Comment percer une fraise rapide - Acier P18
Il est possible qu'un spécialiste de la transformation des métaux doive percer de l'acier rapide P18. Pour ce faire, vous aurez besoin d'une perceuse dont les caractéristiques doivent dépasser le matériau à traiter.
Quick Cutter P18 est un acier à outils utilisé pour la production de fraises, forets, fraises, alésoirs, broches, etc. Ils peuvent être utilisés pour traiter des aciers de construction d'une résistance allant jusqu'à 1 000 MPa.
Matériaux et outils utilisés
Pour notre expérience pratique, nous aurons besoin de :
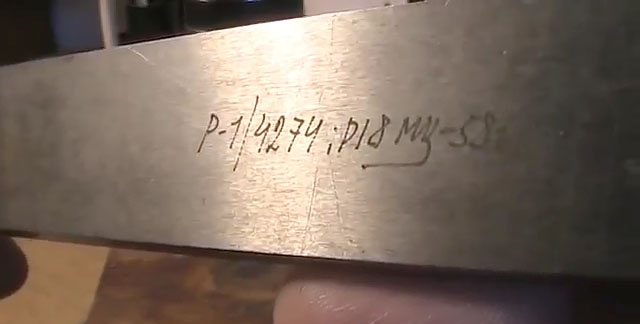
- Outil de tournage amovible en acier P18, fabriqué en 1958.
- Il ne s'agit pas d'un nouveau foret à plumes d'un diamètre de 5 mm pour la céramique et le verre.
- Perceuse de table avec vitesse de broche réglable.
- Machine à émeri pour affûter les outils.
- Étriers.
- Lime brute pour métal.
- Un morceau de tige carrée en acier P18.
- Fraise en acier R6M5.

Processus de test
Pour l'expérience, nous avons opté pour un outil de coupe en acier P18, fabriqué en Union soviétique, ce qui constitue une garantie fiable de sa haute qualité. C'est un matériau assez résistant.En plus des fraises tournantes, divers outils en sont fabriqués, qui sont utilisés pour traiter les aciers de construction et d'autres métaux.
L'outil de test était un foret à pointe d'occasion de 5 mm de diamètre fabriqué en Chine, couramment utilisé sur le métal, la céramique, le verre et la pierre.

Pour restaurer les caractéristiques de coupe de ce foret, nous le corrigerons légèrement sur une meule à entraînement mécanique.


Nous insérons la perceuse dans le mandrin de la perceuse de table et la fixons solidement avec une clé.
Pour référence, utilisez un pied à coulisse pour mesurer l'épaisseur de la partie coupante de l'outil de coupe. Il s'est avéré qu'il était égal à 3,5 mm.

Nous veillons à ce que la course verticale de la broche soit suffisante pour effectuer le perçage traversant de la fraise. Pour ce faire, vous devez vous assurer que l'extrémité du foret atteint le plan de la base et qu'il reste encore une certaine réserve de marche.
Nous commençons à percer en relâchant de temps en temps la pression sur l'outil. Cela est nécessaire pour le refroidir au moins partiellement et le nettoyer des copeaux et des particules métalliques formés lors du perçage.

Au moment où le haut de l'outil sort du côté opposé, on arrête le processus et on retourne la fraise de l'autre côté. Nous plaçons la perceuse sur la marque et terminons le processus.

Le trou traversant dans la zone de la partie coupante de l'outil de coupe en acier P18 est prêt ! Nous n'y avons pas consacré plus de 2-3 minutes, sans faire beaucoup d'efforts, sans complications et avec un seul affûtage de la perceuse.
Bien entendu, une lime à main rugueuse pour le métal ne convient pas au traitement de l'acier P18, à moins qu'elle ne puisse être utilisée pour éliminer les bavures formées pendant le processus de perçage.
Pour vérifier les résultats obtenus, nous prenons une tige carrée en acier P18, la perçons et veillons à ce que le processus de traitement et ses résultats restent les mêmes, pas différents de la première fois.
Essayons d'utiliser le même foret sans réaffûtage pour percer un carré, ou mieux encore, une fraise en acier rapide R6M5, qui a des propriétés de coupe plus élevées que les outils en acier R18, notamment en termes de température de fonctionnement admissible. Et la perceuse s'adapte bien à ce matériau.
Étonnamment, un foret chinois ordinaire bon marché à pointe de 5 mm, conçu principalement pour travailler la céramique et le verre, perce facilement non seulement l'acier à outils rapide P18, mais également la nuance plus durable P6M5.

Conclusions finales
Nous pensons qu'avec un investissement de temps et d'efforts légèrement plus important, le même résultat peut être obtenu en utilisant un foret fabriqué dans le même acier P18. De plus, choisir la vitesse optimale, qui devrait clairement être inférieure.
Une lubrification périodique de la perceuse facilitera également le processus, ce qui facilitera un meilleur traitement du métal et refroidira quelque peu l'outil pendant le perçage. Plusieurs affûtages peuvent être nécessaires.
Bien sûr, faire un trou n’est pas difficile. Il n'y a pas besoin de scrupules particuliers, l'essentiel est d'avoir suffisamment de persévérance et de patience. Mais lorsqu'il est nécessaire de percer au moins une douzaine de trous dans cette fraise rapide, alors tous les défauts d'affûtage, de mode de perçage, de manque de lubrification et de refroidissement de l'outil joueront un rôle décisif.
Voir la vidéo
Classes de maître similaires






Particulièrement intéressant






Commentaires (8)
