A legegyszerűbb daráló hegesztés és esztergálás nélkül a mosógép motorjából
Ezt a szerszámot akkor is elkészítheti, ha nincs eszterga vagy hegesztőberendezése. Ennek eredményeként egyszerű lesz a tervezés és a gyártás, valamint magas költségek nélkül.

A fő alkatrészeket és alkatrészeket a régi háztartási gépekből vesszük, néhányat pedig kölcsönkérünk ismerőseinktől, vagy olcsón vásárolunk boltban. Itt van a nyilvántartásuk:
A karosszéria öt darab faforgácslapból kivágott és bútorcsavarokkal rögzíthető. A méreteit az adott motor határozza meg, nem adjuk meg.

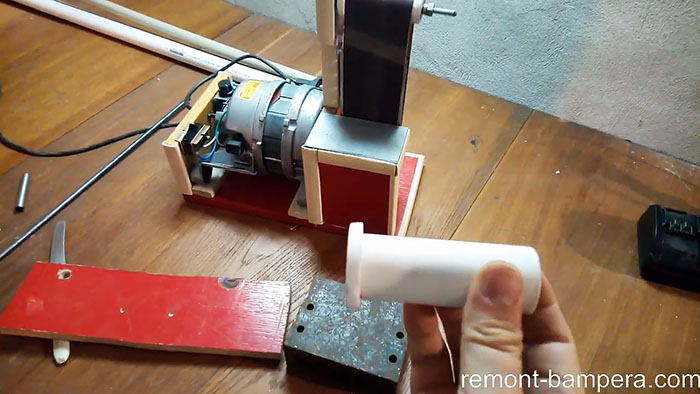
Az egységet 14 ezer ford./perc fordulatszámú automata mosógépből hozzuk létre kommutátor motor alapján. / perc A forgás szabályozásához feszültségszabályozón keresztül csatlakoztatjuk a hálózathoz.
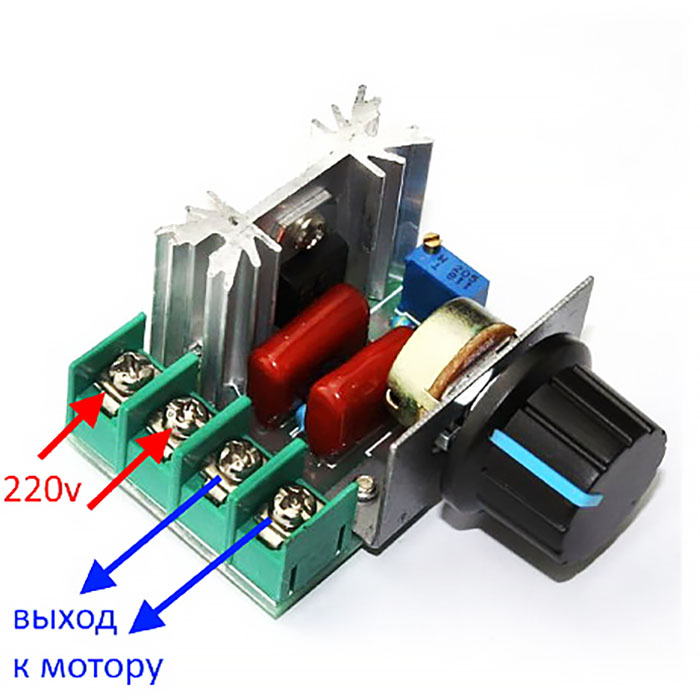
Két csavarral rögzítjük a tömbökön.220 V-os bemenete és két kimenete van a motornak, aminek sorkapcsai sok vezeték csatlakoztatására szolgálnak: az állórészhez, armatúra kefékhez, Hall-érzékelőhöz, tachogenerátorhoz stb.
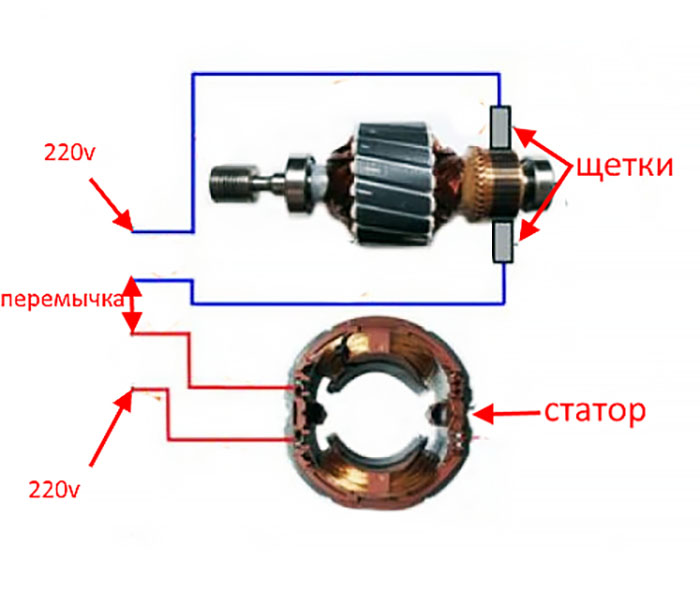
A megfelelő csatlakoztatáshoz két-két vezetéket találunk az állórész és a forgórész keféjéből. Összekapcsolunk egy vezetéket az állórészből és az armatúra kefékből. A másik vezetékpárt csatlakoztatjuk a feszültségszabályozóhoz. A szabályozó elé kapcsolót szerelünk. Ezzel befejeződik az elektromos csatlakozás.
A csiszolószalag támasztéka rögzítési szögből készül, melynek élei lekerekítettek, hogy megakadályozzák a szalagretesz beakadását.
A szerszámtartó téglalap alakú felületét fémlemezből kivágjuk és a forgácslapra ragasztjuk. A rögzítőfuratok átmérője valamivel nagyobb, mint a csavarokhoz szükséges. Ez az ütköző és a többi közötti szög beállításához szükséges.
A hajtógörgő két 20 és 32 mm átmérőjű propilén csőből készül.

Válasszunk egy nagy csövet, amelynek belső átmérője szintén 20 mm. A csövek csatlakoztatásának két módja van: ragasztás vagy fúzió.

Használjuk a második módszert. Ehhez elegendő egy fahasábot a végéhez nyomni, miközben a hengert forgatja.

A keletkező hő hatására a csövek szorosan összeolvadnak.
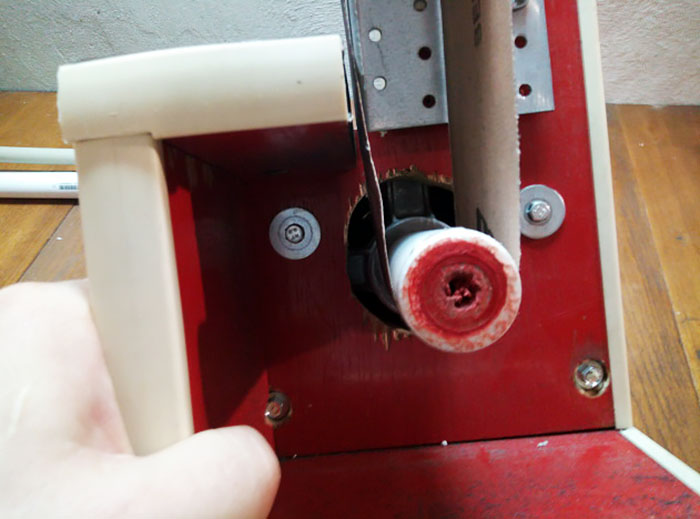
Ezenkívül a kettős cső belső furatába egy ónból hajlított csövet helyezünk.

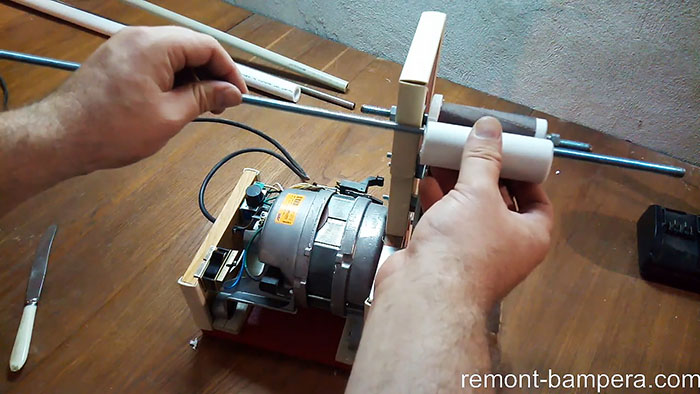
Ezt az egész szerkezetet rátömjük a motor hornyos tengelyére. A kapcsolat minimális kifutással megbízhatónak bizonyult.
A hajtott görgőhöz két csapágyat és a külső átmérőtől függően egy pontosan azonos belső méretű polipropilén csövet választunk.
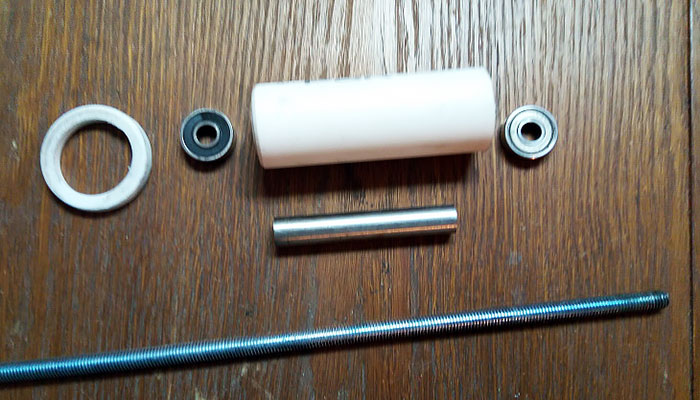
Ha kisebbnek bizonyul, akkor a kívánt átmérőjű tollfúróval ellátott fúróval ki lehet fúrni.


A csapágyakat acélcsővel bővítjük, hogy tehermentesítsük az oldalirányú terhelést.A henger belső végére egy azonos méretű tengelykapcsolóból kivágott gyűrűt helyezünk, amely ütközőként szolgál.

A kapott összeállítást hajtűre szereljük, és alátétekkel és anyákkal csavarjuk az alaphoz.
A test furatainak átmérőjét nagyobbra készítjük, mint amennyi a csaphoz szükséges. Ez a megoldás lehetővé teszi a csiszolószalag beállítását és megfeszítését.

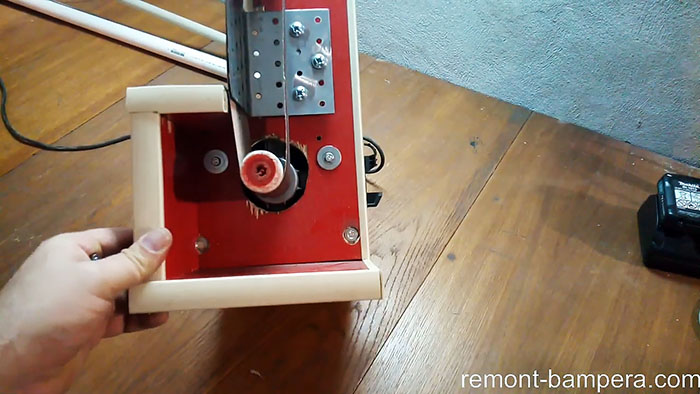
A teljes szerkezet összeszerelésének befejezése után megkezdjük a szalag feszítését. Forgás közben a görgők mentén balra vagy jobbra mozoghat. Ennek a jelenségnek a kiküszöbölésére a hajtott görgőt mindkét anyával forgatjuk a tengelye körül, amíg a szalag meg nem mozdul egyik vagy másik széle felé. Így olyan pozíciót fogunk találni, amikor minden kölcsönható elem a helyén van.
Most már nyugodtan bekapcsolhatjuk házi készítésű termékünket és feldolgozhatjuk a fémtárgyat. Gondoskodunk arról, hogy a feldolgozás normálisan, rándulások és ütések nélkül menjen végbe, és elégedettek vagyunk az eredménnyel.

Szükség lesz
A fő alkatrészeket és alkatrészeket a régi háztartási gépekből vesszük, néhányat pedig kölcsönkérünk ismerőseinktől, vagy olcsón vásárolunk boltban. Itt van a nyilvántartásuk:
- mosógép motor;
- két csapágy porszívóból;
- forgácslap lap töredéke;
- feszültségszabályozó;
- kapcsoló;
- hajtű 150 mm hosszú;
- szerelési acélszög;
- két darab 20 és 32 mm átmérőjű polipropilén csőtöredék;
- csavarok, anyák, alátétek és vezetékek.
Az alkatrészek gyártásának és a daráló összeszerelésének folyamata
A karosszéria öt darab faforgácslapból kivágott és bútorcsavarokkal rögzíthető. A méreteit az adott motor határozza meg, nem adjuk meg.
Az egységet 14 ezer ford./perc fordulatszámú automata mosógépből hozzuk létre kommutátor motor alapján. / perc A forgás szabályozásához feszültségszabályozón keresztül csatlakoztatjuk a hálózathoz.
Két csavarral rögzítjük a tömbökön.220 V-os bemenete és két kimenete van a motornak, aminek sorkapcsai sok vezeték csatlakoztatására szolgálnak: az állórészhez, armatúra kefékhez, Hall-érzékelőhöz, tachogenerátorhoz stb.
A megfelelő csatlakoztatáshoz két-két vezetéket találunk az állórész és a forgórész keféjéből. Összekapcsolunk egy vezetéket az állórészből és az armatúra kefékből. A másik vezetékpárt csatlakoztatjuk a feszültségszabályozóhoz. A szabályozó elé kapcsolót szerelünk. Ezzel befejeződik az elektromos csatlakozás.
A csiszolószalag támasztéka rögzítési szögből készül, melynek élei lekerekítettek, hogy megakadályozzák a szalagretesz beakadását.
A szerszámtartó téglalap alakú felületét fémlemezből kivágjuk és a forgácslapra ragasztjuk. A rögzítőfuratok átmérője valamivel nagyobb, mint a csavarokhoz szükséges. Ez az ütköző és a többi közötti szög beállításához szükséges.
A hajtógörgő két 20 és 32 mm átmérőjű propilén csőből készül.
Válasszunk egy nagy csövet, amelynek belső átmérője szintén 20 mm. A csövek csatlakoztatásának két módja van: ragasztás vagy fúzió.
Használjuk a második módszert. Ehhez elegendő egy fahasábot a végéhez nyomni, miközben a hengert forgatja.
A keletkező hő hatására a csövek szorosan összeolvadnak.
Ezenkívül a kettős cső belső furatába egy ónból hajlított csövet helyezünk.
Ezt az egész szerkezetet rátömjük a motor hornyos tengelyére. A kapcsolat minimális kifutással megbízhatónak bizonyult.
A hajtott görgőhöz két csapágyat és a külső átmérőtől függően egy pontosan azonos belső méretű polipropilén csövet választunk.
Ha kisebbnek bizonyul, akkor a kívánt átmérőjű tollfúróval ellátott fúróval ki lehet fúrni.
A csapágyakat acélcsővel bővítjük, hogy tehermentesítsük az oldalirányú terhelést.A henger belső végére egy azonos méretű tengelykapcsolóból kivágott gyűrűt helyezünk, amely ütközőként szolgál.
A kapott összeállítást hajtűre szereljük, és alátétekkel és anyákkal csavarjuk az alaphoz.
A test furatainak átmérőjét nagyobbra készítjük, mint amennyi a csaphoz szükséges. Ez a megoldás lehetővé teszi a csiszolószalag beállítását és megfeszítését.
A daráló üzembe helyezése és ellenőrzése
A teljes szerkezet összeszerelésének befejezése után megkezdjük a szalag feszítését. Forgás közben a görgők mentén balra vagy jobbra mozoghat. Ennek a jelenségnek a kiküszöbölésére a hajtott görgőt mindkét anyával forgatjuk a tengelye körül, amíg a szalag meg nem mozdul egyik vagy másik széle felé. Így olyan pozíciót fogunk találni, amikor minden kölcsönható elem a helyén van.
Most már nyugodtan bekapcsolhatjuk házi készítésű termékünket és feldolgozhatjuk a fémtárgyat. Gondoskodunk arról, hogy a feldolgozás normálisan, rándulások és ütések nélkül menjen végbe, és elégedettek vagyunk az eredménnyel.
Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (3)
