Jak provrtat jakoukoli rychlořeznou ocel vrtačkou na dlaždice
Jak vrtat rychlořeznou ocel třídy P6M5 nebo HSS podle evropského označení? Například jsme vyrobili nůž z čepele mechanické pily a potřebujeme do něj vyvrtat otvory o průměru 5-6 mm pro čepy pro instalaci a zajištění podložek rukojeti.
Stejný postup může být zapotřebí pro vyvrtání pilového kotouče na kov z oceli 1H6ВФ, ze kterého můžete vyrobit některé užitečné produkty. Kus čepele z mechanické pily z oceli 9HF je vhodný nejen pro výrobu nožů, ale například i nestandardních klíčenek.

Všechny uvažované a další jakosti rychlořezných ocelí jsou vrtány pomocí vrtáků ve tvaru oštěpu (peří) na dlaždice, které mají různé konstrukce. Například stopky se vyrábějí kulaté nebo šestihranné, což nemá zásadní význam pro hlavní práci - vrtání.

Jsou volně prodejné téměř ve všech stavebních obchodech nebo prodejnách všech druhů nářadí.Co je velmi důležité, vrtáky tohoto typu a účelu jsou atraktivní, protože jsou levné.
Také pro vrtání rychlořezných ocelí budete potřebovat frézy různých tvarů a provedení. S jejich pomocí je zajištěna přesnost, čistota, tvar a požadovaný průměr vyvrtaného otvoru.

Musíme vyvrtat následující vzorky:
Začněme pilovým kotoučem na kov. Jako nástroj zvolíme použitý vrták na dlaždice, který byl již vícekrát nabroušen na diamantovém kotouči. To znamená, že z továrního ostření, které by bezesporu poskytlo nejlepší výsledek, dlouho nic nezůstalo.
Náš nástroj vložíme do sklíčidla elektrické vrtačky a začneme vrtat bez použití mazání nebo chlazení. Jako provozní režim volíme nízkou rychlost. Všimli jsme si, že proces je pomalý, ale s trochou trpělivosti se po nějaké době na čepeli objeví kuželová prohlubeň, jakési zahloubení způsobené tvarem našeho vrtáku.

Vrtáme, dokud se na druhé straně neobjeví tuberkulo.

Poté plátno otočíme a pokračujeme v procesu se zaměřením na tuberkulo.


Střídavým vrtáním z jedné strany na druhou dosáhneme zvětšení průměru otvoru, dokud nezískáme požadovanou velikost.

Dalším vzorkem je list z rámové pily. Místo vrtání volíme u paty zubů, kde má materiál největší tvrdost.

Proces také neprobíhá velmi rychle, ale plynule. Je to vidět na postupně se zvětšujícím objemu třísek kolem vrtáku.

Všimli jsme si, že práce jde rychleji, pokud nástrojem mírně zakýváte ze strany na stranu. To pomáhá odstraňovat třísky z oblasti řezání.
Pokračujeme ve vrtání na jedné straně, dokud hrot nástroje neprojde celou tloušťkou kovu a na druhé straně našeho vzorku nevytvoří malý hrbolek.

Protože tloušťka kovu je větší než tloušťka kovové čepele, budeme muset vrták v polovině procesu vyměnit nebo přebrousit ten, který používáme. Poté vzorek otočíme a pokračujeme ve vrtání.


Již po několika otáčkách vrtáku se vytvoří průchozí otvor. Pokračováním v procesu dosáhneme požadovaného průměru protikusu.
Vytvořte otvor pomocí vhodné frézy.

V našem případě je nejvýhodnější použít nástroj kónického tvaru. Je snazší a rychlejší dosáhnout požadované velikosti otvoru a dát mu válcový tvar.

Koneckonců, po použití vrtáku s velkým kuželem se otvor ukáže jako jiný v průměru: blíže k povrchu vzorku je větší a ve středu je menší.

Začneme vrtat kotouč z mechanické pily.

K tomu také volíme zónu blíže k zubům, protože v tomto místě je kov tvrdší díky speciálnímu kalení.


Proces se zdá být rychlejší ve srovnání s předchozími dvěma vzorky. Je to vidět na intenzitě tvorby třísky a výrobě průchozího otvoru bez vrtání z rubové strany.

Jeden z fréz pomůže přivést otvor na požadovaný průměr a dá mu válcový tvar, jako v předchozích případech.




V praxi jsme se přesvědčili, že běžnými čínskými pérovými vrtáky na dlaždice lze vyvrtat jakoukoli jakost rychlořezné oceli, jejichž hlavními výhodami je dostupnost a levná cena.I v tomto případě jsou užitečné standardní frézy, pomocí kterých se udává průměr otvorů a dávají se jim válcový tvar.
Použitím lněného oleje pro vrtání (používá se při práci s nerezovou ocelí a obsahuje kyselinu olejovou) bude možné zvýšit produktivitu, méně často brousit nástroj a zlepšit čistotu zpracování.
Praxe ukazuje, že proces vrtání rychlořezných ocelí bude produktivnější, pokud nejprve použijete vrtáky menšího průměru a poté větší.
Někteří řemeslníci používají šrouby nebo šrouby vyrobené v Německu a používané pro betonářské práce jako nástroje pro vrtání rychlořezných ocelí. Jejich charakteristickým rysem je, že na hlavě je písmeno „H“ (tvrzené - kalené).
Stejný postup může být zapotřebí pro vyvrtání pilového kotouče na kov z oceli 1H6ВФ, ze kterého můžete vyrobit některé užitečné produkty. Kus čepele z mechanické pily z oceli 9HF je vhodný nejen pro výrobu nožů, ale například i nestandardních klíčenek.

Potřebné nástroje a vzorky
Všechny uvažované a další jakosti rychlořezných ocelí jsou vrtány pomocí vrtáků ve tvaru oštěpu (peří) na dlaždice, které mají různé konstrukce. Například stopky se vyrábějí kulaté nebo šestihranné, což nemá zásadní význam pro hlavní práci - vrtání.

Jsou volně prodejné téměř ve všech stavebních obchodech nebo prodejnách všech druhů nářadí.Co je velmi důležité, vrtáky tohoto typu a účelu jsou atraktivní, protože jsou levné.
Také pro vrtání rychlořezných ocelí budete potřebovat frézy různých tvarů a provedení. S jejich pomocí je zajištěna přesnost, čistota, tvar a požadovaný průměr vyvrtaného otvoru.

Musíme vyvrtat následující vzorky:
- kus z rámové pily z oceli 9HF.
- čepel z pily na kov z oceli třídy 1Х6ВФ.
- Mechanický pilový list vyrobený z HSS oceli.
Proces vrtání vzorků rychlořezné oceli
Začněme pilovým kotoučem na kov. Jako nástroj zvolíme použitý vrták na dlaždice, který byl již vícekrát nabroušen na diamantovém kotouči. To znamená, že z továrního ostření, které by bezesporu poskytlo nejlepší výsledek, dlouho nic nezůstalo.
Náš nástroj vložíme do sklíčidla elektrické vrtačky a začneme vrtat bez použití mazání nebo chlazení. Jako provozní režim volíme nízkou rychlost. Všimli jsme si, že proces je pomalý, ale s trochou trpělivosti se po nějaké době na čepeli objeví kuželová prohlubeň, jakési zahloubení způsobené tvarem našeho vrtáku.

Vrtáme, dokud se na druhé straně neobjeví tuberkulo.

Poté plátno otočíme a pokračujeme v procesu se zaměřením na tuberkulo.

Střídavým vrtáním z jedné strany na druhou dosáhneme zvětšení průměru otvoru, dokud nezískáme požadovanou velikost.

Dalším vzorkem je list z rámové pily. Místo vrtání volíme u paty zubů, kde má materiál největší tvrdost.

Proces také neprobíhá velmi rychle, ale plynule. Je to vidět na postupně se zvětšujícím objemu třísek kolem vrtáku.

Všimli jsme si, že práce jde rychleji, pokud nástrojem mírně zakýváte ze strany na stranu. To pomáhá odstraňovat třísky z oblasti řezání.
Pokračujeme ve vrtání na jedné straně, dokud hrot nástroje neprojde celou tloušťkou kovu a na druhé straně našeho vzorku nevytvoří malý hrbolek.

Protože tloušťka kovu je větší než tloušťka kovové čepele, budeme muset vrták v polovině procesu vyměnit nebo přebrousit ten, který používáme. Poté vzorek otočíme a pokračujeme ve vrtání.


Již po několika otáčkách vrtáku se vytvoří průchozí otvor. Pokračováním v procesu dosáhneme požadovaného průměru protikusu.
Vytvořte otvor pomocí vhodné frézy.

V našem případě je nejvýhodnější použít nástroj kónického tvaru. Je snazší a rychlejší dosáhnout požadované velikosti otvoru a dát mu válcový tvar.

Koneckonců, po použití vrtáku s velkým kuželem se otvor ukáže jako jiný v průměru: blíže k povrchu vzorku je větší a ve středu je menší.

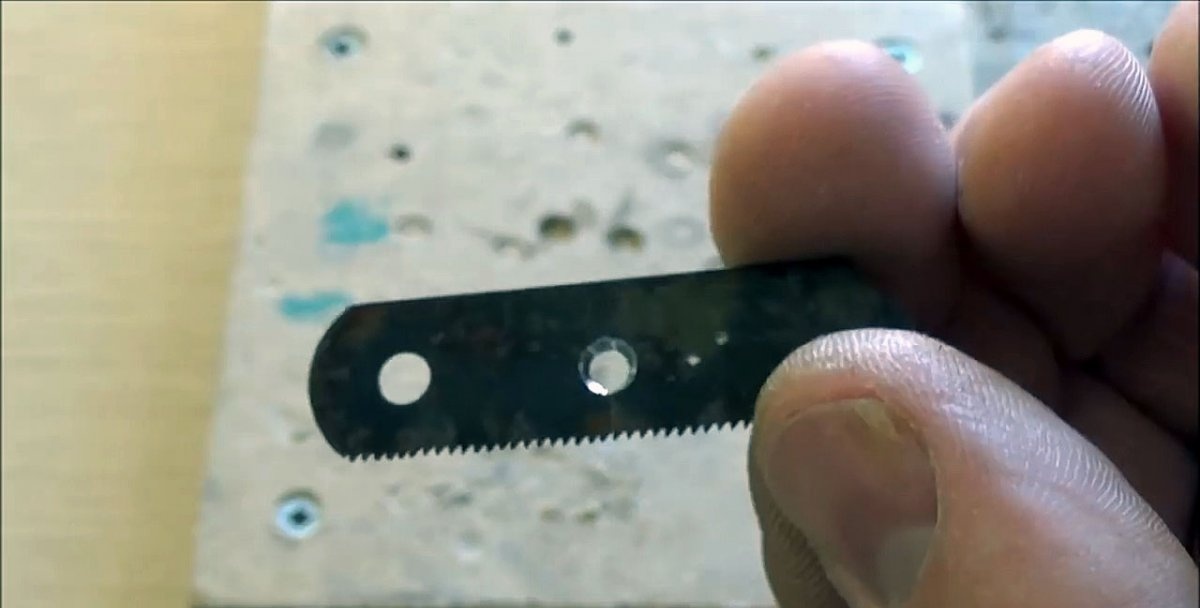
Začneme vrtat kotouč z mechanické pily.

K tomu také volíme zónu blíže k zubům, protože v tomto místě je kov tvrdší díky speciálnímu kalení.


Proces se zdá být rychlejší ve srovnání s předchozími dvěma vzorky. Je to vidět na intenzitě tvorby třísky a výrobě průchozího otvoru bez vrtání z rubové strany.

Jeden z fréz pomůže přivést otvor na požadovaný průměr a dá mu válcový tvar, jako v předchozích případech.




V praxi jsme se přesvědčili, že běžnými čínskými pérovými vrtáky na dlaždice lze vyvrtat jakoukoli jakost rychlořezné oceli, jejichž hlavními výhodami je dostupnost a levná cena.I v tomto případě jsou užitečné standardní frézy, pomocí kterých se udává průměr otvorů a dávají se jim válcový tvar.
Závěrečné tipy a poznámky
Použitím lněného oleje pro vrtání (používá se při práci s nerezovou ocelí a obsahuje kyselinu olejovou) bude možné zvýšit produktivitu, méně často brousit nástroj a zlepšit čistotu zpracování.
Praxe ukazuje, že proces vrtání rychlořezných ocelí bude produktivnější, pokud nejprve použijete vrtáky menšího průměru a poté větší.
Někteří řemeslníci používají šrouby nebo šrouby vyrobené v Německu a používané pro betonářské práce jako nástroje pro vrtání rychlořezných ocelí. Jejich charakteristickým rysem je, že na hlavě je písmeno „H“ (tvrzené - kalené).
Podívejte se na video
Podobné mistrovské kurzy






Zvláště zajímavé






Komentáře (23)
