Sådan bores gennem ethvert højhastighedsstål med en flisebor
Hvordan bores højhastighedsstålkvalitet P6M5 eller HSS i henhold til den europæiske betegnelse? For eksempel lavede vi en kniv fra en klinge fra en mekanisk sav, og vi skal bore huller i den med en diameter på 5-6 mm for stifter til at installere og fastgøre håndtagspuderne.
Den samme operation kan være nødvendig for at bore et hacksavblad til metal fra 1Х6ВФ stål, hvorfra du kan lave nogle nyttige produkter. Et stykke klinge fra en mekanisk sav lavet af 9HF stål er velegnet ikke kun til fremstilling af knive, men for eksempel også ikke-standard nøgleringe.

Alle de overvejede og andre kvaliteter af højhastighedsstål er boret ved hjælp af spydformede (fjer) bor til fliser, med forskellige designs. For eksempel er skafter lavet runde eller sekskantede, hvilket ikke er af fundamental betydning for hovedarbejdet - boring.

De sælges frit i næsten alle byggeforretninger eller forretninger, der sælger alle former for værktøj.Hvad der er meget vigtigt, øvelser af denne type og formål er attraktive, fordi de er billige.
Til boring af højhastighedsstål har du også brug for fræsere i forskellige former og designs. Med deres hjælp sikres nøjagtigheden, renheden, formen og den nødvendige diameter af det borede hul.

Vi skal bore følgende prøver:
Lad os starte med et hacksavblad til metal. Som værktøj vil vi vælge et brugt flisebor, som allerede er blevet slebet mere end én gang på en diamantskive. Det vil sige, at der i lang tid ikke var noget tilbage af fabriksslibningen, som uden tvivl ville have givet det bedste resultat.
Vi sætter vores værktøj ind i borepatronen på en elektrisk boremaskine og begynder at bore uden brug af smøring eller køling. Vi vælger lav hastighed som driftstilstand. Vi bemærker, at processen er langsom, men med lidt tålmodighed opstår der efter nogen tid en konisk fordybning på bladet, en slags forsænkning forårsaget af formen på vores bor.

Vi borer, indtil en tuberkel vises på den anden side.

Herefter vender vi lærredet og fortsætter processen med fokus på tuberkelen.


Ved skiftevis boring fra den ene side til den anden opnår vi en stigning i hullets diameter, indtil vi får den ønskede størrelse.

Den næste prøve er en klinge fra en rammesav. Vi vælger det borested i bunden af tænderne, hvor materialet har den største hårdhed.

Processen forløber heller ikke særlig hurtigt, men støt. Dette kan ses ved den gradvist stigende mængde spåner omkring boret.

Vi bemærker, at arbejdet går hurtigere, hvis du vipper værktøjet let fra side til side. Dette hjælper med at fjerne spåner fra skæreområdet.
Vi fortsætter med at bore på den ene side, indtil spidsen af værktøjet passerer hele tykkelsen af metallet og danner en lille tuberkel på den anden side af vores prøve.

Da tykkelsen af metallet er større end en metalklinge, bliver vi nødt til at udskifte boret halvvejs gennem processen eller slibe den, vi bruger. Herefter vender vi prøven og fortsætter boringen.


Efter blot et par omgange med boret dannes et gennemgående hul. Ved at fortsætte processen opnår vi den nødvendige diameter for parringsdelen.
Lav hullet med en passende fræser.

I vores tilfælde er det mest bekvemt at bruge et konisk formet værktøj. Det er nemmere og hurtigere at opnå den ønskede hulstørrelse og give det en cylindrisk form.

Når alt kommer til alt, efter at have brugt en fjerbor med dens store tilspidsning, viser hullet sig at være forskellig i diameter: tættere på overfladen af prøven er det større, og i midten er det mindre.

Lad os begynde at bore bladet fra en mekanisk sav.

For at gøre dette vælger vi også en zone tættere på tænderne, da metallet på dette sted er hårdere på grund af speciel hærdning.


Processen ser ud til at være hurtigere sammenlignet med de to foregående prøver. Dette kan ses på intensiteten af spåndannelse og produktionen af et gennemgående hul uden at bore fra bagsiden.

En af skærene hjælper med at bringe hullet til den ønskede diameter og give det en cylindrisk form, som i tidligere tilfælde.




I praksis har vi været overbevist om, at enhver kvalitet af højhastighedsstål kan bores med almindelige kinesiske fjerbor til fliser, hvis største fordele er tilgængelighed og en billig pris.Også i dette tilfælde er standardkuttere nyttige, ved hjælp af hvilke hullernes diameter er specificeret, og de får en cylindrisk form.
Ved at bruge linolie til boring (den bruges, når du arbejder med rustfrit stål og indeholder oliesyre), vil det være muligt at øge produktiviteten, skærpe værktøjet sjældnere og forbedre renligheden af behandlingen.
Praksis viser, at processen med at bore højhastighedsstål bliver mere produktiv, hvis du først bruger bor med en mindre diameter og derefter en større.
Nogle håndværkere bruger skruer eller skruer fremstillet i Tyskland og brugt til betonarbejde som værktøj til at bore højhastighedsstål. Deres karakteristiske træk er, at der på hovedet er bogstavet "H" (hærdet - hærdet).
Den samme operation kan være nødvendig for at bore et hacksavblad til metal fra 1Х6ВФ stål, hvorfra du kan lave nogle nyttige produkter. Et stykke klinge fra en mekanisk sav lavet af 9HF stål er velegnet ikke kun til fremstilling af knive, men for eksempel også ikke-standard nøgleringe.

Nødvendige værktøjer og prøver
Alle de overvejede og andre kvaliteter af højhastighedsstål er boret ved hjælp af spydformede (fjer) bor til fliser, med forskellige designs. For eksempel er skafter lavet runde eller sekskantede, hvilket ikke er af fundamental betydning for hovedarbejdet - boring.

De sælges frit i næsten alle byggeforretninger eller forretninger, der sælger alle former for værktøj.Hvad der er meget vigtigt, øvelser af denne type og formål er attraktive, fordi de er billige.
Til boring af højhastighedsstål har du også brug for fræsere i forskellige former og designs. Med deres hjælp sikres nøjagtigheden, renheden, formen og den nødvendige diameter af det borede hul.

Vi skal bore følgende prøver:
- et stykke fra en rammesav lavet af 9HF stål.
- klinge fra en hacksav til metal lavet af stålkvalitet 1Х6ВФ.
- Mekanisk savklinge af HSS stål.
Processen med at bore højhastighedsstålprøver
Lad os starte med et hacksavblad til metal. Som værktøj vil vi vælge et brugt flisebor, som allerede er blevet slebet mere end én gang på en diamantskive. Det vil sige, at der i lang tid ikke var noget tilbage af fabriksslibningen, som uden tvivl ville have givet det bedste resultat.
Vi sætter vores værktøj ind i borepatronen på en elektrisk boremaskine og begynder at bore uden brug af smøring eller køling. Vi vælger lav hastighed som driftstilstand. Vi bemærker, at processen er langsom, men med lidt tålmodighed opstår der efter nogen tid en konisk fordybning på bladet, en slags forsænkning forårsaget af formen på vores bor.

Vi borer, indtil en tuberkel vises på den anden side.

Herefter vender vi lærredet og fortsætter processen med fokus på tuberkelen.

Ved skiftevis boring fra den ene side til den anden opnår vi en stigning i hullets diameter, indtil vi får den ønskede størrelse.

Den næste prøve er en klinge fra en rammesav. Vi vælger det borested i bunden af tænderne, hvor materialet har den største hårdhed.

Processen forløber heller ikke særlig hurtigt, men støt. Dette kan ses ved den gradvist stigende mængde spåner omkring boret.

Vi bemærker, at arbejdet går hurtigere, hvis du vipper værktøjet let fra side til side. Dette hjælper med at fjerne spåner fra skæreområdet.
Vi fortsætter med at bore på den ene side, indtil spidsen af værktøjet passerer hele tykkelsen af metallet og danner en lille tuberkel på den anden side af vores prøve.

Da tykkelsen af metallet er større end en metalklinge, bliver vi nødt til at udskifte boret halvvejs gennem processen eller slibe den, vi bruger. Herefter vender vi prøven og fortsætter boringen.


Efter blot et par omgange med boret dannes et gennemgående hul. Ved at fortsætte processen opnår vi den nødvendige diameter for parringsdelen.
Lav hullet med en passende fræser.

I vores tilfælde er det mest bekvemt at bruge et konisk formet værktøj. Det er nemmere og hurtigere at opnå den ønskede hulstørrelse og give det en cylindrisk form.

Når alt kommer til alt, efter at have brugt en fjerbor med dens store tilspidsning, viser hullet sig at være forskellig i diameter: tættere på overfladen af prøven er det større, og i midten er det mindre.

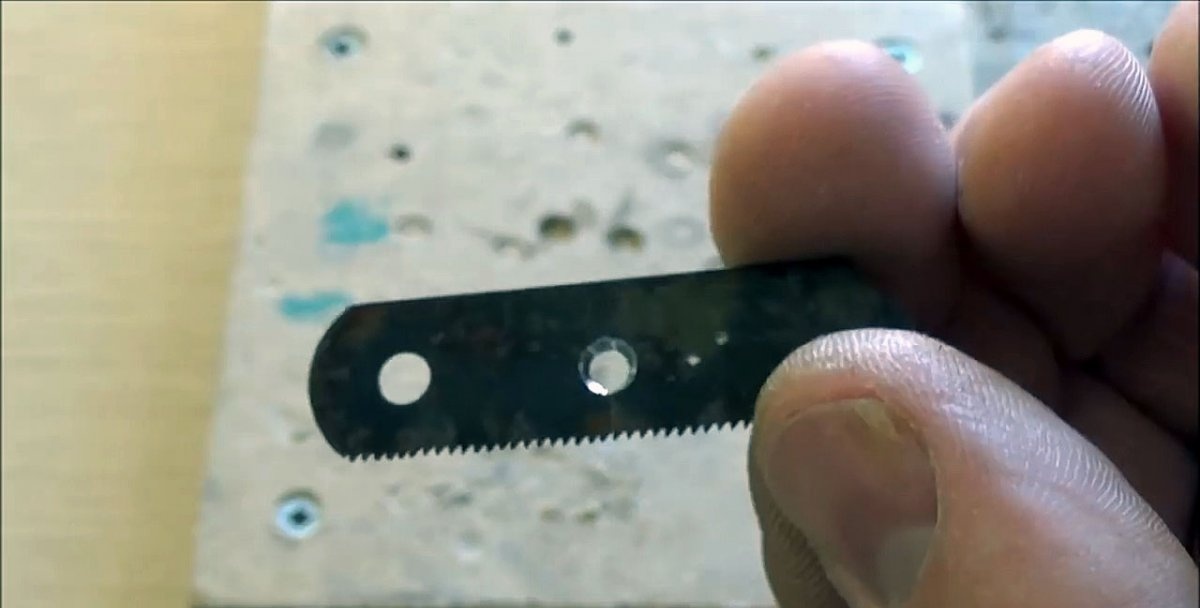
Lad os begynde at bore bladet fra en mekanisk sav.

For at gøre dette vælger vi også en zone tættere på tænderne, da metallet på dette sted er hårdere på grund af speciel hærdning.


Processen ser ud til at være hurtigere sammenlignet med de to foregående prøver. Dette kan ses på intensiteten af spåndannelse og produktionen af et gennemgående hul uden at bore fra bagsiden.

En af skærene hjælper med at bringe hullet til den ønskede diameter og give det en cylindrisk form, som i tidligere tilfælde.




I praksis har vi været overbevist om, at enhver kvalitet af højhastighedsstål kan bores med almindelige kinesiske fjerbor til fliser, hvis største fordele er tilgængelighed og en billig pris.Også i dette tilfælde er standardkuttere nyttige, ved hjælp af hvilke hullernes diameter er specificeret, og de får en cylindrisk form.
Sidste tips og noter
Ved at bruge linolie til boring (den bruges, når du arbejder med rustfrit stål og indeholder oliesyre), vil det være muligt at øge produktiviteten, skærpe værktøjet sjældnere og forbedre renligheden af behandlingen.
Praksis viser, at processen med at bore højhastighedsstål bliver mere produktiv, hvis du først bruger bor med en mindre diameter og derefter en større.
Nogle håndværkere bruger skruer eller skruer fremstillet i Tyskland og brugt til betonarbejde som værktøj til at bore højhastighedsstål. Deres karakteristiske træk er, at der på hovedet er bogstavet "H" (hærdet - hærdet).
Se videoen
Lignende mesterklasser






Særlig interessant






Kommentarer (23)
