Comment réparer une dent d'engrenage cassée

Dans les mécanismes des années de production précédentes (machines-outils, boîtes de vitesses, entraînements), les engrenages et les engrenages étaient souvent en fonte grise, qui, sous des charges faibles et moyennes, n'étaient pas inférieures à leurs homologues en acier, et le processus de coulée de la fonte était plus simple et moins cher que l'acier.
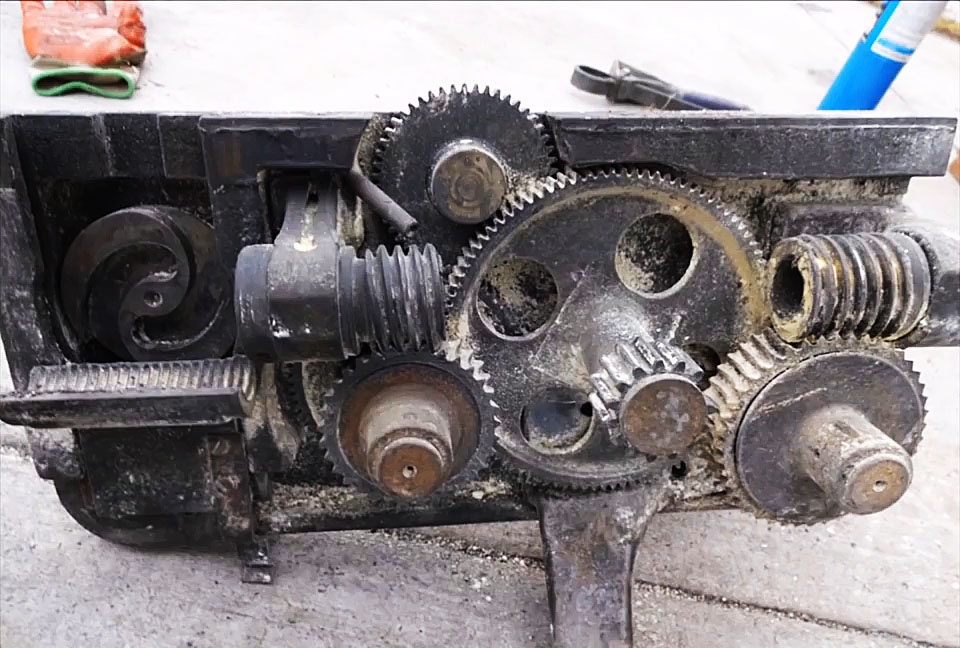
Mais la fonte est fragile, et dans les engrenages et les engrenages, avec un changement brusque de charge ou son augmentation, les dents se sont cassées et tout le mécanisme est tombé en panne. Bien entendu, il vaudrait mieux remplacer un engrenage ou un engrenage avec une dent manquante par un produit neuf, ce qui n'est pas toujours possible. Il ne reste plus qu'à essayer de restaurer la dent d'une autre manière.

L'une des options est associée à la préparation mécanique du site de la dent cassée, au surfaçage d'un matériau approprié en termes de résistance et d'autres caractéristiques, et au traitement du surfaçage jusqu'à l'obtention d'une nouvelle dent avec une géométrie exacte.
Équipements, appareils et matériaux nécessaires
Pour le travail, nous avons besoin de :
- meuleuse et mini perceuse (perceuse);
- chalumeau de soudage oxyacétylène;
- les acariens;
- batteur (tête de mesure);
- tour;
- papier de verre;
- un arbre avec un écrou et une butée tubulaire pour l'ensemble engrenage et pignon ;
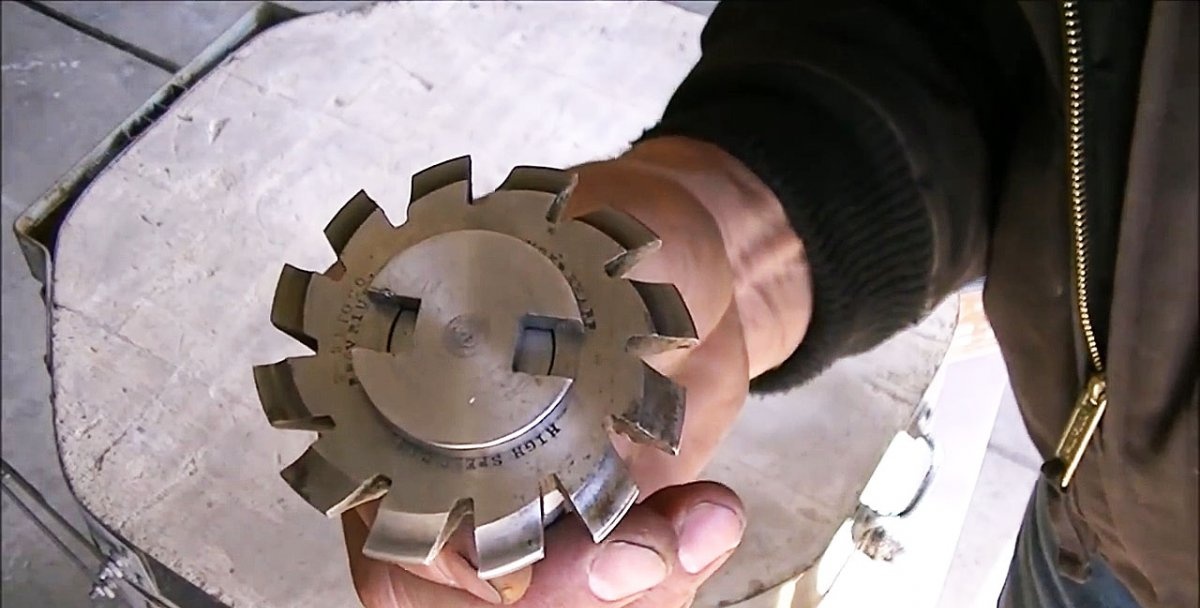
- fraise pour former le profil de la cavité entre les dents ;
- axe de coupe avec poignée clé en main ;
- fraiseuse avec tête diviseuse;
- instrument de mesure (pied à coulisse, micromètre), etc.
Pour combler l'espace entre deux dents intactes adjacentes par rapport à une dent cassée, il faut :
- tige de bronze siliceux (silicone);
- flux (partie principale : borax avec un petit mélange de magnésium) ;
- couverture de soudage en fibre de verre;
- chiffons, serviettes en tissu, etc.
Le processus de restauration d’une dent cassée
Il se compose de trois étapes :
- Préparer la place et combler (sceller) l'espace entre deux dents intactes adjacentes par rapport à celle manquante.
- Fabrication d'un support pour une fraise à engrenages et d'un axe pour fixer l'engrenage et le réducteur sur la machine pendant le traitement.
- Former un profil de dent en enlevant le matériau déposé avec une fraise spéciale des deux côtés.
Préparation de la zone de soudure

La fonte grise étant difficile à usiner mécaniquement, il est quasiment impossible de le faire avec une mini-perceuse. Il est préférable et plus rapide de broyer une dent cassée à l'aide d'une meuleuse.
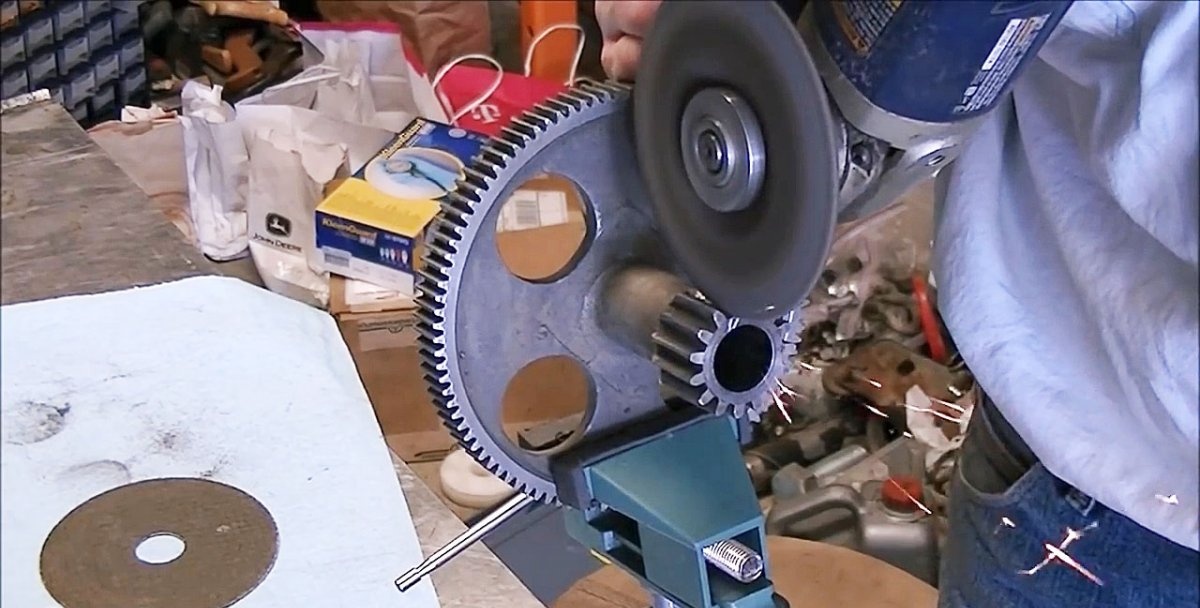
À la fin, vous pouvez utiliser une perceuse pour rendre la base rugueuse. Cela garantira une connexion plus solide entre le matériau soudé et la fonte.


Processus de soudure thermique
Cela commence par un chauffage complet et uniforme, à l'aide d'un chalumeau gaz-acétylène, de la zone de soudure et des parties adjacentes de l'engrenage. Sinon, le risque de formation de fissures dans la pièce en fonte augmente.
Ensuite, la zone de soudure et la tige de bronze légèrement siliceuse (silicone) sont chauffées au rouge, qui, après chauffage, est descendue dans un récipient avec un flux, composé principalement de borax additionné d'une petite quantité de magnésium.
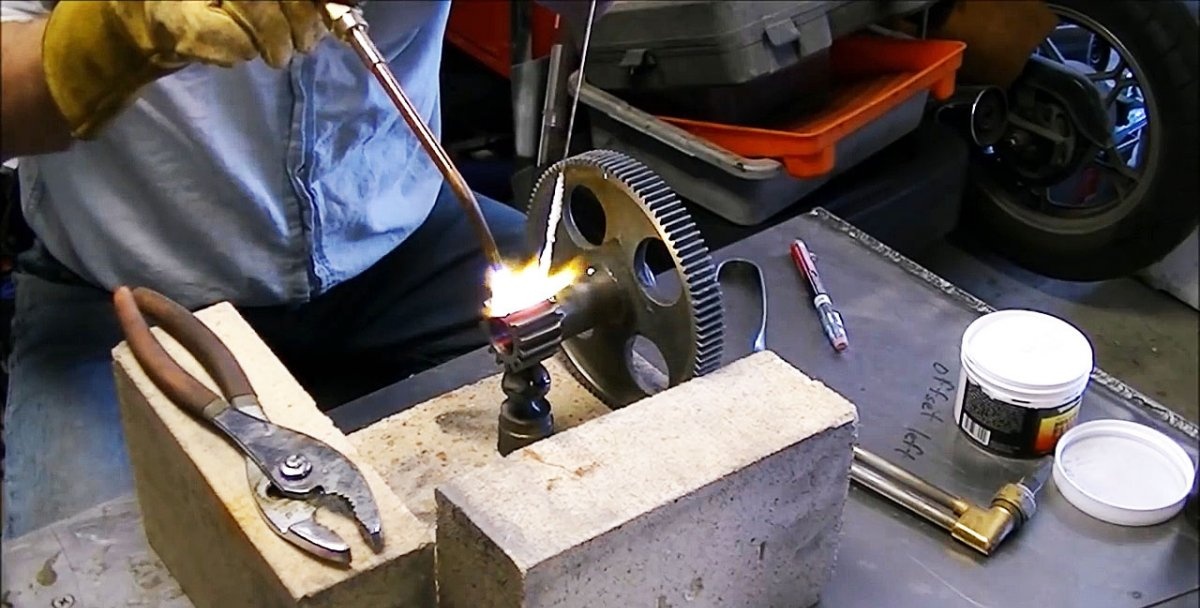
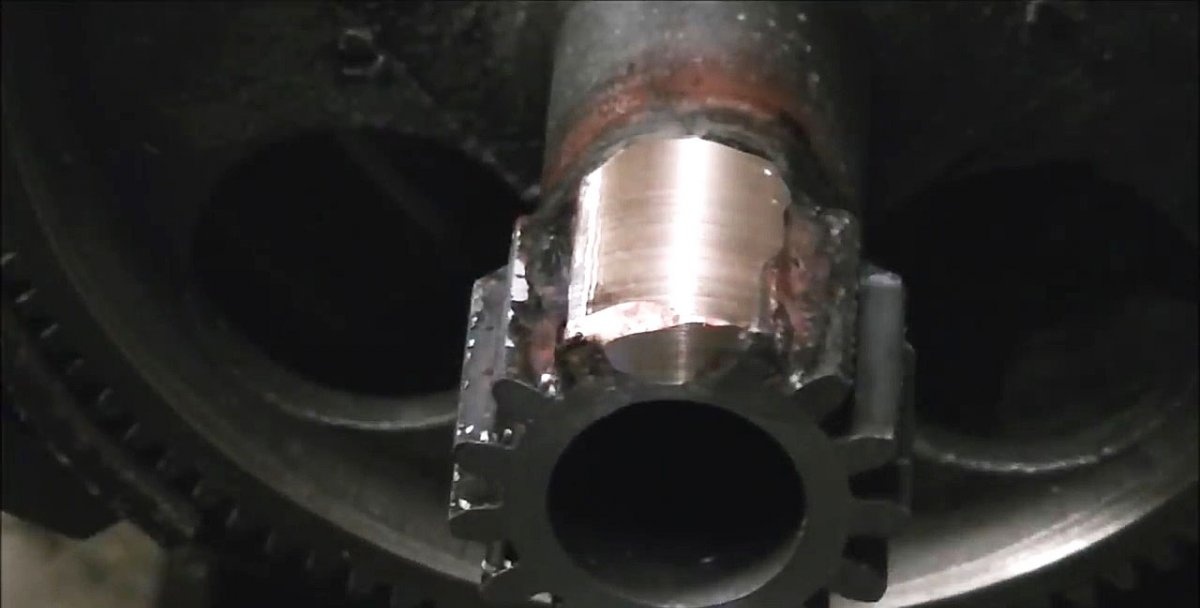
Ensuite, une tige de bronze silicone recouverte de flux est placée sur la cavité et fondue à l'aide de la flamme d'un chalumeau à acétylène. Cette opération se poursuit jusqu'à ce que la soudure en bronze-silicium remplisse tout le volume de la cavité entre les dents intactes adjacentes.
À la fin de cette étape, afin que la soudure ne se fissure pas à cause du refroidissement rapide, nous recouvrons la pièce à restaurer d'une couverture de soudure en fibre de verre et la laissons refroidir lentement pendant le temps requis.

Processus d'usinage des extrémités d'engrenages brasées
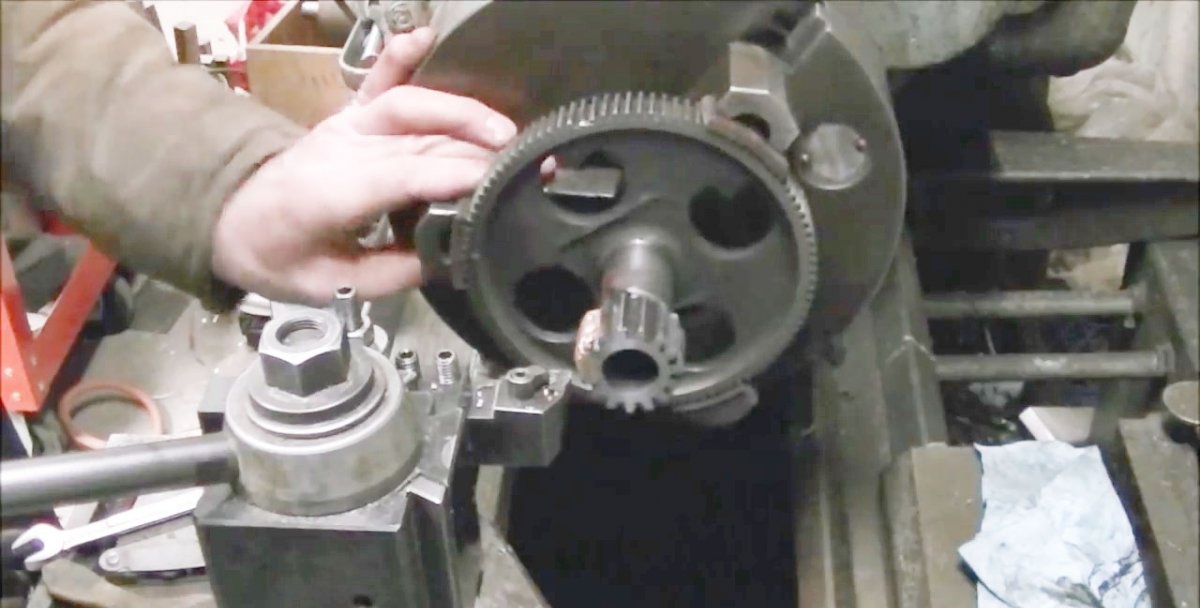
Nous fixons la roue dentée dans le mandrin du tour et, à l'aide d'une tête de mesure, réglons le bloc avec le faux-rond minimum autorisé, en frappant l'engrenage d'un côté ou de l'autre avec un maillet, si nécessaire.
Ensuite, à l'aide de cutters, on retire les billes de soudure dépassant des extrémités de l'engrenage. En fin de tournage, nous meulons les zones de traitement avec du papier de verre.


Préparation du bloc et du cutter pour le travail

Nous plaçons l'engrenage et le bloc d'engrenages sur un tour sur un axe pré-préparé en serrant l'écrou et la butée cylindrique.

Pour fabriquer un support pour un cutter, nous prenons une tige d'acier d'une certaine longueur et d'un diamètre légèrement supérieur au trou de montage de l'outil. Nous le fixons dans le mandrin du tour et perçons d'abord un petit trou à une extrémité avec un foret de centrage, que nous agrandissons ensuite avec un foret hélicoïdal jusqu'à la taille requise.
Ensuite, nous fixons le taraud dans la contre-pointe de la machine et l'insérons dans le trou à l'extrémité de la tige.Nous reculons la poupée et coupons le filetage manuellement, en faisant tourner le robinet avec une manivelle. Dans le filetage obtenu, nous vissons un boulon fait maison avec une tête cylindrique plate et deux découpes rectangulaires situées symétriquement par rapport au centre de la tige pour le saisir avec une clé spéciale.

Ensuite, nous terminons la tige de l'autre côté et la rectifions à la longueur requise pour correspondre au diamètre de la broche de la fraiseuse. Nous effectuons le tournage avec contrôle périodique du diamètre afin de ne pas desserrer la dimension. À la fin, nous ponçons la zone de tournage avec un ruban de papier de verre et l'essuyons avec un chiffon.
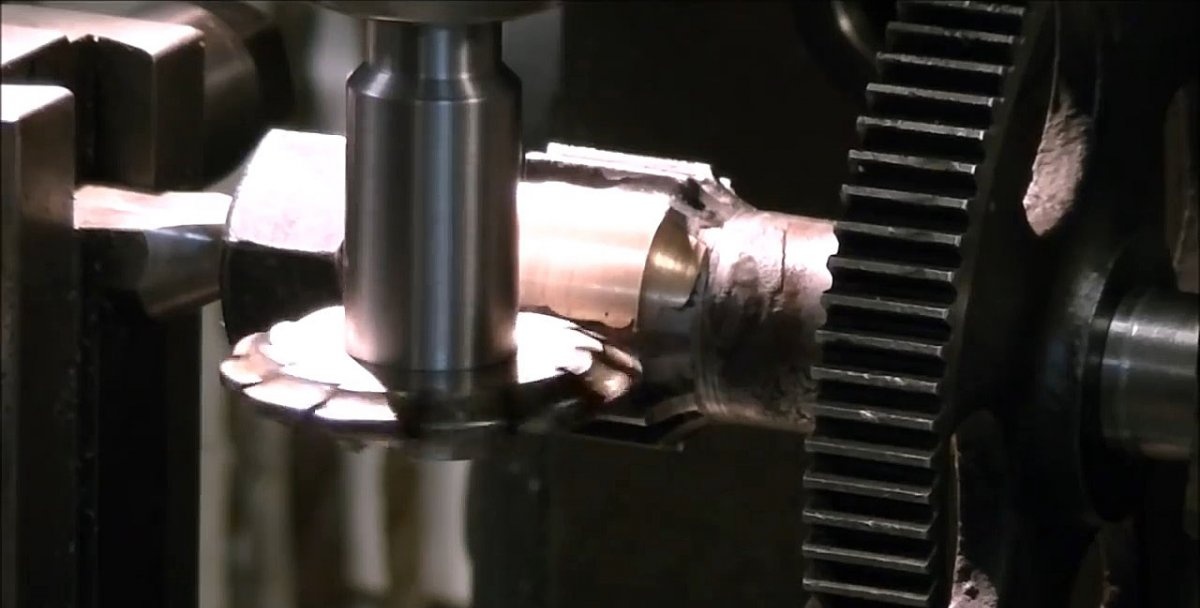
Formation du profil dentaire
Nous fixons le porte-fraise dans la broche de la fraiseuse et rectifions la tige à la taille du trou dans la fraise, en mesurant périodiquement le diamètre avec un micromètre. À la fin, nous ponçons la rainure avec du papier de verre et l'essuyons avec un chiffon.
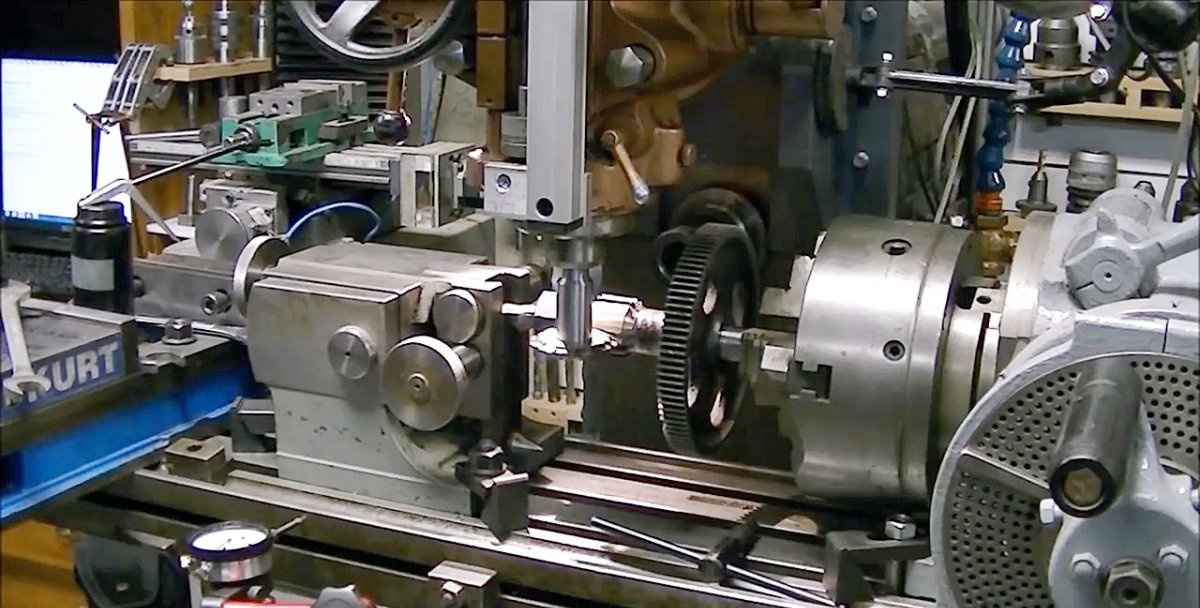
Nous plaçons le couteau sur le support et le fixons à l'extrémité avec un boulon de fixation, d'abord à la main, et à l'extrémité avec une clé spéciale avec une manivelle. Nous installons la tête de division et la contre-pointe sur la table de travail de la fraiseuse. En serrant entre elles une tige d'acier parfaitement droite, nous alignons ces unités pour assurer une coaxialité maximale dans les plans vertical et horizontal. Pour ce faire, nous utilisons des têtes de mesure et ajustons la position de la contre-pointe par rapport à la tête diviseuse. Après alignement, ces unités sont solidement fixées à la table de la fraiseuse.
L'opération la plus importante est l'alignement précis de la fraise par rapport à l'engrenage à restaurer. Pour ce faire, nous utilisons un pied à coulisse, un micromètre et une règle en métal.
Nous divisons les caractéristiques de la tête par le nombre de dents et obtenons le nombre de tours de manche pour 1 dent. Le résultat est généralement un nombre fractionnaire. Cette valeur se retrouve ensuite sur le cercle diviseur.
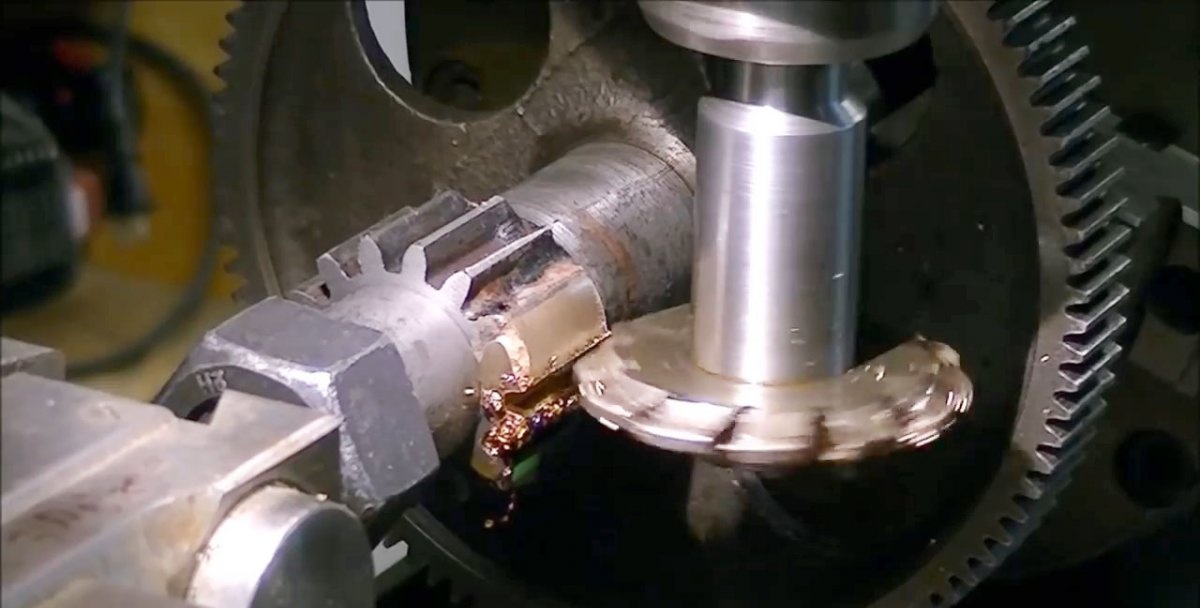
Vous pouvez maintenant allumer la broche de la fraiseuse et commencer à façonner l'une des cavités de la dent à restaurer. Il est préférable de le faire en 2-3 passes pour ne pas endommager le revêtement. Lors de la formation d'une dent, il est nécessaire d'éliminer les particules de matériau coupé de la fraise et de lubrifier l'outil. Ensuite, nous éloignons la fraise et tournons l'engrenage d'exactement d'un pas avec la tête de division et répétons l'opération précédente.


Une note
Pourquoi utiliser du bronze au silicium pour former une dent sur un engrenage en fonte ? N'est-il pas plus sûr de souder la cavité entre les dents avec une électrode en fonte, puis de la traiter avec une fraise à engrenages ?
Si vous faites cela, en raison de la température élevée, la fonte « blanchit » et crée des zones pratiquement impossibles à usiner. Le bronze au silicone a une résistance similaire à celle de la fonte grise et une résistance à la traction encore plus élevée. En même temps, son traitement, comme nous l'avons vu, n'est pas du tout difficile.
Voir la vidéo
Classes de maître similaires

Comment restaurer une perceuse grillée en la convertissant de 220 V à 12 V

Comment restaurer un engrenage en plastique

Comment transformer un engrenage de distribution en un coupe-bois à part entière

Démontage complet de la boîte de vitesses de la débroussailleuse pour éliminer les produits d'usure

Restauration des dents d'engrenages en plastique par moletage

Comment couper et affûter de nouvelles dents sur une vieille scie
Particulièrement intéressant

Une façon simple de souder l'aluminium

Comment restaurer une chauve-souris

Dispositif d'affûtage de forets

Comment faire un trou dans de l'acier trempé sans percer

L'appareil le plus simple pour affûter les couteaux à 30 degrés

Comment percer n'importe quel acier rapide avec une perceuse à carrelage
Commentaires (16)
