2 tipične pogreške koje dovode do progorjelih i nekvalitetnih šavova pri zavarivanju cijevi s tankim stijenkama
Ponekad u kući ili na poslu postoji potreba za zavarivanjem profilne cijevi tankih stijenki na debeli lim metala, na primjer, na hipoteku pri postavljanju ograde, ograđivanju prednjeg vrta iu druge svrhe.
U ovom slučaju nisu prikladne tehnike koje se koriste i za zavarivanje dva dijela s tankom stijenkom i dva dijela s debelom stijenkom. Pogreške se uglavnom odnose na postavljenu vrijednost struje zavarivanja i kretanje elektrode tijekom procesa zavarivanja.
Trebat će
- profilna cijev tankih stijenki;
- debeli lim (hipoteka);
- Stroj za zavarivanje;
- elektrode s rutilno-celuloznim premazom promjera do 3 mm;
- čekić za udaranje troske;
- metalna četka.
Elektrode za zavarivanje opće namjene na AliExpressu s popustom - http://alii.pub/606j2h

Postupak zavarivanja profilne cijevi tankih stijenki na debeli metal (ugrađen)
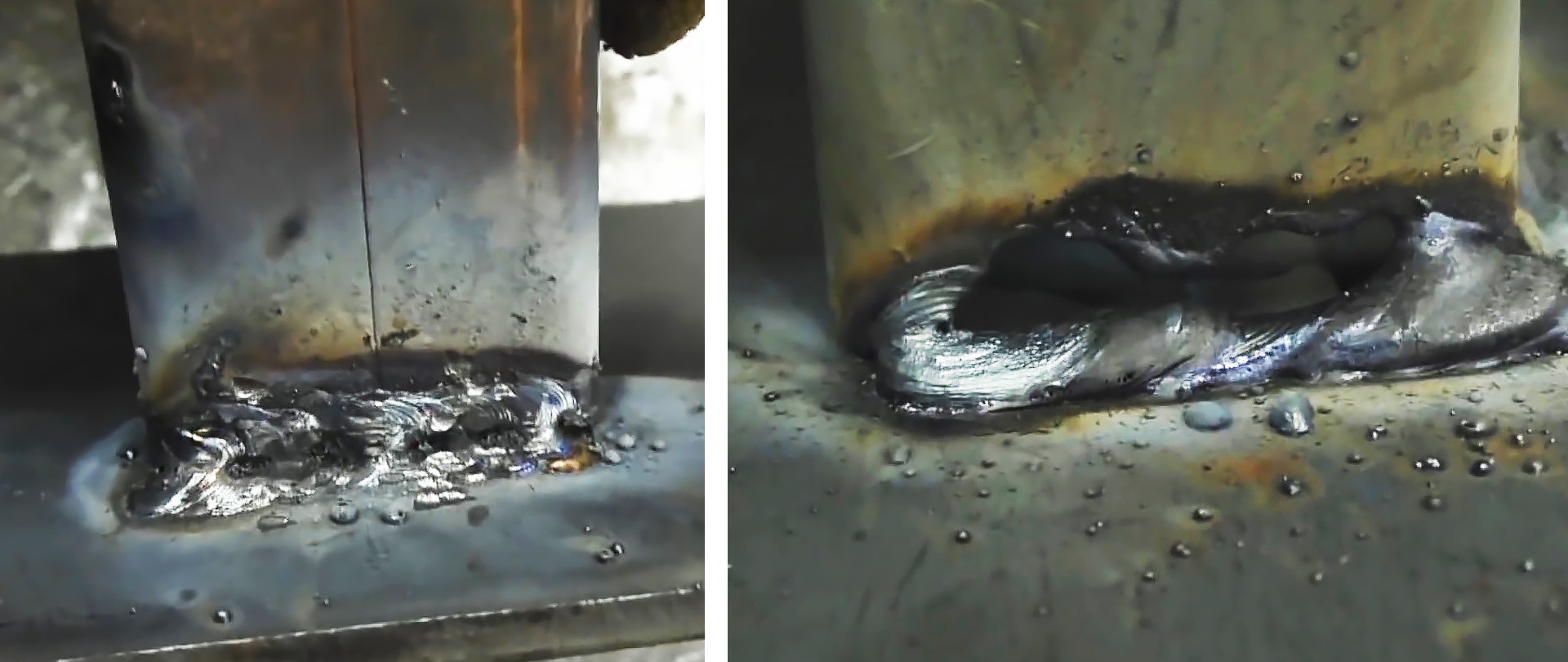
Jedna od glavnih pogrešaka pri zavarivanju tankog metala s debelim metalom je poprečno oscilatorno kretanje elektrode nakon paljenja električnog luka, simetrično u odnosu na uzdužnu liniju zavarivanja.Kao rezultat toga, debeli metal ne trpi, ali tanki metal se pregrijava i izgara.



Druga pogreška povezana je s postavljanjem niske struje zavarivanja u rasponu od 60-70 A, što dovodi do netaljenja metala unatoč činjenici da su pokreti elektrode bili isti kao u prvom slučaju. Postoji jednostavan nedostatak energije u luku zavarivanja.
Budući da je drugi dio prilično debeo, potrebno je zavarivati pri većoj struji i pomicati elektrodu tako da glavni dio energije luka zavarivanja apsorbira debeli metal, tada se tanki metal neće pregrijati, ostat će netaknut i zavar će biti visoke kvalitete.

Ali ako s visokom strujom zavarivanja, na primjer, 100 A, napravite poprečne pokrete elektrodom od debelog metala do tankog metala, tada opet postoji velika vjerojatnost spaljivanja kroz tanki metal i rupe će se pojaviti umjesto čvrstog metala. zavariti.

Kako bismo kvalitetno zavarili tanki metal na debeli metal, smanjimo struju zavarivanja na 90 A, a nakon paljenja električnog luka pomičemo elektrodu duž linije zavarivanja po debelom metalu i samo lagano dodirujemo tanki metal. Bilo kakva oscilatorna kretanja su isključena.

U ovom slučaju, zbog odsutnosti poprečnih oscilatornih kretanja na kraju elektrode, dovoljna energija električnog luka se u većoj mjeri prenosi na debeli metal i tanki metal ne izgara, već u potpunosti sudjeluje u formiranju kontinuiranog i trajnog zavara.

Gledaj video
Slične majstorske tečajeve












