Jak svařit velkou díru nebo udělat široký šev - 1 trik zkušeného svářeče
Pokud nemáte po ruce elektrody o velkém průměru nebo přídavný drát a potřebujete svařit velkou díru, vystačíte si s tenkými elektrodami. K tomu stačí použít dvě „tajemství“, která prakticky nekomplikují proces svařování, ale pomáhají dosáhnout požadovaného výsledku.
Bude potřeba
- Elektrody s tenkým obalem;
- železný hřebík;
- svářečka;
- lavicový svěrák;
- svařovací materiál;
- Bulharský;
- kladivo a kovadlina;
- vázací drát a kleště.
Proces svařování pomocí druhé holé elektrody
U prvního způsobu převalujeme obalenou elektrodu masivní kovovou tyčí umístěnou na silné kovové desce.

V tomto případě povlak elektrody praskne a odloupne se od drátu. Místa, kde povlak nebyl zcela odstraněn, lze přetřít naším kovovým „válečkem“.

Železný hřeb a „holou“ elektrodu upneme do stolního svěráku a jeden konec drátu dvakrát až třikrát omotáme kolem hřebu.

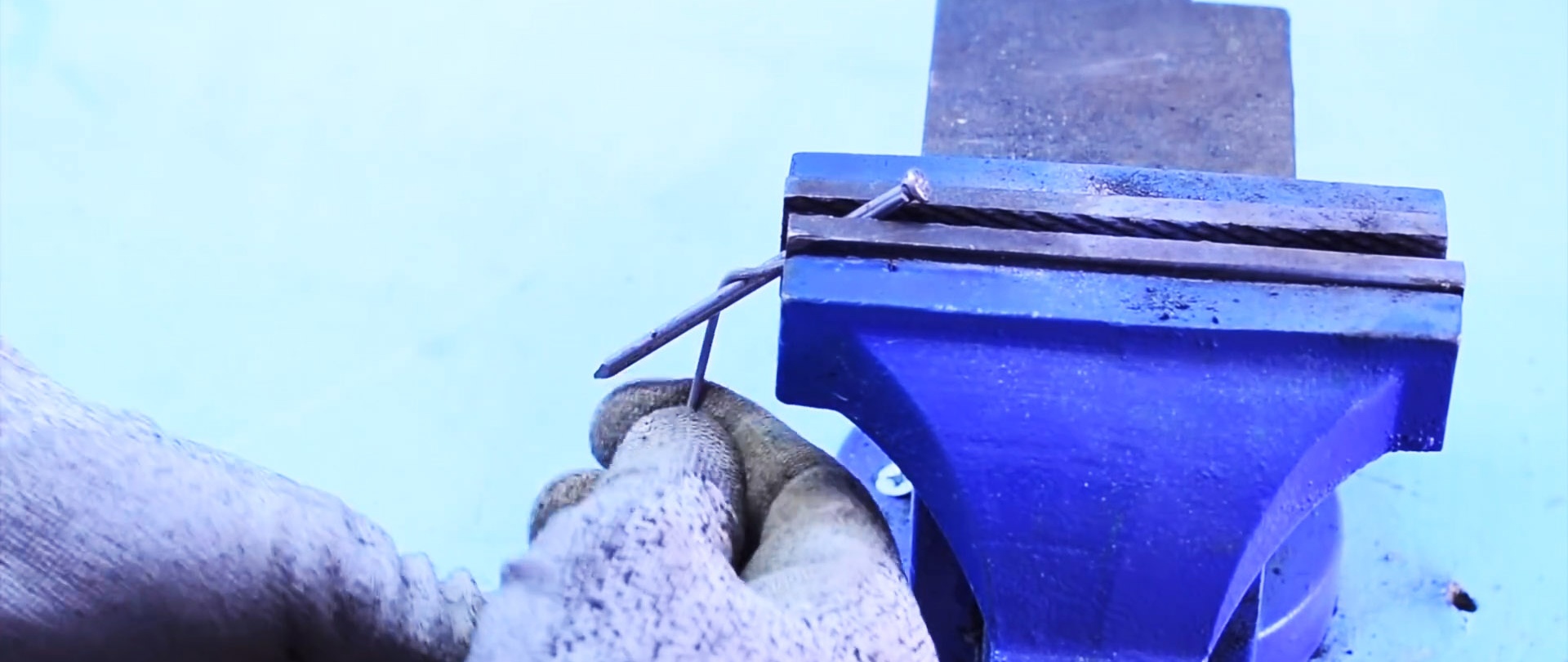
Vzniklou spirálu namotáme na obalenou elektrodu a ohýbáním drátu na různých místech zajistíme, aby byl přitlačen na obalenou elektrodu.

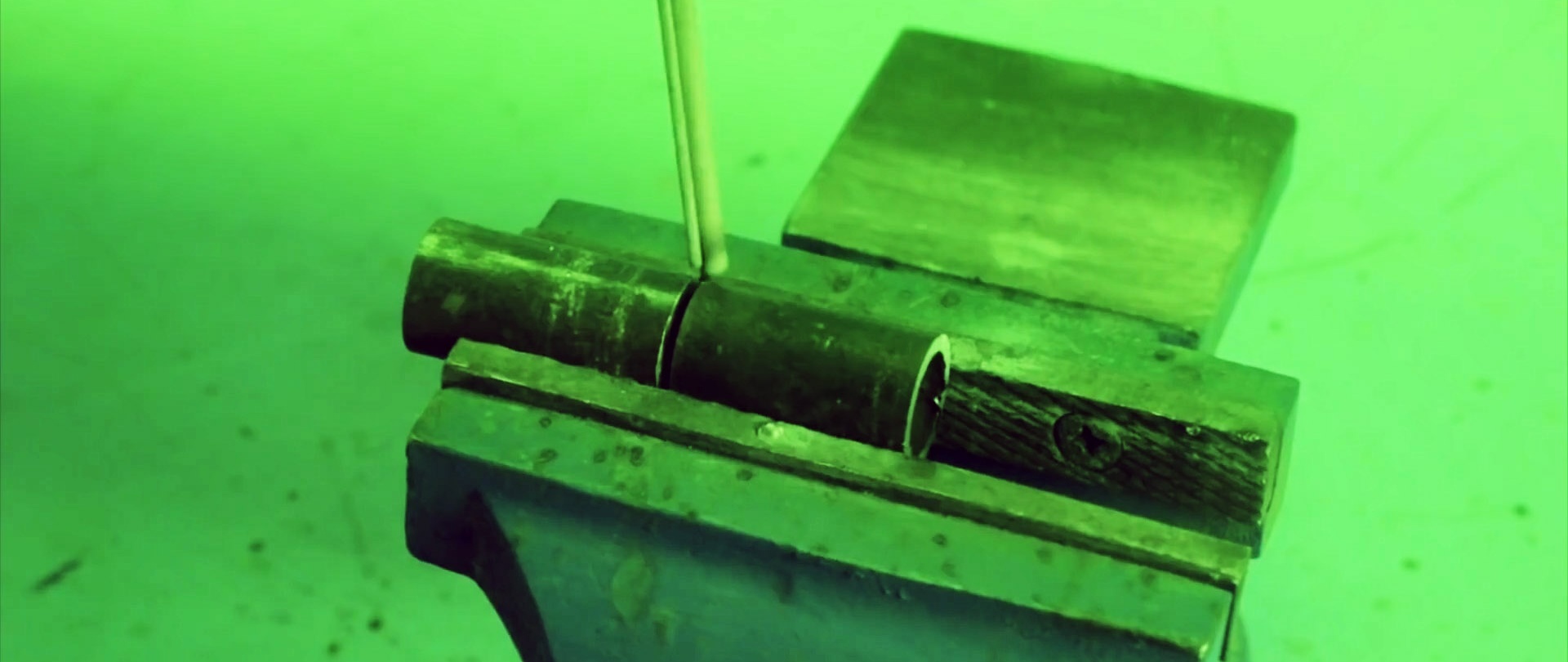
Konce obou elektrod vložíme do držáku (proud protéká oběma elektrodami) a začneme svařovat konec trubky dostatečně velkého průměru. Proces probíhá rychle a efektivně, protože kov dvou současně se tajících elektrod je dostačující pro svařování tak velkého otvoru.

O tom se přesvědčíme po dokončení svařování otvoru trubky a broušení místa svařování bruskou.

Výsledkem bylo souvislé a vzduchotěsné „víko“.

Druhá verze svařovacího triku pomocí druhé „holé“ elektrody
U druhého způsobu naklepeme obalenou elektrodu kladívkem na kovadlinu a také dosáhneme úplného odloupnutí povlaku. Pomocí malého kousku vázacího drátu přišroubujeme vršek „holé“ elektrody k potažené těsně pod jejím nepotaženým kontaktním koncem.

Tímto „designem“ svaříme konce dvou trubek s mezerou větší než obvykle nebo otvorem v trubce o průměru několikanásobně větším, než je průměr námi používaných elektrod.

Protože proud neprotéká „holou“ elektrodou, protože je izolována od zdroje proudu, její kov se taví pomaleji než kov hlavní elektrody a proces probíhá v optimálním režimu.

To je dobře viditelné po očištění svarových ploch bruskou: nejsou zde žádné průniky, praskliny nebo struskové skvrny.













