Sådan forvandler du et timing gear til en fuldgyldig træskærer
Alt bidrager til en sådan metamorfose: metal, størrelsesforhold, tilstedeværelsen af lige eller skrå tænder osv. Kort sagt kan et timing gear fra en personbil tjene som et ideelt emne til fremstilling af en endefræser til træ.

Ud over det nævnte gear skal vi bruge et lille stykke stålrør og en boltforbindelse svarende til den tværgående størrelse af tandhjulets monteringshul.
I vores arbejde skal vi bruge følgende værktøjer og udstyr:
For at eliminere udløb af gearet, når vi behandler på en drejebænk, klemmer vi et metalrør i patronen og sliber dens ende til diameteren af gearmonteringshullet.

Vi installerer det på den drejede ende af røret, presser det med tailstock og behandler enden af emnet.
Lad os fortsætte til den vigtigste operation - skære tænder på gearet. For at gøre dette skal det være sikkert fastgjort i en skruestik, hvilket ikke er let at gøre uden en speciel holder.
Det er ikke svært at lave. Vi indsætter en bolt med passende diameter og længde i gearets monteringshul, på den anden side af emnet sætter vi en skive på bolten, derefter en bøsning, og spænder den resulterende samling med en møtrik ved hjælp af en justerbar skruenøgle.
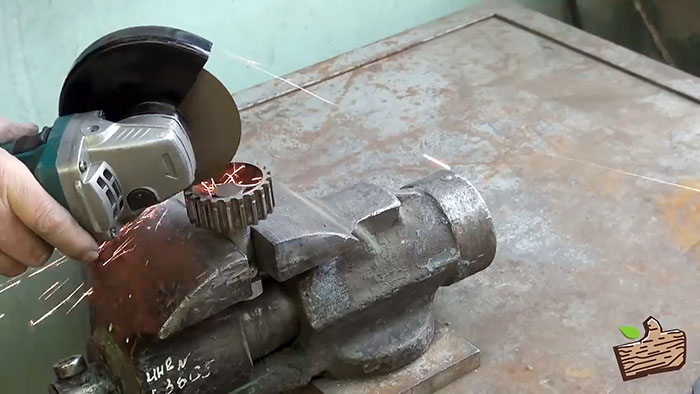
Nu er det muligt at fastgøre gearemnet sikkert til holderen i en skruestik og bruge en slibemaskine til at skære riller af samme dybde langs alle tandhjulets hulrum. De bestemmer højden af tænderne og slibningsvinklen på den fremtidige fræser.

Efter at have skåret rillerne i emnet adskiller vi holderen, fjerner møtrikken og bøsningen. Vi klemmer boltstangen i en skruestik, så gearet er på siden og kan drejes med en skruenøgle rundt om bolten placeret vandret.

Efter at have indstillet den beregnede slibevinkel ved hjælp af en slibemaskine skærer vi skæretænderne på den fremtidige fræser på gearets endeflade.

Efter at have lagt gearet med bolten fladt på en skruestik, fjerner vi graterne og giver tænderne deres endelige form, først med en fil med et groft hak og derefter med en fin.

Vi geninstallerer holderen helt på arbejdsemnets gear og bruger en gas-acetylensvejseskærer til at opvarme den, indtil den begynder at blive rød, og sænker den derefter skarpt ned i en beholder med vand.


Vi tjekker hårdheden af hærdningen og bemærker, at metallet ikke er hærdet nok, da det kan bearbejdes med en fint skåret fil.
Vi opvarmer emnet igen, men ved en højere temperatur, og bringer metallet til en lys rød glød, hvorefter vi nedsænker den næsten færdige fræser i en beholder med vand til bratkøling.
Vi sliber en mindre fra bøsningen til holderen for at kompensere for diameteren af monteringshullet på vores fræser, 16 mm, og diameteren af spindlen på vinkelsliberen, 14 mm.

Vi fjerner skæreskiven fra vinkelsliberspindelen, installerer adapterbøsningen og på den en hjemmelavet fræser lavet af timing gearet og fastgør alt med en klemmøtrik.


Vi presser sikkert et stykke bræt til arbejdsbordsbordet ved hjælp af en klemme, tænder for kværnen og kontrollerer det ved tomgang uden belastning. Værktøjet fungerer problemfrit, og der mærkes ingen vibrationer.
Vi øger hastigheden og begynder at fræse overfladen af brættet. Vi mærker straks en mærkbar belastning på hænderne, hvilket tyder på, at der bliver fjernet meget træ. For bekvemmelighed og sikkerhed ved arbejdet skruer vi sidehåndtaget ind i vinkelsliberen.

Hvis arbejdet, der skal udføres, er sart, skal skærpningsvinklen på tænderne på en hjemmelavet fræser gøres mindre; for at øge produktiviteten skal den tværtimod gøres større.
Vil behøve
Ud over det nævnte gear skal vi bruge et lille stykke stålrør og en boltforbindelse svarende til den tværgående størrelse af tandhjulets monteringshul.
I vores arbejde skal vi bruge følgende værktøjer og udstyr:
- drejebænk og slibemaskine;
- skydelære;
- metalfiler med grove og fine snit;
- bænk skruestik og klemme;
- justerbar skruenøgle og hammer;
- gas-acetylen svejsning;
- beholder med vand.
Fremgangsmåden til fremstilling af en træskærer fra et timing gear
For at eliminere udløb af gearet, når vi behandler på en drejebænk, klemmer vi et metalrør i patronen og sliber dens ende til diameteren af gearmonteringshullet.
Vi installerer det på den drejede ende af røret, presser det med tailstock og behandler enden af emnet.
Lad os fortsætte til den vigtigste operation - skære tænder på gearet. For at gøre dette skal det være sikkert fastgjort i en skruestik, hvilket ikke er let at gøre uden en speciel holder.
Det er ikke svært at lave. Vi indsætter en bolt med passende diameter og længde i gearets monteringshul, på den anden side af emnet sætter vi en skive på bolten, derefter en bøsning, og spænder den resulterende samling med en møtrik ved hjælp af en justerbar skruenøgle.
Nu er det muligt at fastgøre gearemnet sikkert til holderen i en skruestik og bruge en slibemaskine til at skære riller af samme dybde langs alle tandhjulets hulrum. De bestemmer højden af tænderne og slibningsvinklen på den fremtidige fræser.
Efter at have skåret rillerne i emnet adskiller vi holderen, fjerner møtrikken og bøsningen. Vi klemmer boltstangen i en skruestik, så gearet er på siden og kan drejes med en skruenøgle rundt om bolten placeret vandret.
Efter at have indstillet den beregnede slibevinkel ved hjælp af en slibemaskine skærer vi skæretænderne på den fremtidige fræser på gearets endeflade.
Efter at have lagt gearet med bolten fladt på en skruestik, fjerner vi graterne og giver tænderne deres endelige form, først med en fil med et groft hak og derefter med en fin.
Vi geninstallerer holderen helt på arbejdsemnets gear og bruger en gas-acetylensvejseskærer til at opvarme den, indtil den begynder at blive rød, og sænker den derefter skarpt ned i en beholder med vand.
Vi tjekker hårdheden af hærdningen og bemærker, at metallet ikke er hærdet nok, da det kan bearbejdes med en fint skåret fil.
Vi opvarmer emnet igen, men ved en højere temperatur, og bringer metallet til en lys rød glød, hvorefter vi nedsænker den næsten færdige fræser i en beholder med vand til bratkøling.
Vi sliber en mindre fra bøsningen til holderen for at kompensere for diameteren af monteringshullet på vores fræser, 16 mm, og diameteren af spindlen på vinkelsliberen, 14 mm.
Test af en hjemmelavet træskærer
Vi fjerner skæreskiven fra vinkelsliberspindelen, installerer adapterbøsningen og på den en hjemmelavet fræser lavet af timing gearet og fastgør alt med en klemmøtrik.
Vi presser sikkert et stykke bræt til arbejdsbordsbordet ved hjælp af en klemme, tænder for kværnen og kontrollerer det ved tomgang uden belastning. Værktøjet fungerer problemfrit, og der mærkes ingen vibrationer.
Vi øger hastigheden og begynder at fræse overfladen af brættet. Vi mærker straks en mærkbar belastning på hænderne, hvilket tyder på, at der bliver fjernet meget træ. For bekvemmelighed og sikkerhed ved arbejdet skruer vi sidehåndtaget ind i vinkelsliberen.
Hvis arbejdet, der skal udføres, er sart, skal skærpningsvinklen på tænderne på en hjemmelavet fræser gøres mindre; for at øge produktiviteten skal den tværtimod gøres større.
Se videoen
Lignende mesterklasser

Sådan reparerer du en knækket geartand

Sådan gør du en boremaskine til en overfræser ved hjælp af simpelt udstyr

Træskærer til gennemgående og blinde huller lavet af bolte

Fuldstændig adskillelse af buskryddergearkassen for at fjerne slidprodukter

Gendannelse af plastgearstænder ved rifling

Ballerinaskærer justerbar til træ
Særlig interessant






Kommentarer (6)
