Teräksen kovettaminen - visuaalinen kokeilu
Tuttu teräs on raudan ja hiilen seos. Puhdas rauta on muokattavaa ja pehmeää, sen käyttöalue on rajallinen. Erilaiset valssatut teräkset ja terästuotteet muuttavat merkittävästi kovuuttaan ja taipuisuuttaan erilaisilla lämpökäsittelyillä:
- Karkaiseva teräs koostuu kuumennuksesta korkeisiin lämpötiloihin ja nopeasta jäähdyttämisestä öljyssä tai vedessä. Tämä tuottaa vahvaa mutta hauras terästä.
- Teräksen karkaisu on päinvastainen prosessi, jolle on ominaista hidas jäähtyminen kuumentamisen jälkeen.
Terästuotteen oikea karkaisu ja karkaisu mahdollistaa "kultaisen keskiarvon" tai materiaalin, jolla on lisääntynyt lujuus ja kovuus. Lämpökäsittely mahdollistaa teräksen taipumisen ennen rikkoutumista, eikä se murtu hauraalla tavalla, mikä voi olla hyödyllistä monissa tuotteissa.
Teräksessä on seosaineita; eri koostumukset tarkoittavat, että seokset voivat vaatia erilaisia kuumennusaikoja ja lämpötiloja. Sekä erilaisia jäähdytysmenetelmiä (nopeuksia).
Materiaalit ja varusteet
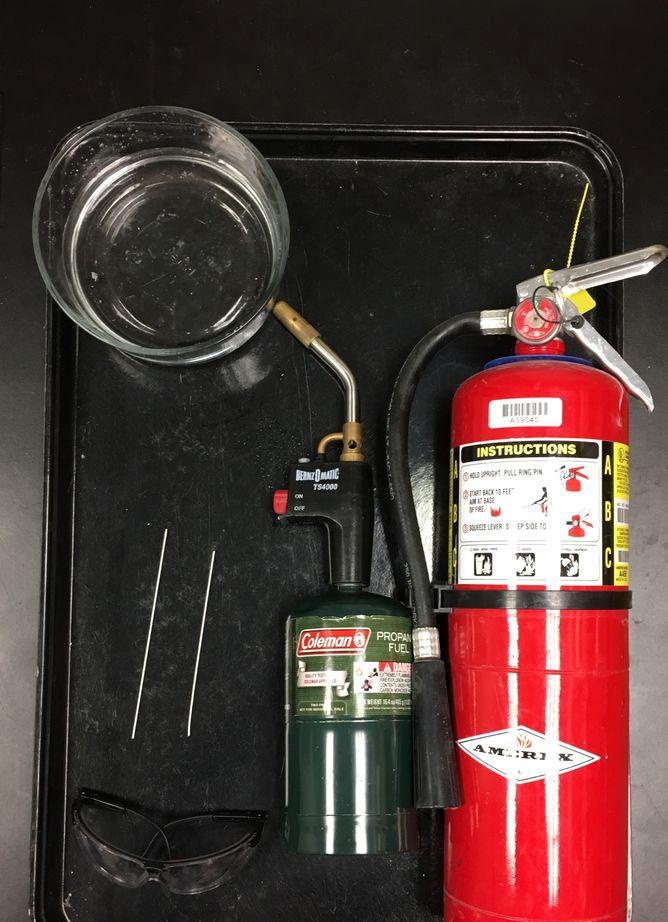
Teräksen karkaisukokeiden suorittamiseen tarvitsemme:
- kaasupoltin tai puhallin;
- kaksi tankoa teräslaadusta 1040 (venäläinen vastine: St. 40 tai St. 49G);
- vesisäiliö kovettumista varten.
Turvallisuus:
Tulitöitä tehtäessä on suoritettava lisätoimenpiteitä riittävän turvallisuuden varmistamiseksi. Teräksen kuumentaminen avoimella liekillä puhalluspolttimesta vaatii henkilökohtaisia suojavarusteita (käsineet ja suojalasit). Lisäksi tarvitset sammuttimen, ämpäri vettä ja huovan (asbestilevy).
Teräksen karkaisutöiden suorittaminen
Tarkistamme vielä kerran palontorjunta- ja henkilönsuojainten saatavuuden ja huollon. Aloitetaan:
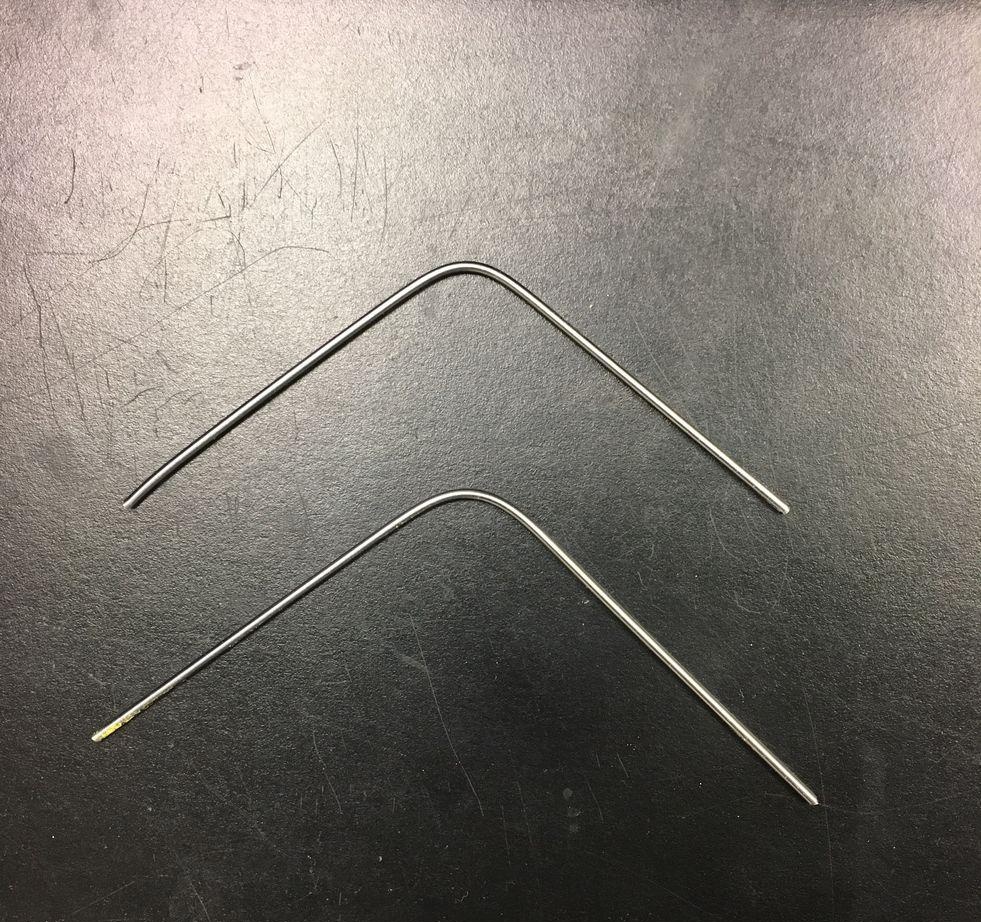
Taivutetaan tangomme "U"-kirjaimen muotoon.
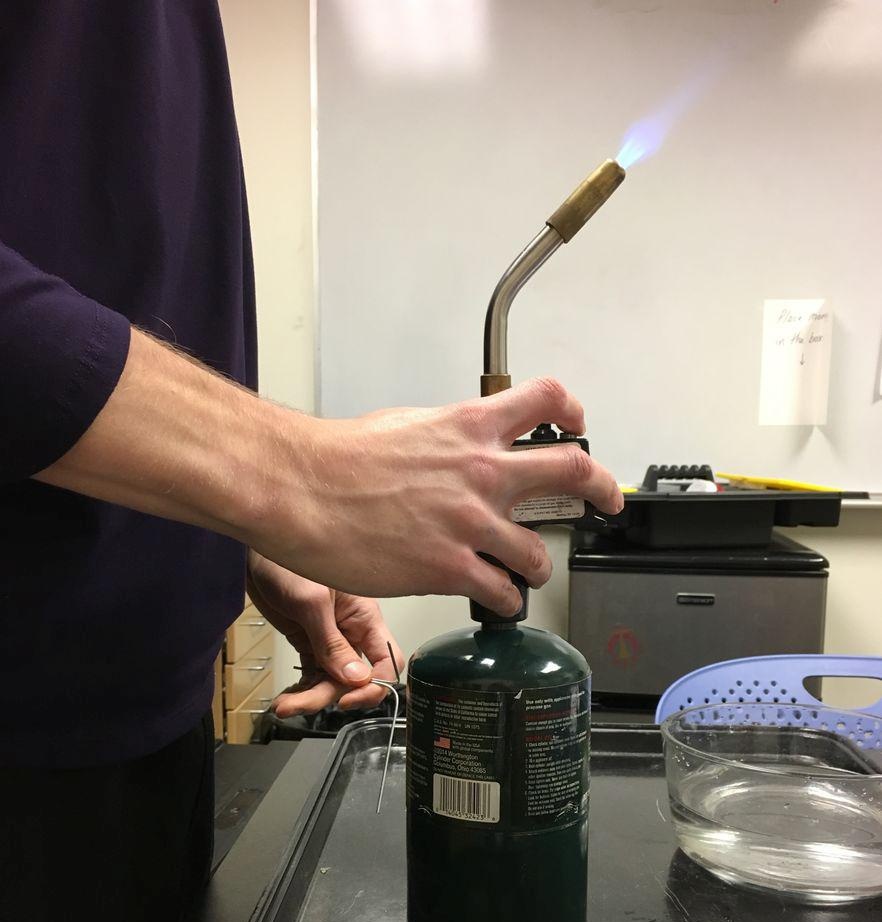
Laitetaan kaasu päälle ja sytytetään kaasupoltin. Varmista, että taskulamppu on sinusta poispäin. Varmista, että kukaan muu ei ole 1 metrin säteellä taskulampusta sen palaessa. Pidä sammutin lähellä hätätilanteessa.
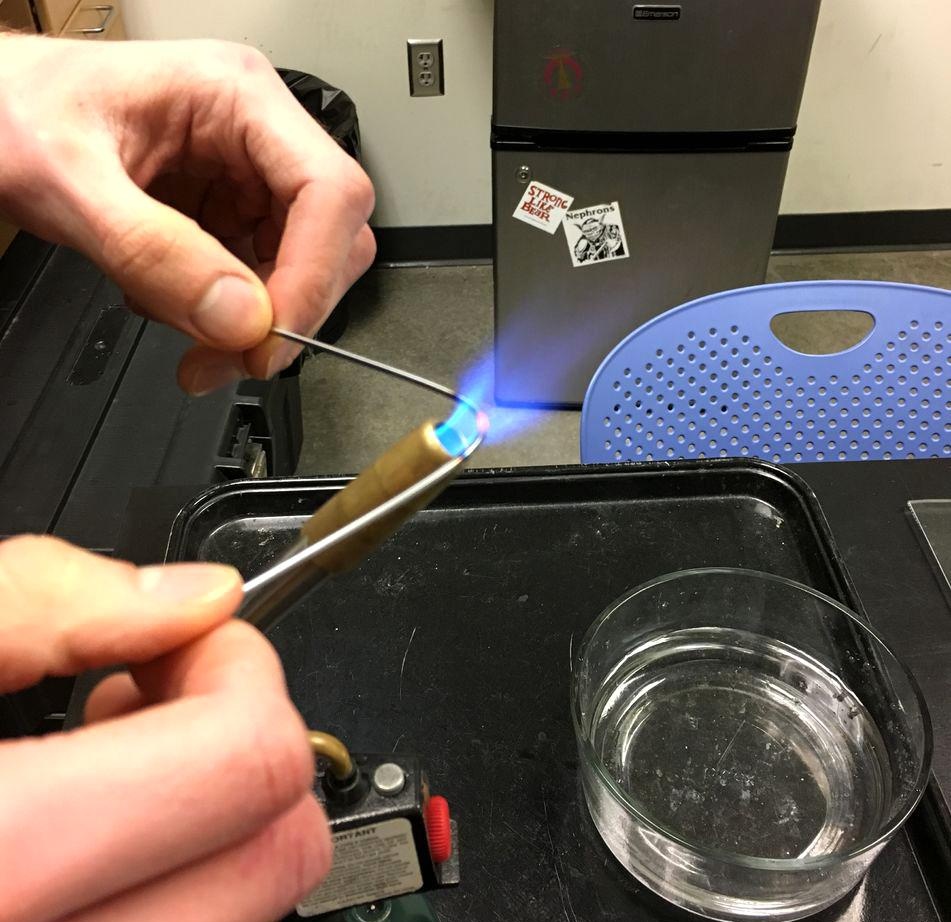
Aseta U-sauvan kaareva osa liekin kuumimpaan kohtaan pitäen kiinni terästangon kahdesta päästä.
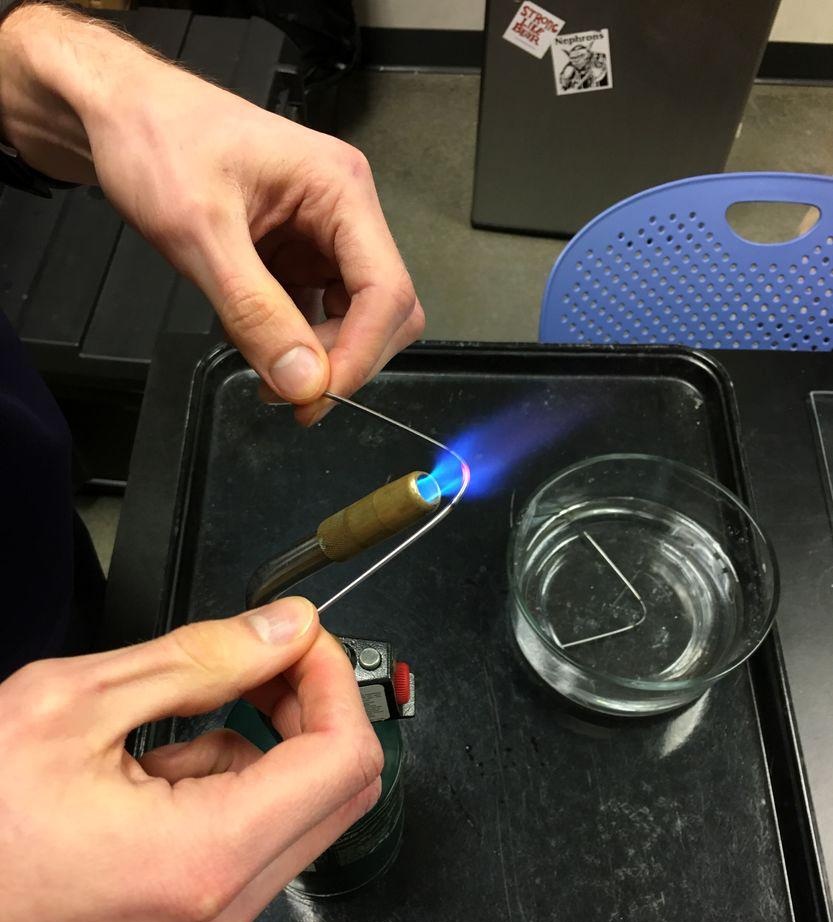
Liekin kuumin osa on pieni kartio noin puolessa välissä liekkiä. Varmista tasaisen kuumenemisen varmistamiseksi, että kierrät sauvaa, kun se kuumenee liekillä. Suurimman lämpenemisen kohdalla alkaa raudan, hiilen ja seosten komponenttien atomien uudelleenjärjestely.

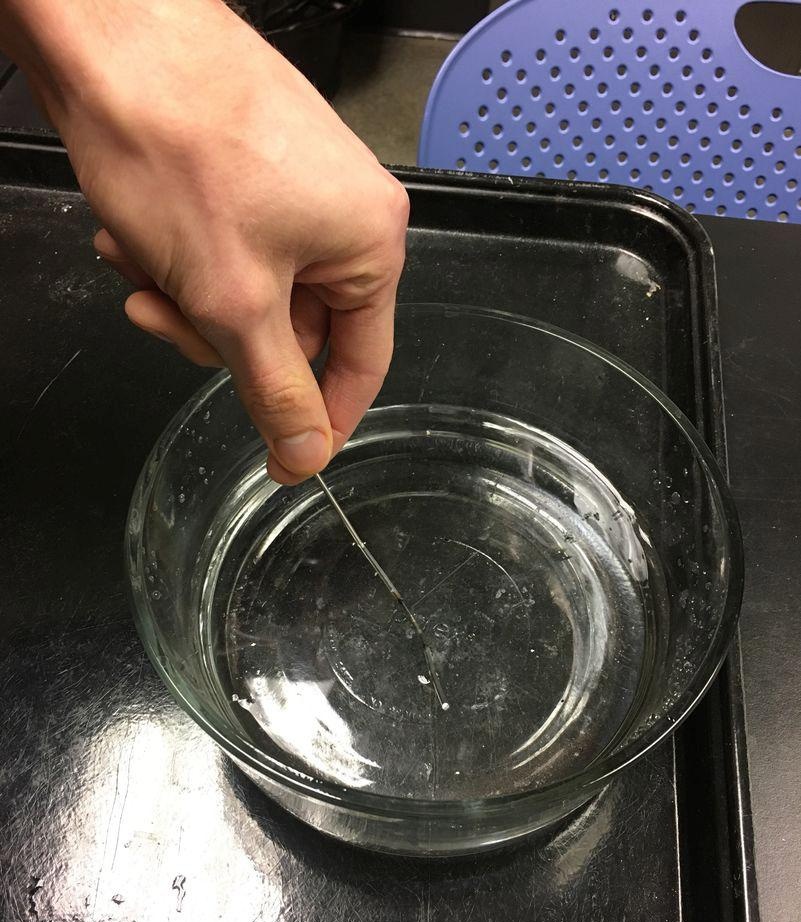
Kun sauva muuttuu kirkkaan oranssiksi kuumennettaessa, poista sauva liekistä ja kasta se nopeasti säiliön sisällä olevaan veteen kuvan osoittamalla tavalla (kutsutaan "sammutukseksi"). Sammutus vähentää atomien liikkumista, ja se voidaan kuvata teräsatomien "jäätymisenä" uudessa paikassa. Tällä hetkellä atomit ovat epävakaassa asennossa.
Toista vaiheet 3 ja 4 toisen terästangon kanssa.

Ota toinen terästanko ja koveta se kuumentamalla sitä polttimella 10 sekuntia. Älä koveta ensimmäistä terästankoasi! Laittamalla se vesisäiliöön, suoritamme teräksen toissijaisen karkaisun tai lämpökarkaisun.Tämä sallii metalliatomien "rentoutua" ja asettua vakaampaan asentoon.
Suoristamme molemmat tangot havainnollistamaan mekaanisten ominaisuuksien eroa. Ensimmäinen sauva (sauva, jota ei ole karkaistu toista kertaa) on erittäin hauras ja rikkoutuu, koska atomit eivät ole vakaassa asennossa.
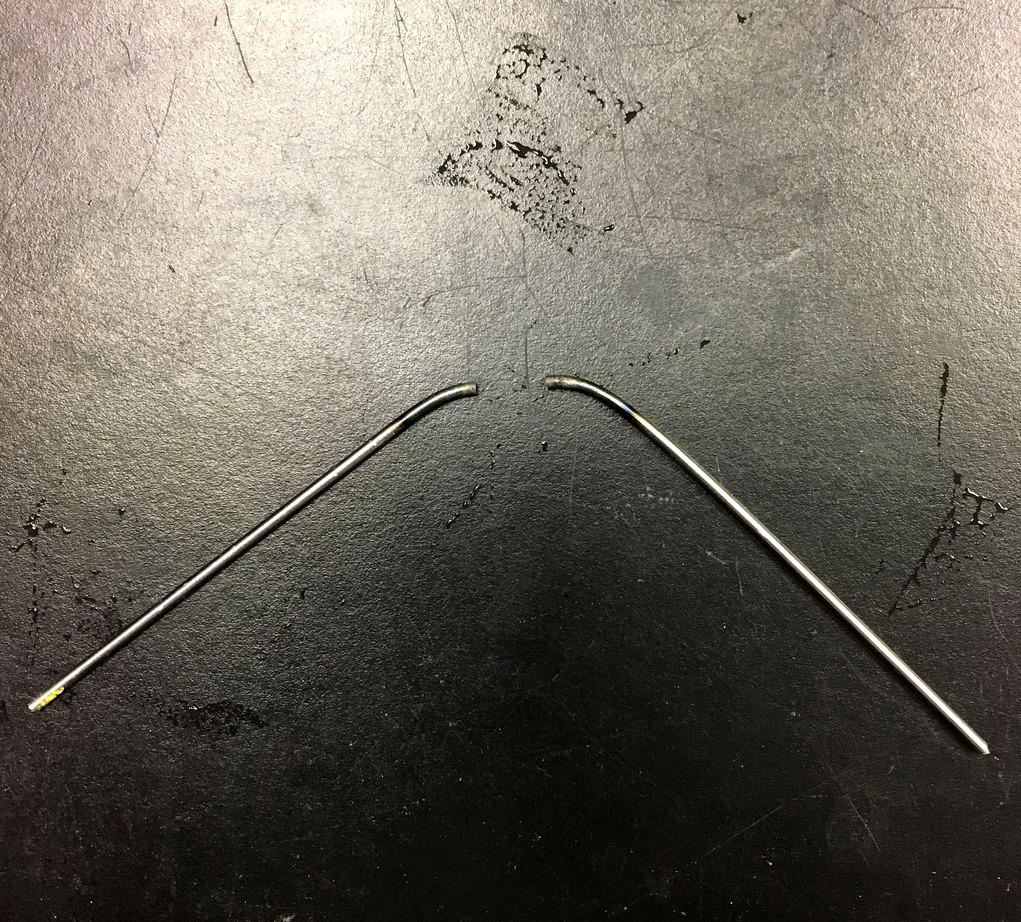
Toinen sauva, joka on lämmitetty ja sammutettu (karkaistu), taipuu, mutta U-muoto säilyy. Koska tämä sauva sammutettiin ja karkaistiin, atomien annettiin "rentoutua" vakaaseen asentoon, materiaalista tuli vahvempi ja jäykempi menettämättä muodonmuutoskestävyyttään.

johtopäätöksiä
Tämä esimerkki niukkaseosteisen hiiliteräksen yksinkertaisimmasta karkaisusta ja karkaisusta osoitti lämpökäsittelyn mahdollisuudet ja sen vaikutuksen metallin fysikaalisiin ominaisuuksiin.
Alkuperäinen artikkeli englanniksi
Samanlaisia mestarikursseja






Erityisen mielenkiintoista






Kommentit (2)
