Sådan laver du en kompleks slibemaskine til simpel knivslibning
Som alle andre værktøjer kræver knive ordentlig pleje, især slibning af høj kvalitet, hvor det er meget vigtigt at opretholde en konstant slibevinkel langs hele bladets længde.
Det er selvfølgelig ikke svært for en erfaren sliber at opnå, selv når man arbejder manuelt. For alle andre vil det være ret svært at opretholde den nødvendige slibevinkel. Vil problemet med sløve knive forblive uopløseligt for dem?
Der er tre veje ud af denne knibe: Lær at slibe knive, men det vil kræve en masse tid, tålmodighed og indsats; henvend dig til en professionel for at få hjælp hver gang og betal for hans dyre service; lav din egen knivsliber og bekymre dig ikke om slibevinklen.
Nedenfor vil vi overveje en metode til fremstilling af en anordning til slibning af knive baseret på en elektrisk slibemaskine med to slibehjul.
For at arbejdet ikke kræver en masse kræfter og tid, er det godt at have på lager: en svejsemaskine, maskiner (boring, fræsning og drejning), en pendulsav, en boremaskine, en slibemaskine, skruenøgler, mærkningsværktøj, etc.
Ud over den allerede nævnte elektriske slibemaskine skal du have materialer og komponenter på lager:
Arbejdet vil bestå af to relativt uafhængige trin: at arrangere en elektrisk slibemaskine og at fremstille en knivholder, der giver den nødvendige slibevinkel.
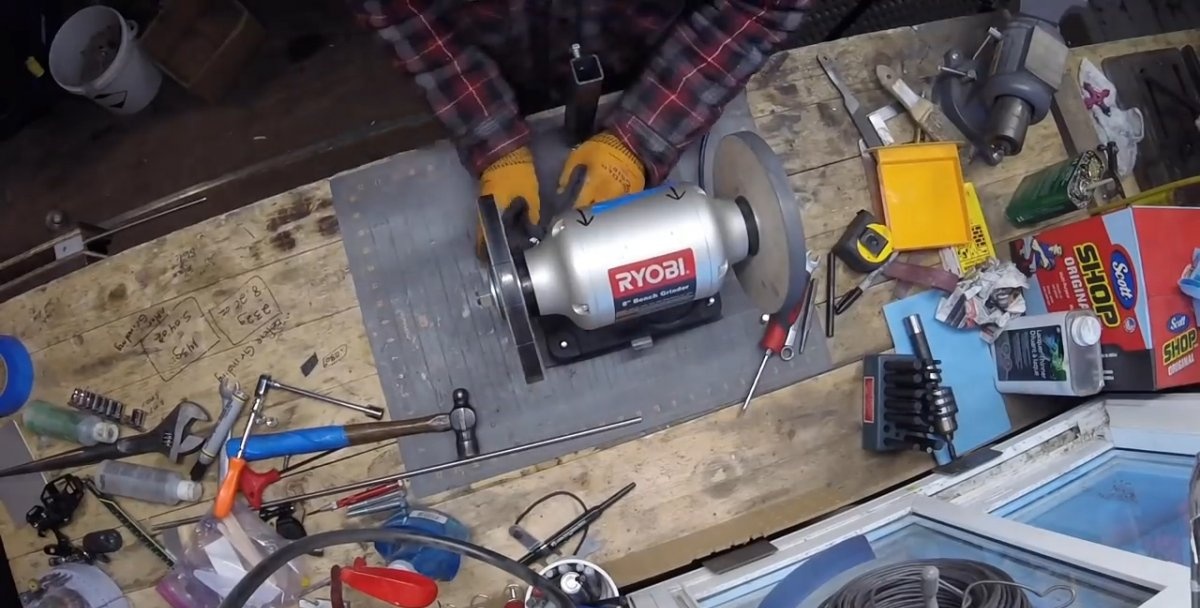
En af de nødvendige betingelser for højkvalitets slibning af knive er stabiliteten af slibeværktøjet. Derfor bruger vi som base for en elektrisk slibemaskine en metalplade af passende størrelse og tykkelse.

Ved hjælp af et målebånd, en kerne og en hammer markerer vi midten af fire huller og gentager hullerne på den elektriske slibeplade. Vi borer huller efter markeringerne på en boremaskine og fastgør ved hjælp af bolte og møtrikker den elektriske slibemaskine til en metalbund.

Ved hjælp af en pendulsav skar vi to stykker firkantede rør af, der er forudberegnet i længden, og det ene skal passe frit, men uden et stort mellemrum, ind i det andet.

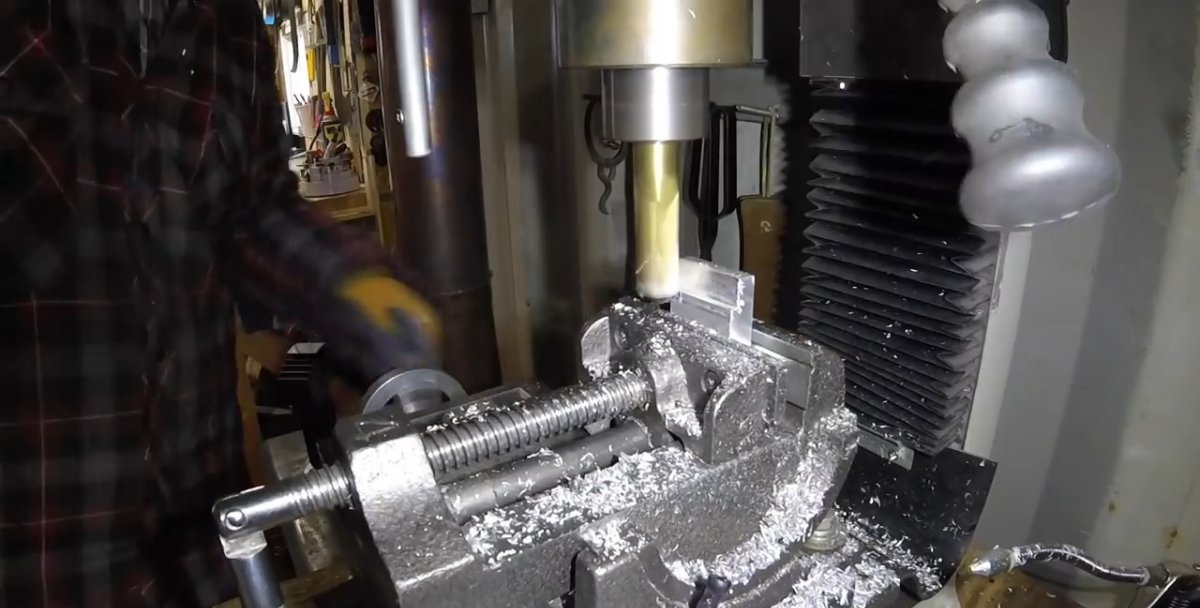
I et rør med et mindre tværsnit fræser vi et gennemgående hul i den ene ende, hvis diameter skal være lidt større end diameteren af metalstangen. I det andet rør markerer og borer vi også et hul i den ene ende til låsebolten.

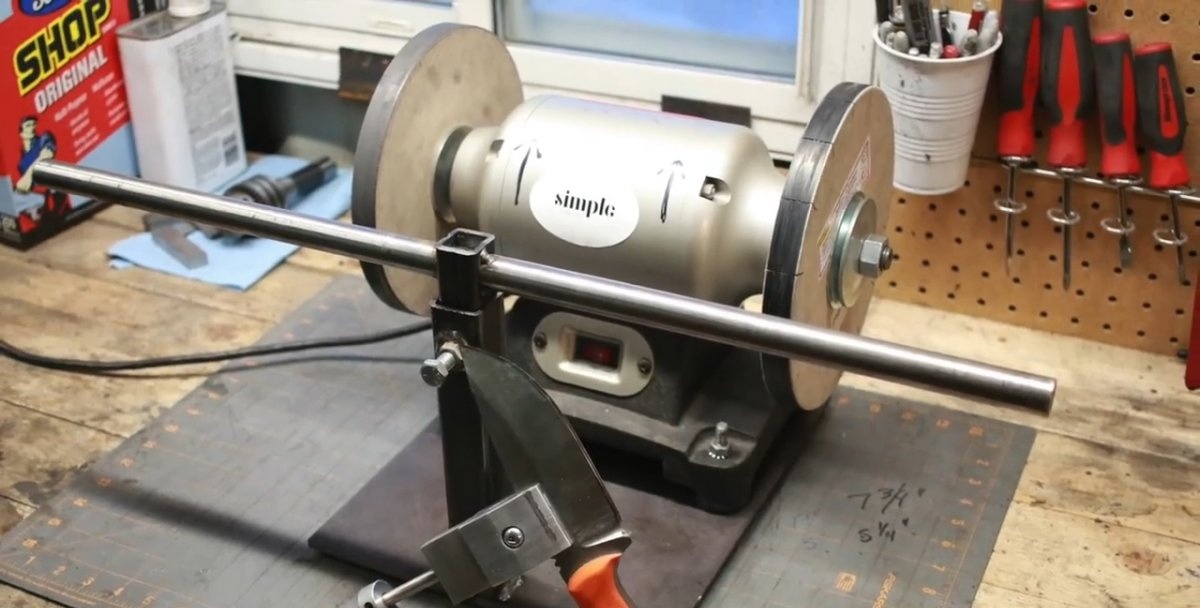
Vi svejser et rør med større tværsnit i midten til bunden, modsat den faste slibemaskine, i en sådan position, at fikseringsbolten ser udad og er på toppen.For at forhindre, at dråber af smeltet metal, gnister og kalk fra svejsning beskadiger den elektriske motor, dækker vi den med et svejsetæppe.

Vi indsætter stangen i det borede hul i røret med et mindre tværsnit strengt til midten og svejser det i denne position til røret, efter at vi tidligere har kontrolleret vinkelretheden af disse parringsdele med en retvinklet trekant.


Hvis dette ikke er gjort på forhånd, skal du fjerne den elektriske slibemaskine fra basen og inspicere el-boksen, hvorefter vi geninstallerer sliberen på plads og kontrollerer dens funktionalitet.
Vi indsætter røret med stangen i røret, der er svejset til basen, og ved hjælp af bolten kan du indstille den nødvendige højde for at slibe en bestemt kniv. Dette var sidste trin i at arrangere den elektriske slibemaskine. Lad os starte den anden fase af arbejdet.


For en elektrisk slibemaskine skal du ændre rotationsretningen.


Som allerede nævnt afhænger kvaliteten af knivslibning først og fremmest af at sikre en konstant slibevinkel. Holderen vi skal lave er designet netop til dette.
Vi markerer metalemnet i overensstemmelse med de tilsigtede dimensioner af de tre elementer, hvilket vil sikre fangst og pålidelig fastholdelse af knivbladet i en given vinkel til overfladen af cirklen ved slibning.

Vi skærer dem med en pendulsav med tilsætning af smøremiddel for at forbedre kvaliteten af snittet og savklingens sikkerhed.
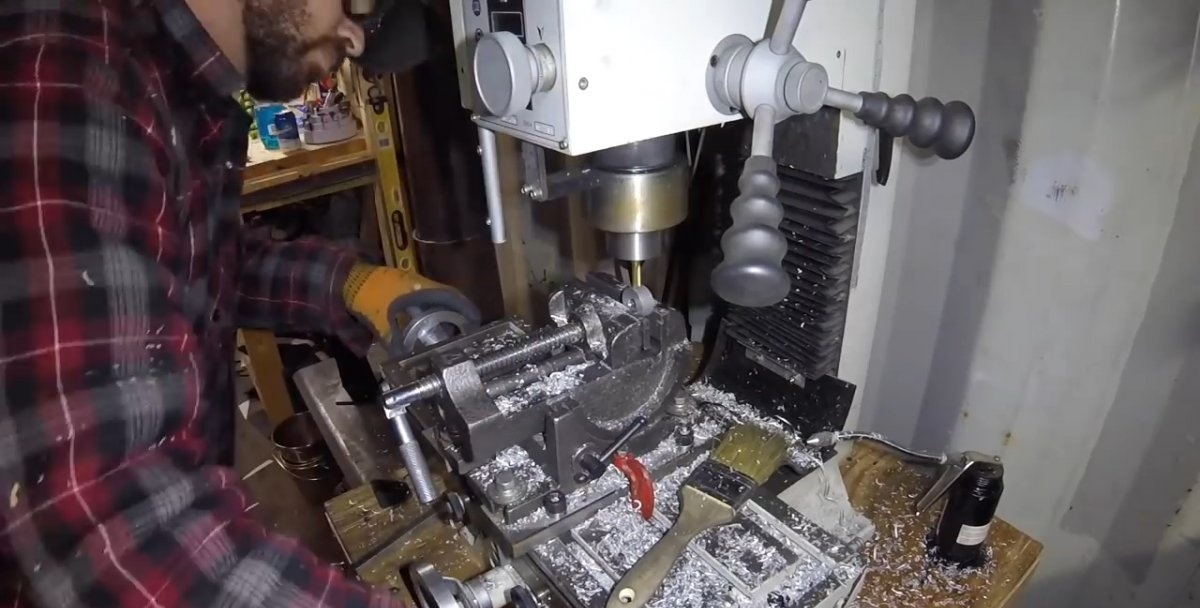
Vi klemmer alle tre elementer i en "pakke" i skruestikket på en fræsemaskine og bearbejder overfladerne til den ønskede størrelse og fjerner graterne med en håndfil ved hver ændring af positionen.
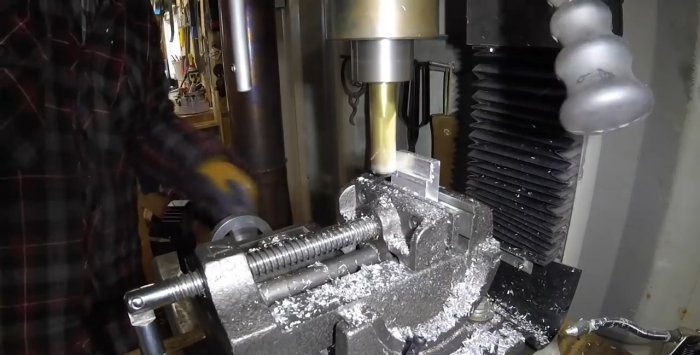


På to emner danner vi kæber for at gribe og holde knivbladet. For at gøre dette fræser vi hver af dem til deres størrelse på den ene side.Det tredje emne fræses på begge sider efter mål. Det vil tjene som grundlag for at fastgøre sidegreb med kæber til det.

På den del, der vil være i midten, på den fræsede del laver vi markeringer for to huller, placeret symmetrisk til længdeaksen tættere på kanterne og lidt forskudt mod bunden. Vi borer dem på en boremaskine.
Ved at bruge denne del som en prøve markerer vi responspunkter på de to andre emner ved hjælp af et bor og et tyndt bor.
Derefter borer vi de markerede steder ud med et bor med stor diameter til en lille dybde (vi laver en slags rede-recesser).
Vi skruer ind i hullerne i det centrale element to stifter af den nødvendige længde med samme udgang, som, når sideelementerne installeres, passer ind i fordybningerne og holder dem, men forstyrrer ikke kæberne, konvergerer og divergerer.
I sidekæbeelementerne, i det geometriske centrum, markerer og borer vi huller med samme diameter og bruger en håndhane til at skære tråde ind i dem.
Vi fræser de ydre kanter af kæberne for at fuldende enhedens udseende og brugervenlighed. Vi fjerner også affasningerne på begge sider ved fræseenden af det centrale element for ikke at forstyrre justeringen af kæberne.

I midten af bunden af det centrale element markerer og borer vi et blindt hul til dornen.

Bland to-komponent lim og brug den til at fastgøre en dorn med den nødvendige længde i det blinde hul. Lad blandingen stivne og hærde. For at gøre dette fastgør vi det centrale element med dornen i en skruestik af træ.
Vi klemmer en metalstang med den beregnede diameter i drejebænken og borer et hul i midten, der er lidt større end dornens diameter, og tilføjer jævnligt smøremiddel til boreområdet.
Derefter skærer vi cylinderen af med en højde på omkring 10-12 mm og borer et hul på sidefladen, efterfulgt af at skære gevindet ved hjælp af en hane til låseskruen.


På et af sideelementerne, udefra, borer vi et centralt hul for at installere bolthovedet planmonteret.
Vi færdiggør enhedens overflader ved at behandle den på en slibemaskine, først med et endeløst slibebånd og derefter med et lurbånd.


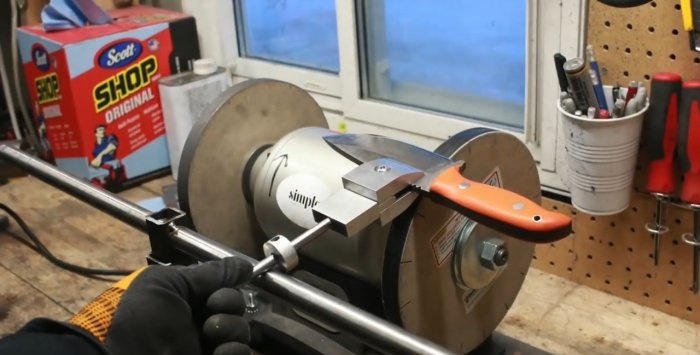
Tilbage er kun at samle elementerne i den justerbare holder sammen ved at skrue forbindelsesbolten ind i kæberne og fastgøre den cylindriske ring til dornen, installere den på det rigtige sted ved hjælp af en låseskrue.
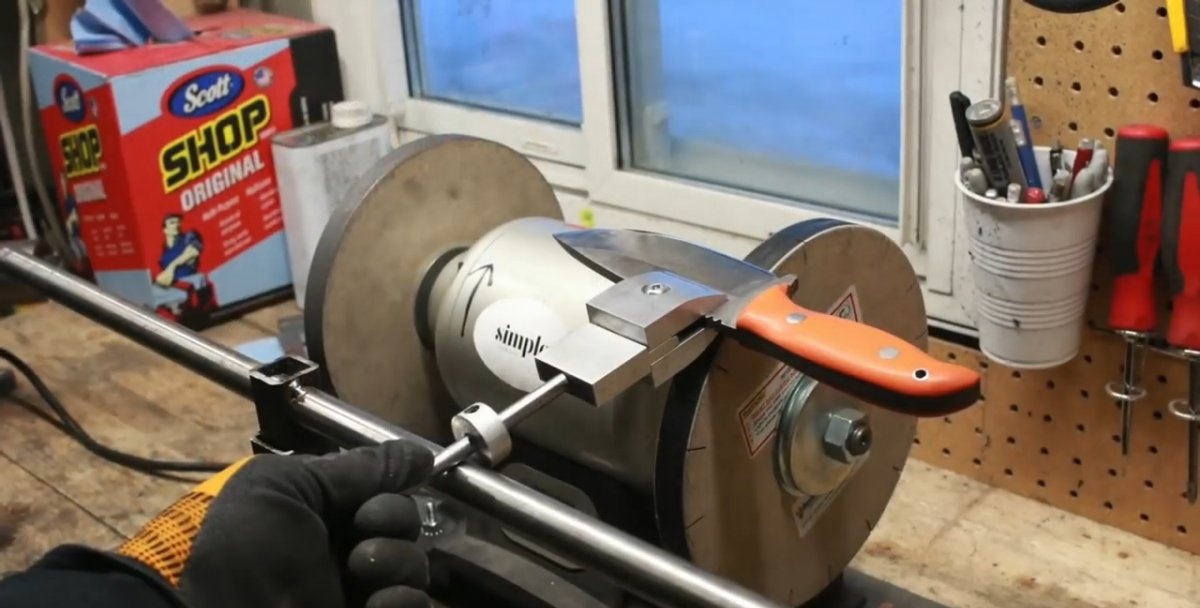
Vi klemmer knivbladet i holderens kæber og indstiller den nødvendige højde på tværstangen og længden af dornen ved at flytte den cylindriske ring ned eller op og låse den om nødvendigt med en speciel skrue.
For at slibevinklen forbliver den samme langs hele bladets længde, er det nok at sikre, at en cylindrisk ring monteret på en dorn glider langs overfladen af en stang, der er installeret vandret foran de elektriske slibehjul.


Efter en kort slibning uden nogen spænding skærer kniven let et ark skrivepapir i vægt, hvilket bekræfter dens fremragende slibning.



Det er selvfølgelig ikke svært for en erfaren sliber at opnå, selv når man arbejder manuelt. For alle andre vil det være ret svært at opretholde den nødvendige slibevinkel. Vil problemet med sløve knive forblive uopløseligt for dem?
Der er tre veje ud af denne knibe: Lær at slibe knive, men det vil kræve en masse tid, tålmodighed og indsats; henvend dig til en professionel for at få hjælp hver gang og betal for hans dyre service; lav din egen knivsliber og bekymre dig ikke om slibevinklen.
Nedenfor vil vi overveje en metode til fremstilling af en anordning til slibning af knive baseret på en elektrisk slibemaskine med to slibehjul.
Vil behøve
For at arbejdet ikke kræver en masse kræfter og tid, er det godt at have på lager: en svejsemaskine, maskiner (boring, fræsning og drejning), en pendulsav, en boremaskine, en slibemaskine, skruenøgler, mærkningsværktøj, etc.
Ud over den allerede nævnte elektriske slibemaskine skal du have materialer og komponenter på lager:
- metalplade 10 mm tyk;
- firkantede rør (to stykker af tilstødende størrelser);
- en rund metalstang op til 400 mm lang og 15-20 mm i diameter;
- gevindbefæstelser (bolte, møtrikker, spændeskiver) osv.
At lave en knivsliber
Arbejdet vil bestå af to relativt uafhængige trin: at arrangere en elektrisk slibemaskine og at fremstille en knivholder, der giver den nødvendige slibevinkel.
Arrangement af skærperen
En af de nødvendige betingelser for højkvalitets slibning af knive er stabiliteten af slibeværktøjet. Derfor bruger vi som base for en elektrisk slibemaskine en metalplade af passende størrelse og tykkelse.

Ved hjælp af et målebånd, en kerne og en hammer markerer vi midten af fire huller og gentager hullerne på den elektriske slibeplade. Vi borer huller efter markeringerne på en boremaskine og fastgør ved hjælp af bolte og møtrikker den elektriske slibemaskine til en metalbund.

Ved hjælp af en pendulsav skar vi to stykker firkantede rør af, der er forudberegnet i længden, og det ene skal passe frit, men uden et stort mellemrum, ind i det andet.

I et rør med et mindre tværsnit fræser vi et gennemgående hul i den ene ende, hvis diameter skal være lidt større end diameteren af metalstangen. I det andet rør markerer og borer vi også et hul i den ene ende til låsebolten.

Vi svejser et rør med større tværsnit i midten til bunden, modsat den faste slibemaskine, i en sådan position, at fikseringsbolten ser udad og er på toppen.For at forhindre, at dråber af smeltet metal, gnister og kalk fra svejsning beskadiger den elektriske motor, dækker vi den med et svejsetæppe.

Vi indsætter stangen i det borede hul i røret med et mindre tværsnit strengt til midten og svejser det i denne position til røret, efter at vi tidligere har kontrolleret vinkelretheden af disse parringsdele med en retvinklet trekant.


Hvis dette ikke er gjort på forhånd, skal du fjerne den elektriske slibemaskine fra basen og inspicere el-boksen, hvorefter vi geninstallerer sliberen på plads og kontrollerer dens funktionalitet.
Vi indsætter røret med stangen i røret, der er svejset til basen, og ved hjælp af bolten kan du indstille den nødvendige højde for at slibe en bestemt kniv. Dette var sidste trin i at arrangere den elektriske slibemaskine. Lad os starte den anden fase af arbejdet.


For en elektrisk slibemaskine skal du ændre rotationsretningen.

At lave en knivholder
Som allerede nævnt afhænger kvaliteten af knivslibning først og fremmest af at sikre en konstant slibevinkel. Holderen vi skal lave er designet netop til dette.
Vi markerer metalemnet i overensstemmelse med de tilsigtede dimensioner af de tre elementer, hvilket vil sikre fangst og pålidelig fastholdelse af knivbladet i en given vinkel til overfladen af cirklen ved slibning.

Vi skærer dem med en pendulsav med tilsætning af smøremiddel for at forbedre kvaliteten af snittet og savklingens sikkerhed.
Vi klemmer alle tre elementer i en "pakke" i skruestikket på en fræsemaskine og bearbejder overfladerne til den ønskede størrelse og fjerner graterne med en håndfil ved hver ændring af positionen.


På to emner danner vi kæber for at gribe og holde knivbladet. For at gøre dette fræser vi hver af dem til deres størrelse på den ene side.Det tredje emne fræses på begge sider efter mål. Det vil tjene som grundlag for at fastgøre sidegreb med kæber til det.

På den del, der vil være i midten, på den fræsede del laver vi markeringer for to huller, placeret symmetrisk til længdeaksen tættere på kanterne og lidt forskudt mod bunden. Vi borer dem på en boremaskine.
Ved at bruge denne del som en prøve markerer vi responspunkter på de to andre emner ved hjælp af et bor og et tyndt bor.
Derefter borer vi de markerede steder ud med et bor med stor diameter til en lille dybde (vi laver en slags rede-recesser).
Vi skruer ind i hullerne i det centrale element to stifter af den nødvendige længde med samme udgang, som, når sideelementerne installeres, passer ind i fordybningerne og holder dem, men forstyrrer ikke kæberne, konvergerer og divergerer.
I sidekæbeelementerne, i det geometriske centrum, markerer og borer vi huller med samme diameter og bruger en håndhane til at skære tråde ind i dem.
Vi fræser de ydre kanter af kæberne for at fuldende enhedens udseende og brugervenlighed. Vi fjerner også affasningerne på begge sider ved fræseenden af det centrale element for ikke at forstyrre justeringen af kæberne.

I midten af bunden af det centrale element markerer og borer vi et blindt hul til dornen.

Bland to-komponent lim og brug den til at fastgøre en dorn med den nødvendige længde i det blinde hul. Lad blandingen stivne og hærde. For at gøre dette fastgør vi det centrale element med dornen i en skruestik af træ.
Vi klemmer en metalstang med den beregnede diameter i drejebænken og borer et hul i midten, der er lidt større end dornens diameter, og tilføjer jævnligt smøremiddel til boreområdet.
Derefter skærer vi cylinderen af med en højde på omkring 10-12 mm og borer et hul på sidefladen, efterfulgt af at skære gevindet ved hjælp af en hane til låseskruen.

På et af sideelementerne, udefra, borer vi et centralt hul for at installere bolthovedet planmonteret.
Vi færdiggør enhedens overflader ved at behandle den på en slibemaskine, først med et endeløst slibebånd og derefter med et lurbånd.


Tilbage er kun at samle elementerne i den justerbare holder sammen ved at skrue forbindelsesbolten ind i kæberne og fastgøre den cylindriske ring til dornen, installere den på det rigtige sted ved hjælp af en låseskrue.
Fixtur test
Vi klemmer knivbladet i holderens kæber og indstiller den nødvendige højde på tværstangen og længden af dornen ved at flytte den cylindriske ring ned eller op og låse den om nødvendigt med en speciel skrue.
For at slibevinklen forbliver den samme langs hele bladets længde, er det nok at sikre, at en cylindrisk ring monteret på en dorn glider langs overfladen af en stang, der er installeret vandret foran de elektriske slibehjul.


Efter en kort slibning uden nogen spænding skærer kniven let et ark skrivepapir i vægt, hvilket bekræfter dens fremragende slibning.


Se videoen
Lignende mesterklasser






Særlig interessant





Kommentarer (5)
