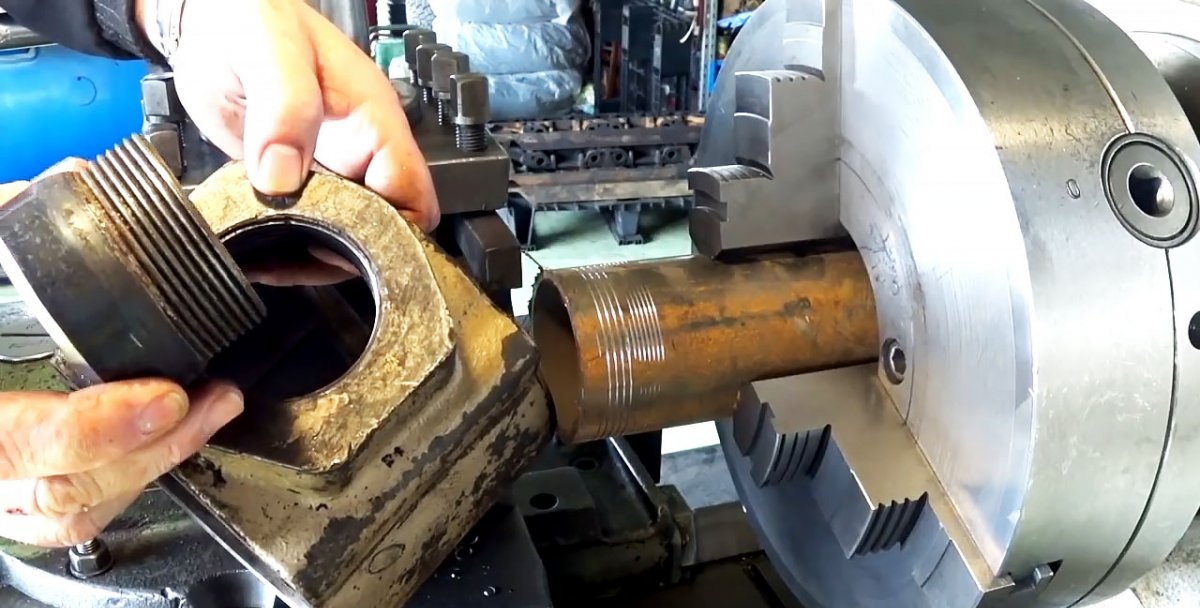
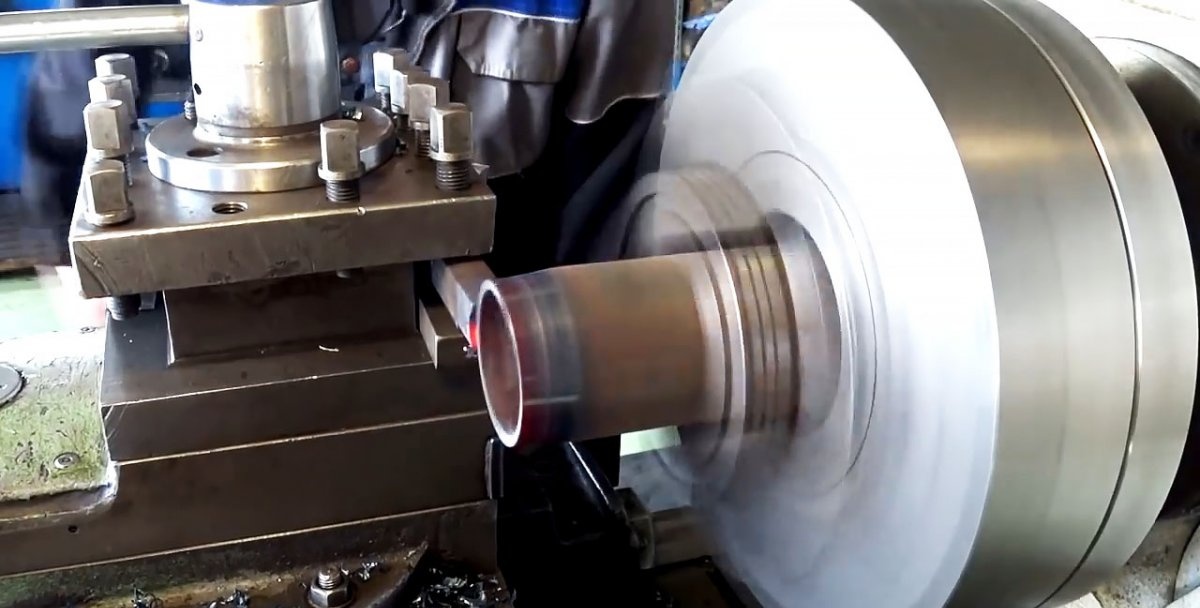
Ve čtyřech průchodech se vyřízne celá vypočtená hloubka závitu.Výsledkem bylo 6 závitů, tak akorát k zajištění trubky v hlavě krytu vzduchového spouštěče.
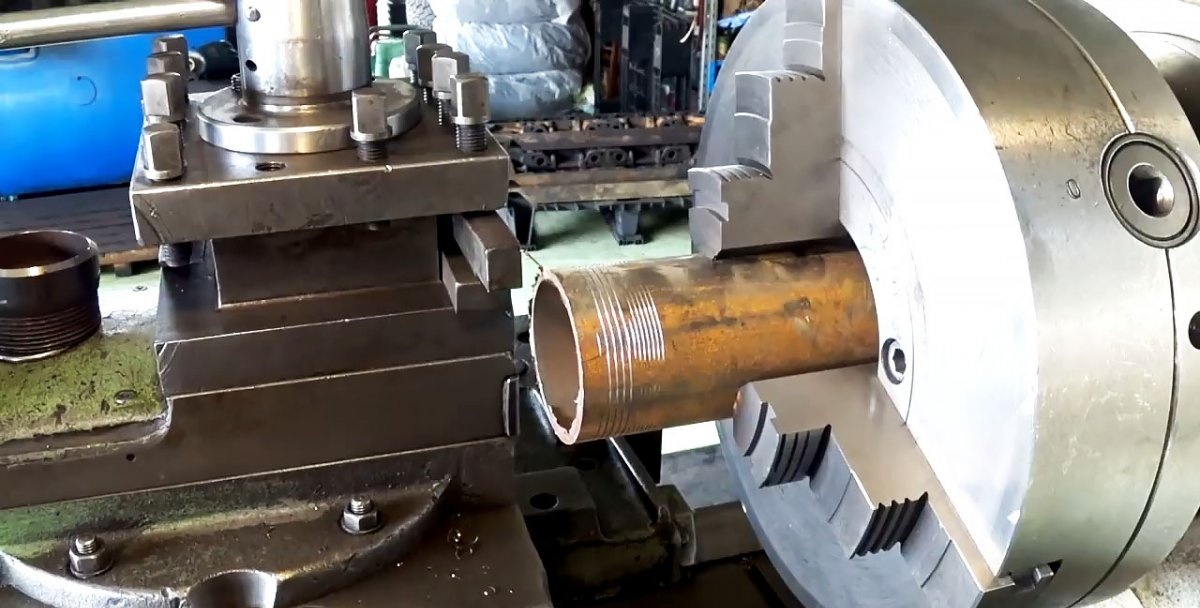
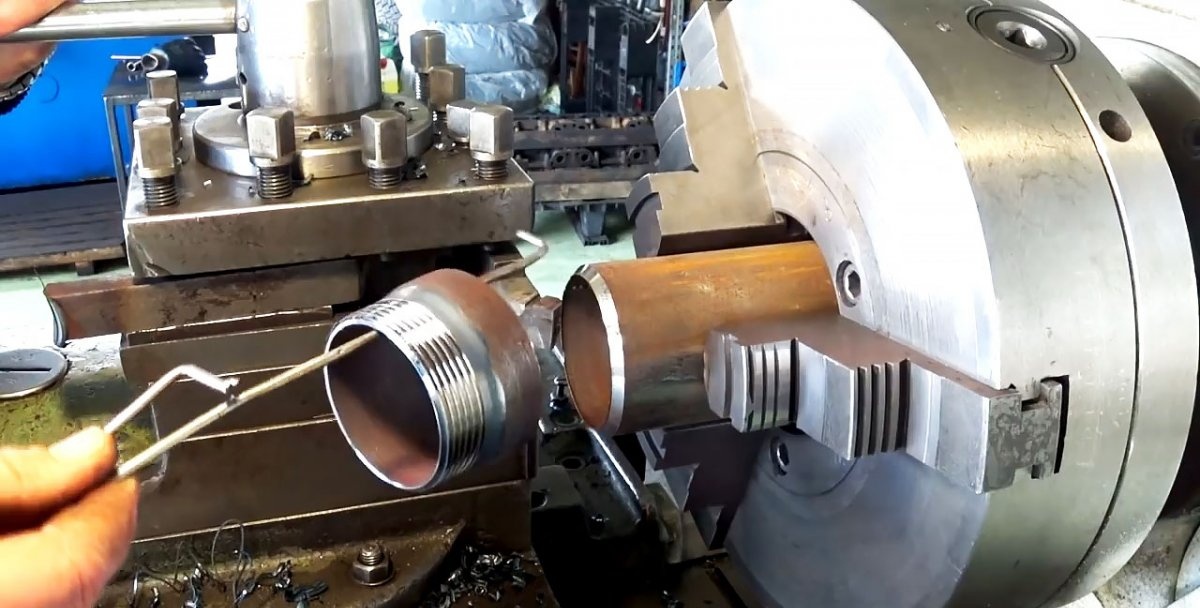
Po dokončení řezání závitu mistr odřízne obrobek ohnutou frézou.

Tento bod je pozoruhodný, protože obvykle je pro lícování - řezání navržen speciální typ frézy. Jeho výhodou je, že to umožňuje s maximální přesností. Ale v tomto případě to není důležité, ale zkosení vyrobené pomocí průchozí frézy je užitečné pro odolnější svar. Následně lze vyčistit, takže spoj nebude vůbec patrný.

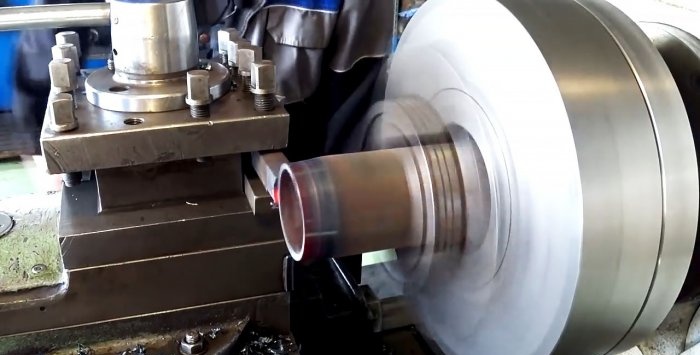
Při ořezávání se kov zahřívá, proto je nejvýhodnější při této operaci obrobek něčím podepřít, například kouskem elektrody nebo tyče, a poté jej ochladit. Jak jsme všichni viděli, šroubovací soustruh DIP-3001M63 si s takovými úkoly dobře poradí, zvláště když za ním stojí opravdoví soustružníci.
Například vezmeme pouzdro z pneumatického spouštěče motoru. K tomu je potřeba vyrobit závitovou trubku, která se pak opaří. Obrobek je trubka, jejíž vnější průměr je 76 mm. Jeho počáteční část musí být zmenšena na 70 mm a opatřena závitem.
Zmenšení průměru trubky smrštěním
Master nejprve smrští část trubky koncem ocelové frézy na požadovaný průměr 70 mm. Velikost obrobku musíte ovládat posuvným měřítkem. Zpracování hrubého smrštění se provádí rychlostí 630 ot./min.
Celá operace se provádí v několika průchodech.
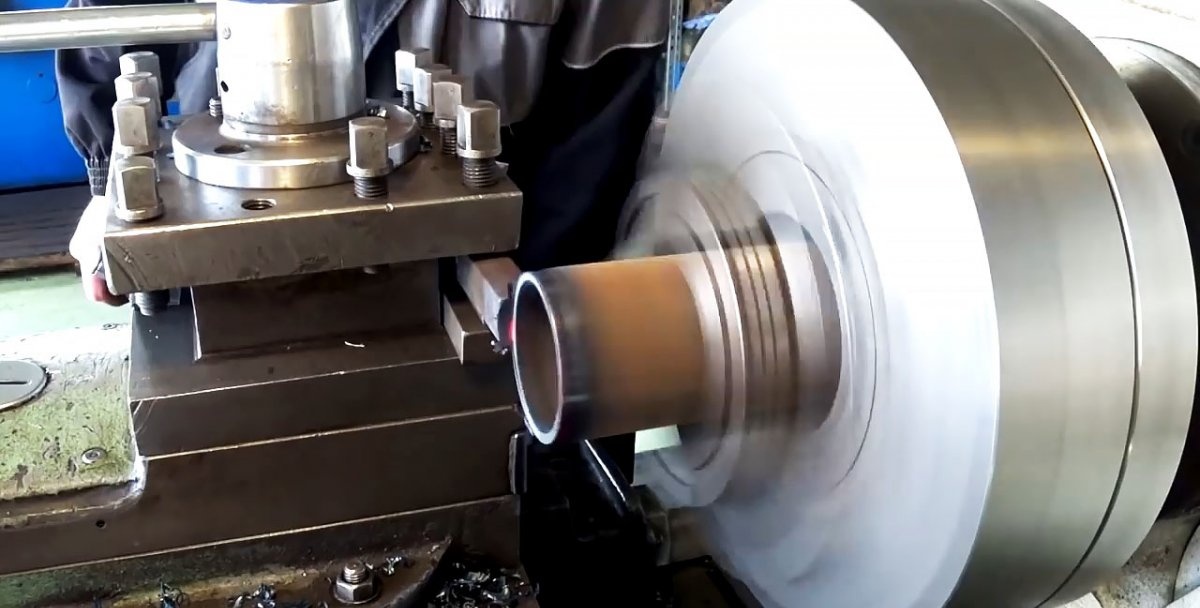
Trubka se smršťuje a dále se natahuje.
Dále se pohyblivý vozík s přítlačnou plošinou nastaví na závit. Nastavení řezačky a stroje se změní. Před řezáním závitu se zkosení odstraní.
Řezání závitů bude prováděno rychlostí 400 ot./min. Hodnocení závitu: M70, krok 3. Zvolený řezák je tyčový.
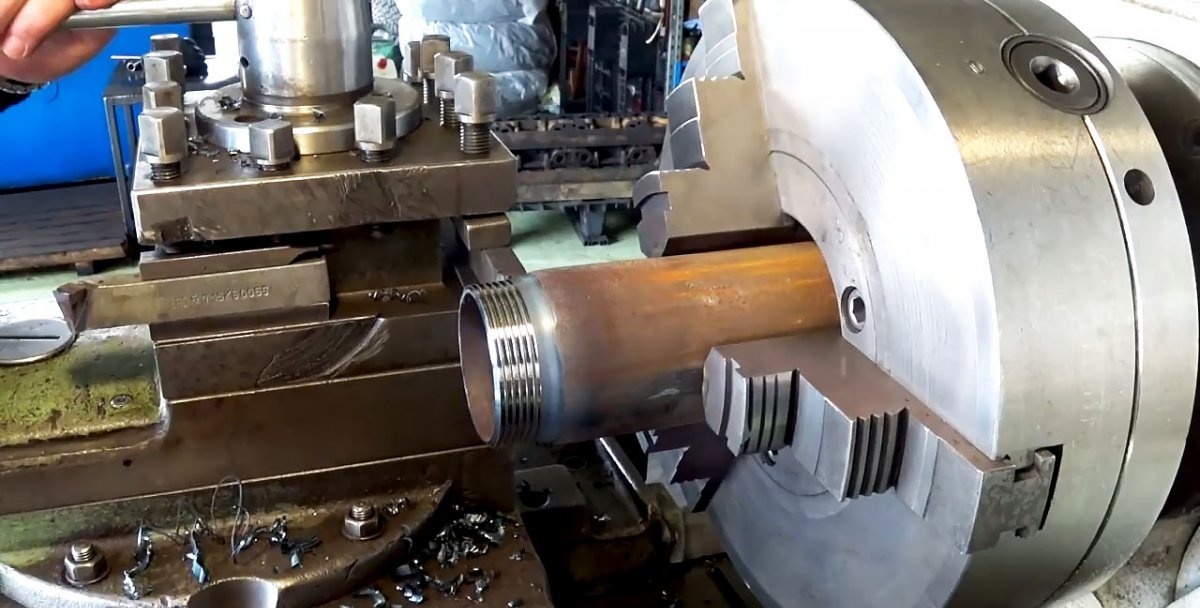
Ve čtyřech průchodech se vyřízne celá vypočtená hloubka závitu.Výsledkem bylo 6 závitů, tak akorát k zajištění trubky v hlavě krytu vzduchového spouštěče.
Po dokončení řezání závitu mistr odřízne obrobek ohnutou frézou.
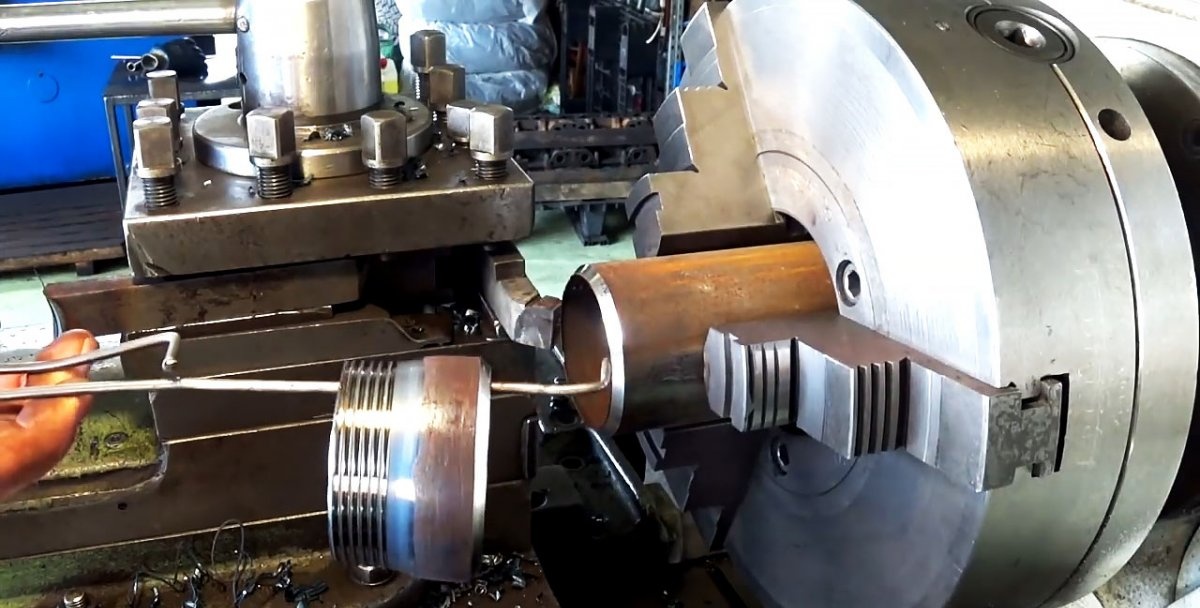
Tento bod je pozoruhodný, protože obvykle je pro lícování - řezání navržen speciální typ frézy. Jeho výhodou je, že to umožňuje s maximální přesností. Ale v tomto případě to není důležité, ale zkosení vyrobené pomocí průchozí frézy je užitečné pro odolnější svar. Následně lze vyčistit, takže spoj nebude vůbec patrný.
Při ořezávání se kov zahřívá, proto je nejvýhodnější při této operaci obrobek něčím podepřít, například kouskem elektrody nebo tyče, a poté jej ochladit. Jak jsme všichni viděli, šroubovací soustruh DIP-3001M63 si s takovými úkoly dobře poradí, zvláště když za ním stojí opravdoví soustružníci.
Podívejte se na video
Podobné mistrovské kurzy






Zvláště zajímavé






Komentáře (4)
