Hogyan készítsünk erős kar kést fémhez
Ez a házi készítésű termék gyorsabban és könnyebben vágja a fémrudakat, mint egy kézi fémfűrész. Gyártása nem igényel speciális anyagokat, speciális berendezéseket vagy magas képzettséget.

A munka megkezdése előtt a következő anyagokat és termékeket készítjük elő:
A házilag elkészített alapot két 50 × 50 × 6 mm-es és 400 mm hosszú acélsarokból készítjük. Függőlegesen, sík felületre polcokra helyezzük, a vízszinteseket pedig hosszában lecsukjuk és lefőzzük.


Az egyik végét függőlegesen acéllemezzel lezárjuk, a másikon csiszolóval ferde szöget készítünk és a lemezt is hegesztjük.

A hegesztési varratokat megtisztítjuk, csiszoljuk.


Az alap alsó végein 8 mm vastag téglalap alakú lemezeket hegesztünk 10 mm-es kiemelkedéssel a kerület mentén.


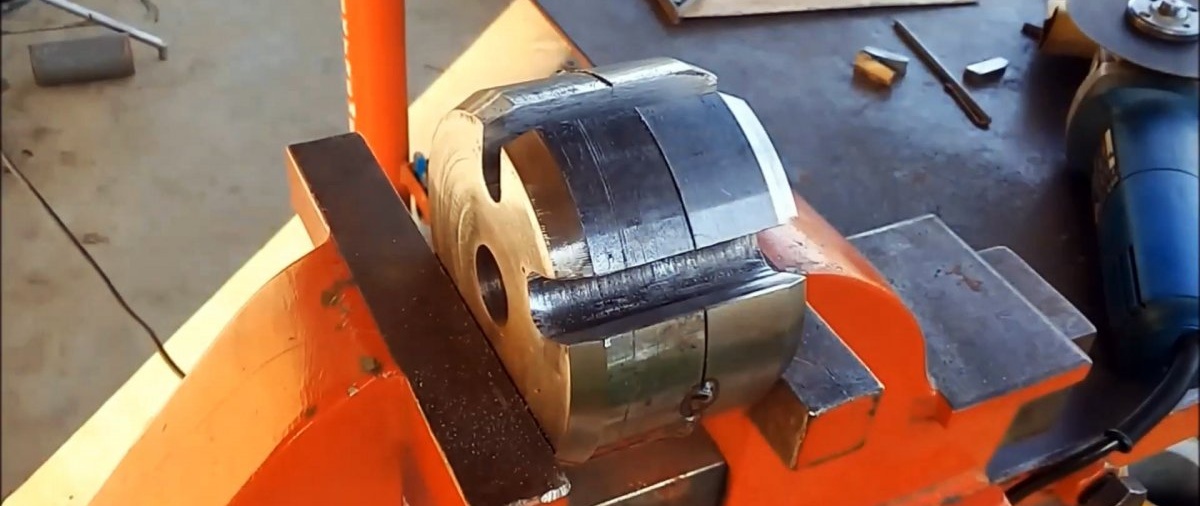
Két darab 40ХГМ minőségű, 100 mm átmérőjű és 35 mm magasságú acél kört dolgozunk fel.Ezeket a kívánt méretre vágjuk és ledaráljuk. Az egyik végén széles ferde szöget készítünk, és fúrunk egy lyukat a közepébe.


A munkadarabok összedolgozásához két helyen hegesztjük őket, összekötve és központosítva.

A ferde teteje mentén magokat helyezünk el 35 mm távolságra a húr mentén - ezek a fúrógépen készült, 16 és 11 mm átmérőjű jövőbeli furatok középpontjai. A fúrt furatokból a két végén a középsőre sugárirányú érintővonalakat húzunk négyzet és író segítségével, és egy generatrix mentén összekötjük.


Köszörűvel kivágunk két sugárirányú hornyot a jelöléseknek megfelelően a körök felületétől a megfelelő furatig. Kézi reszelővel lecsiszoljuk a hornyokat és eltávolítjuk a hegesztett ragasztókat.
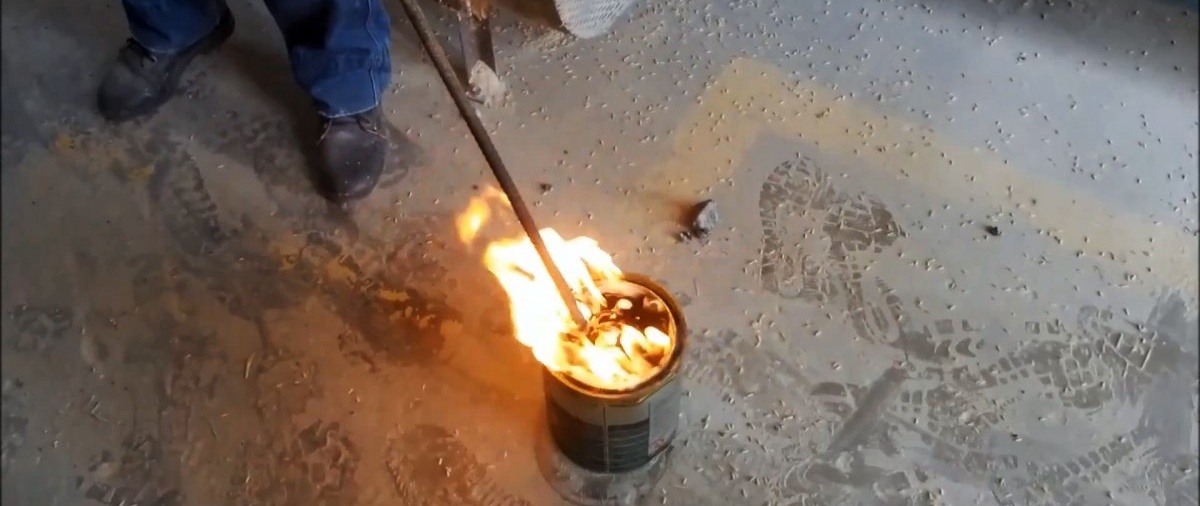
A sütőben pirosra melegítjük az üres darabokat, és gyorsan leeresztjük egy üveg olajba. Egy ideig ott tartjuk, majd kivesszük és a levegőn lehűtjük.


Megtisztítjuk a köröket a sötét lerakódásoktól, és az egyiket egy téglalap alakú 80 × 50 × 20 mm-es lemezre helyezzük úgy, hogy a kör generátora összekapcsolja a sarkokat. A tányéron írógép segítségével saroktól sarokig körívet rajzolunk, és csiszolóval kivágunk egy mélyedést.

A lemezt az alap sarkába szereljük a hosszú oldallal párhuzamosan és ott hegesztjük. Az egyik kört a mélyedésbe helyezzük, a széles hornyot egyenesen felfelé irányítva, és meg is hegesztjük.
Kezdjük összeszerelni a karhajtást. A 230 × 45 mm-es acéllemezben az egyik élből 12 mm-es lyukat fúrunk, a másikon pedig a kör külső átmérőjéhez mélyedést készítünk, és ott hegesztjük.


Két 12 mm vastag, 180 mm hosszú és egyik végén 50 mm széles, a másik végén 35 mm széles acéllemezbe fúrjon egy 12 mm-es lyukat a keskeny oldalról. Azonos vastagságú, 250 mm hosszú és 45 mm széles lemezben a jelöléseknek megfelelően két 12 mm-es és egy 25 mm-es furatot készítünk.

Csavarral, alátétekkel és anyával összeállítjuk ezt a három alkatrészt, két rövid közé egy hosszú lemezt teszünk, amit széles végükkel az alapra helyezünk és összehegesztünk.


Egy pár 110 × 25 mm-es lemez segítségével két 12 mm-es lyukkal a végén összekötjük a mozgó kör karját a kézi hajtás karjával.


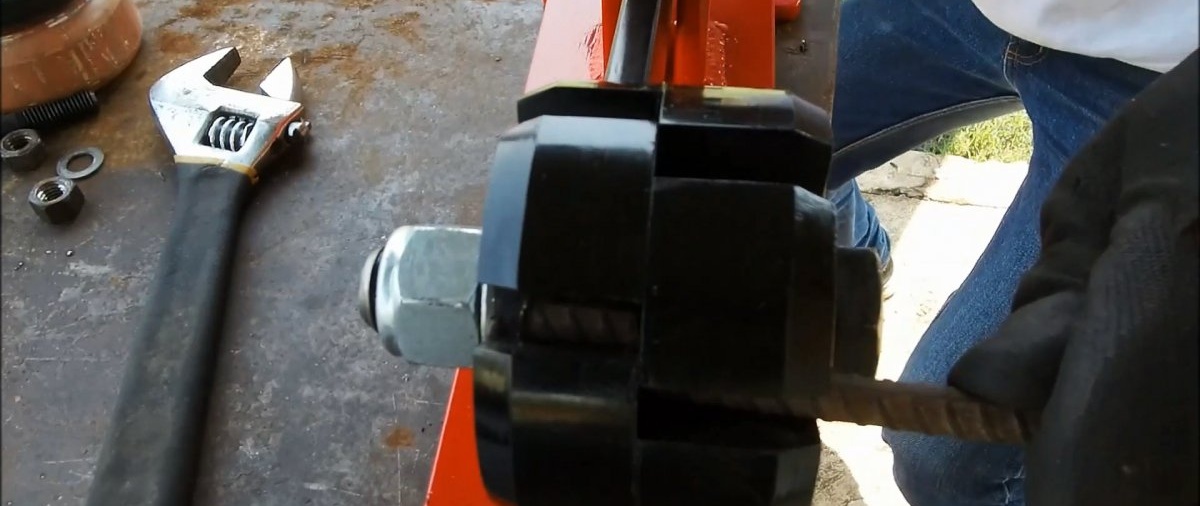
A végébe a nagy lyukig csiszolóval hornyot vágunk, a végén bemetszett acélrúd-kart behelyezzük és hegesztéssel rögzítjük.
Az álló részeket egy színre festjük, a mozgó részeket más színre.


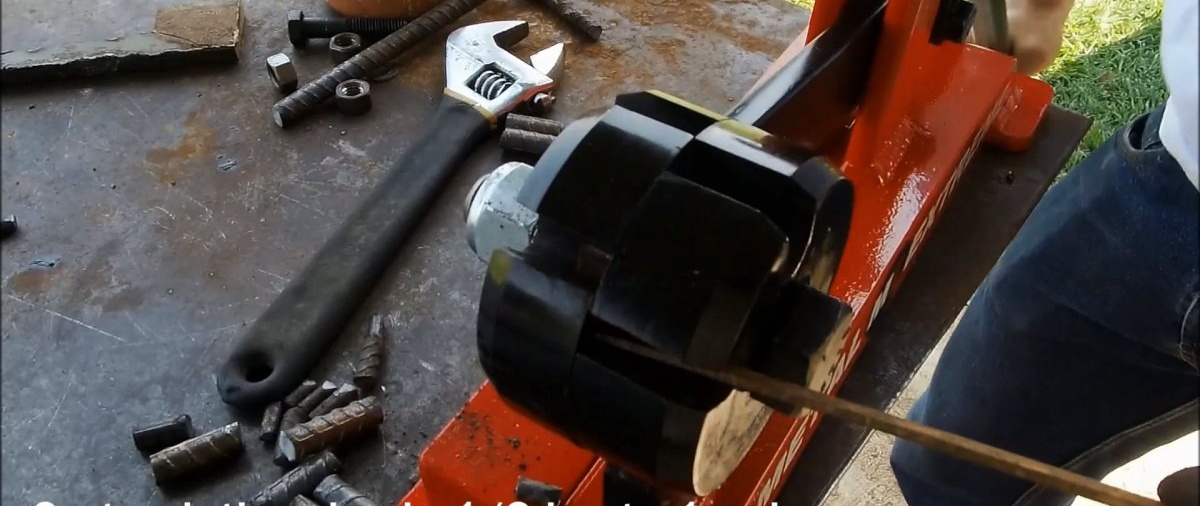
A festék megszáradása után összeszereljük és működés közben teszteljük a készüléket, vágjuk a rudakat, a merevítést és a lemezeket.

Sőt, keskeny horonyba vékony anyagot, szélesbe vastag anyagot helyezünk.



Szükség lesz
A munka megkezdése előtt a következő anyagokat és termékeket készítjük elő:
- egyenlő szög;
- különböző vastagságú fémlemezek;
- acél kör;
- oltóolaj;
- acélrúd;
- csavarok, anyák, alátétek;
- festeni két színben.
- Szüksége lesz még hegesztőgépre, eszterga- és fúrógépekre, köszörűre, reszelőre, fémmelegítő kemencere, csavarkulcsokra, szórópisztolyra stb.
A késkészítés folyamata
A házilag elkészített alapot két 50 × 50 × 6 mm-es és 400 mm hosszú acélsarokból készítjük. Függőlegesen, sík felületre polcokra helyezzük, a vízszinteseket pedig hosszában lecsukjuk és lefőzzük.


Az egyik végét függőlegesen acéllemezzel lezárjuk, a másikon csiszolóval ferde szöget készítünk és a lemezt is hegesztjük.

A hegesztési varratokat megtisztítjuk, csiszoljuk.


Az alap alsó végein 8 mm vastag téglalap alakú lemezeket hegesztünk 10 mm-es kiemelkedéssel a kerület mentén.


Két darab 40ХГМ minőségű, 100 mm átmérőjű és 35 mm magasságú acél kört dolgozunk fel.Ezeket a kívánt méretre vágjuk és ledaráljuk. Az egyik végén széles ferde szöget készítünk, és fúrunk egy lyukat a közepébe.


A munkadarabok összedolgozásához két helyen hegesztjük őket, összekötve és központosítva.

A ferde teteje mentén magokat helyezünk el 35 mm távolságra a húr mentén - ezek a fúrógépen készült, 16 és 11 mm átmérőjű jövőbeli furatok középpontjai. A fúrt furatokból a két végén a középsőre sugárirányú érintővonalakat húzunk négyzet és író segítségével, és egy generatrix mentén összekötjük.

Köszörűvel kivágunk két sugárirányú hornyot a jelöléseknek megfelelően a körök felületétől a megfelelő furatig. Kézi reszelővel lecsiszoljuk a hornyokat és eltávolítjuk a hegesztett ragasztókat.
A sütőben pirosra melegítjük az üres darabokat, és gyorsan leeresztjük egy üveg olajba. Egy ideig ott tartjuk, majd kivesszük és a levegőn lehűtjük.

Megtisztítjuk a köröket a sötét lerakódásoktól, és az egyiket egy téglalap alakú 80 × 50 × 20 mm-es lemezre helyezzük úgy, hogy a kör generátora összekapcsolja a sarkokat. A tányéron írógép segítségével saroktól sarokig körívet rajzolunk, és csiszolóval kivágunk egy mélyedést.

A lemezt az alap sarkába szereljük a hosszú oldallal párhuzamosan és ott hegesztjük. Az egyik kört a mélyedésbe helyezzük, a széles hornyot egyenesen felfelé irányítva, és meg is hegesztjük.
Kezdjük összeszerelni a karhajtást. A 230 × 45 mm-es acéllemezben az egyik élből 12 mm-es lyukat fúrunk, a másikon pedig a kör külső átmérőjéhez mélyedést készítünk, és ott hegesztjük.


Két 12 mm vastag, 180 mm hosszú és egyik végén 50 mm széles, a másik végén 35 mm széles acéllemezbe fúrjon egy 12 mm-es lyukat a keskeny oldalról. Azonos vastagságú, 250 mm hosszú és 45 mm széles lemezben a jelöléseknek megfelelően két 12 mm-es és egy 25 mm-es furatot készítünk.

Csavarral, alátétekkel és anyával összeállítjuk ezt a három alkatrészt, két rövid közé egy hosszú lemezt teszünk, amit széles végükkel az alapra helyezünk és összehegesztünk.


Egy pár 110 × 25 mm-es lemez segítségével két 12 mm-es lyukkal a végén összekötjük a mozgó kör karját a kézi hajtás karjával.


A végébe a nagy lyukig csiszolóval hornyot vágunk, a végén bemetszett acélrúd-kart behelyezzük és hegesztéssel rögzítjük.
Az álló részeket egy színre festjük, a mozgó részeket más színre.


A festék megszáradása után összeszereljük és működés közben teszteljük a készüléket, vágjuk a rudakat, a merevítést és a lemezeket.

Sőt, keskeny horonyba vékony anyagot, szélesbe vastag anyagot helyezünk.
Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (1)
