Trik iskusnog zavarivača pri zavarivanju tankog metala 0,3 mm
Zavarivanje tankog metala debljine 0,3 mm, posebno pocinčanog, prilično je težak i nesiguran zadatak čak i za iskusnog zavarivača, budući da su pare cinka vrlo otrovne i postupak zavarivanja mora se izvoditi na otvorenom ili u dobro prozračenom prostoru, po mogućnosti s prisilnom ventilacijom . Na rukama trebate nositi platnene ili kožne rukavice ili rukavice.

Postupak zavarivanja tankih metala. Trik iskusnog zavarivača
Kod zavarivanja tankog metala postoje stroga ograničenja na količinu struje zavarivanja (treba biti u rasponu od 30-50 A), ali to otežava držanje električnog luka. Također je potrebno koristiti tanke elektrode promjera od 1,6 do 2,0 mm. Duž linije zavarivanja potrebno je ukloniti cinkovu prevlaku, npr. žičanom četkom, te sva onečišćenja u obliku prašine, prljavštine, ulja, boja, zaštitnih filmova i drugih premaza.

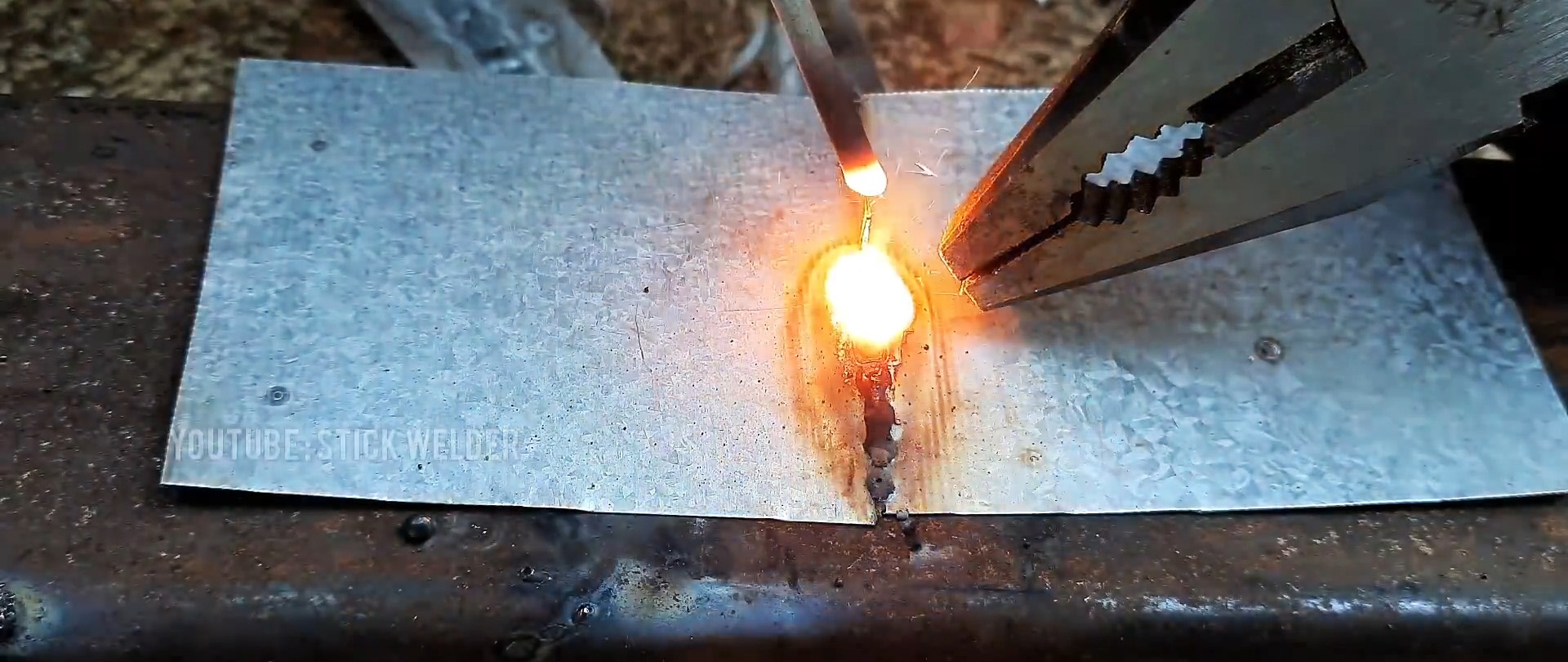
Kako ne bi spalio tanki metal, potrebno ga je zavarivati ne kontinuiranim šavom bez otkidanja elektrode, već povremeno s minimalnim razmakom između obradaka koji se zavaruju. U ovom slučaju poželjno je koristiti obrnuti polaritet, koji potiče manje lijepljenja elektrode i smanjuje vjerojatnost opeklina kroz tanki metal.
Elektrode za zavarivanje opće namjene na AliExpressu s popustom - http://alii.pub/606j2h
Tradicionalno se koristi nekoliko metoda za zavarivanje tankog metala. Najveće poteškoće nastaju pri sučeonom zavarivanju takvog metala. Obično čak ni iskusni zavarivač nije uvijek u stanju napraviti sučeono zavarivanje, a još više za početnika. Gorenje metala u njegovom dizajnu isprva je 100% zajamčeno, čak i uz isprekidano vođenje elektrode.

Proces zavarivanja dva tanka metalna komada koji se preklapaju donekle olakšava zadatak. Iskusni zavarivač gotovo uvijek može izvesti zavarivanje preklapanja, ali za početnika će čak i ova opcija predstavljati određenu poteškoću. Zadatak je nešto lakši zbog činjenice da se povećava kontaktna površina dijelova koji se zavaruju.

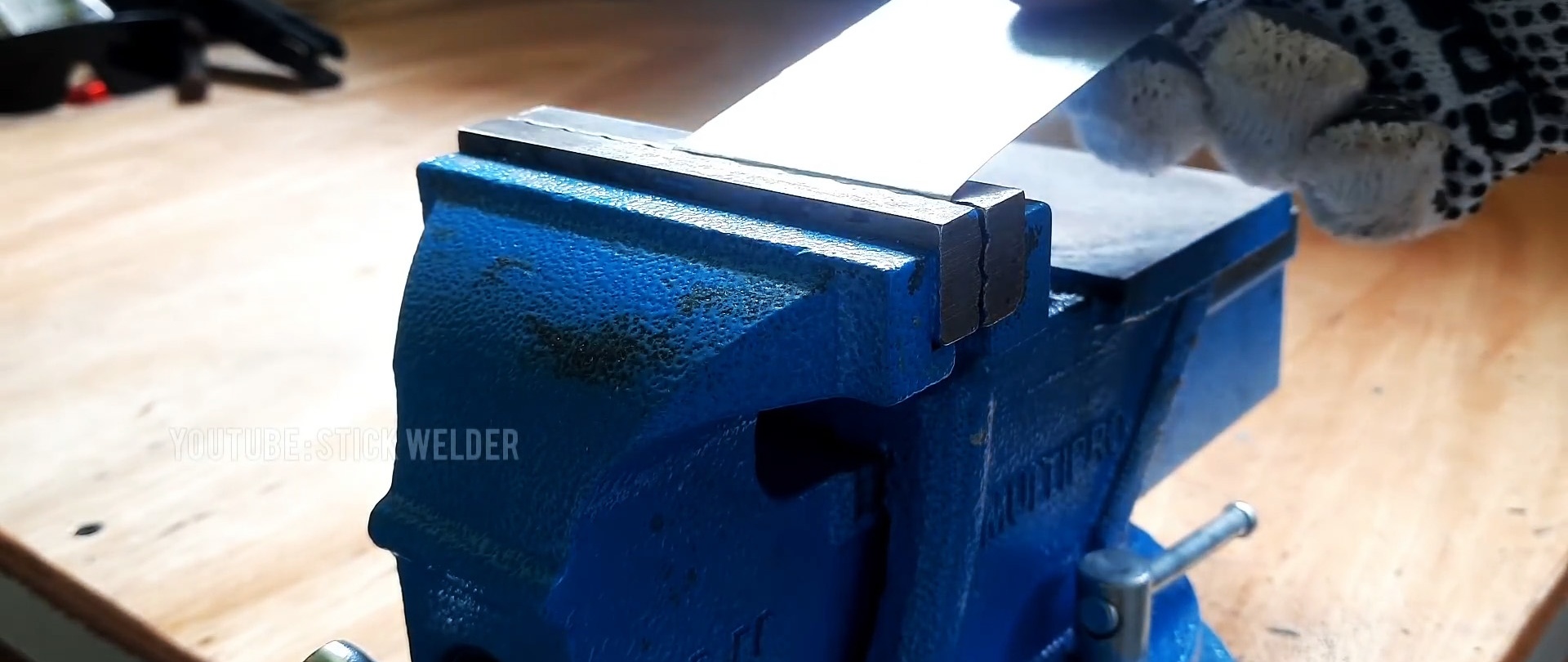
Najprikladnija metoda za spajanje tankih limova je zavarivanje s prirubnicom rubova dijelova koji se zavaruju. Da bismo to učinili, označavamo rubove izradaka koje treba zavariti i izvodimo prirubnice, koristeći, na primjer, škripac.
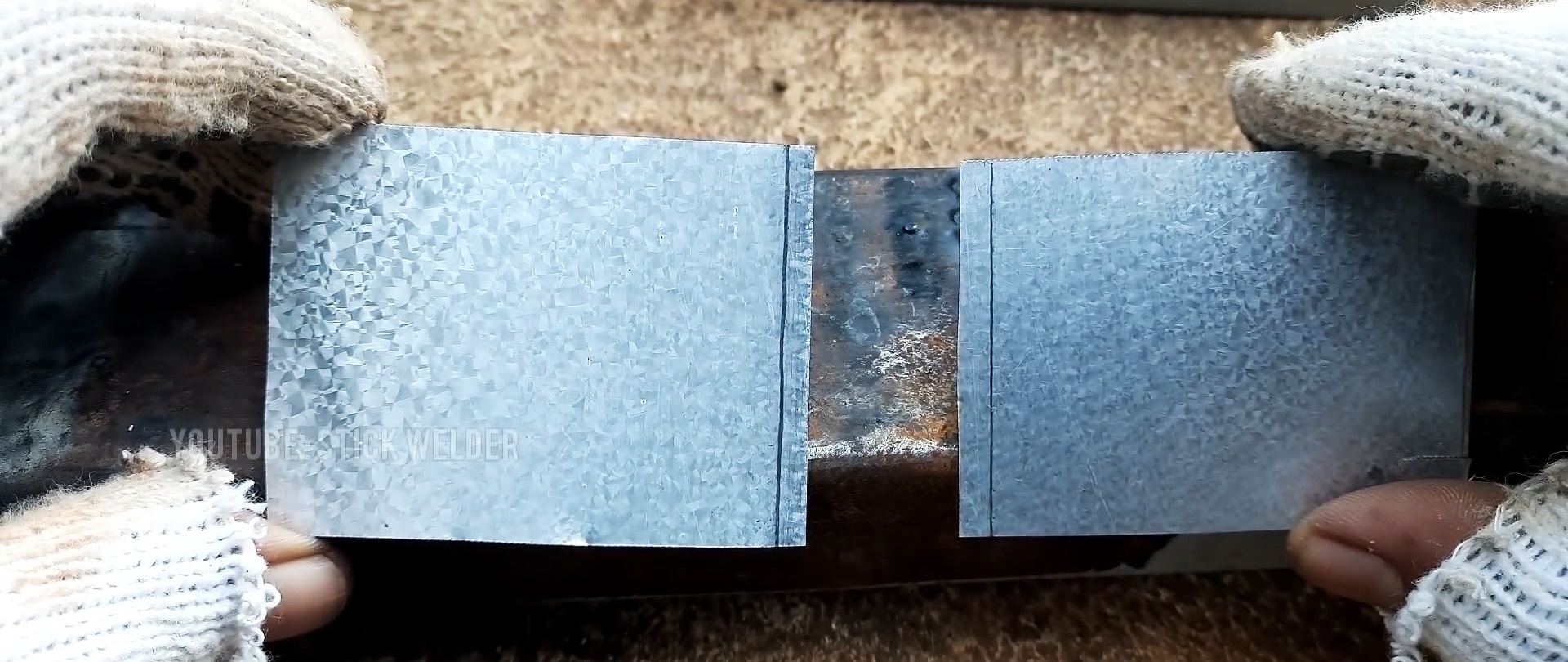
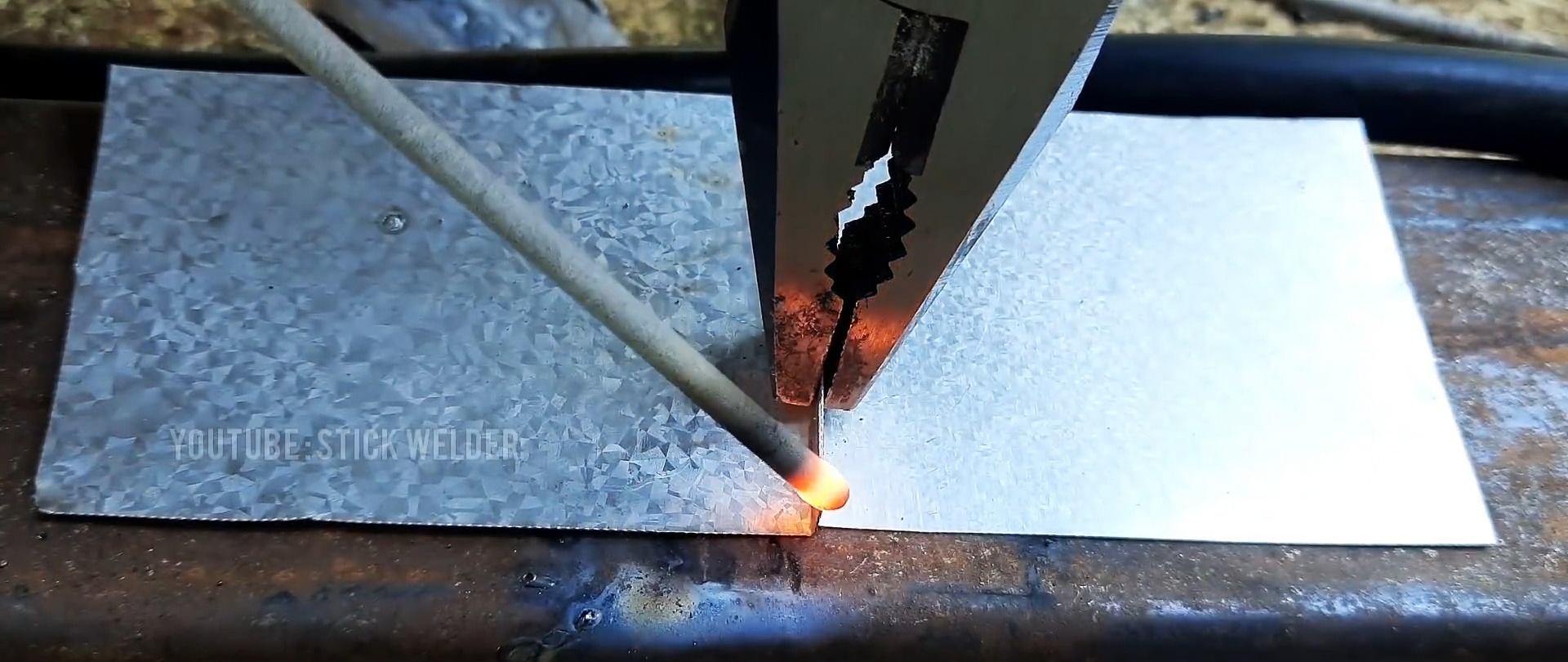
Zatim, držeći i pritišćući kliještima dijelove koje treba zavariti za obje prirubnice, izvodimo isprekidani postupak zavarivanja prirubnica.
U tom slučaju tanki metal kao da se zgusne i umjesto da zavarimo dva lima debljine 0,3 mm, zavarimo jedan lim dvostruke debljine (0,6 = 0,3 + 0,3 mm).

Elektrode za zavarivanje opće namjene na AliExpressu s popustom - http://alii.pub/606j2h
Gledaj video
Slične majstorske tečajeve












