Hogyan készítsünk csőnyergek vágására szolgáló eszközt ócska autókból

Egyes használt autóalkatrészek szinte soha nem veszítik el méretpontosságukat. Ezt a tényezőt használjuk arra, hogy hasznos eszközt készítsünk kerek csövek éleinek vágásához, majd különböző szögekben történő összekapcsolásához.
Szükség lesz
Anyagok:- használt dugattyúk és lengéscsillapítók;
- használt sarok és csatorna;
- fém lemez;
- festékszóró;
- csavarok, anyák, szárnyas anyák, alátétek;
- magfúró;
- bilincs;
- kerek acélcső.
Kiváló minőségű fúrók az AliExpress-en kedvezményesen - http://alii.pub/5zwmxz
Eszközök: ingaszalagfűrész, köszörű, maró, eszterga- és fúrógép, hegesztő, köszörű, matrica, fúró, mérő- és jelölőszerszám stb.Autóalkatrészekből szerszámkészítés folyamata
Két régi dugattyút választunk ki a dugattyúcsapokhoz a lengéscsillapító rúd átmérőjéhez közeli furatátmérővel.

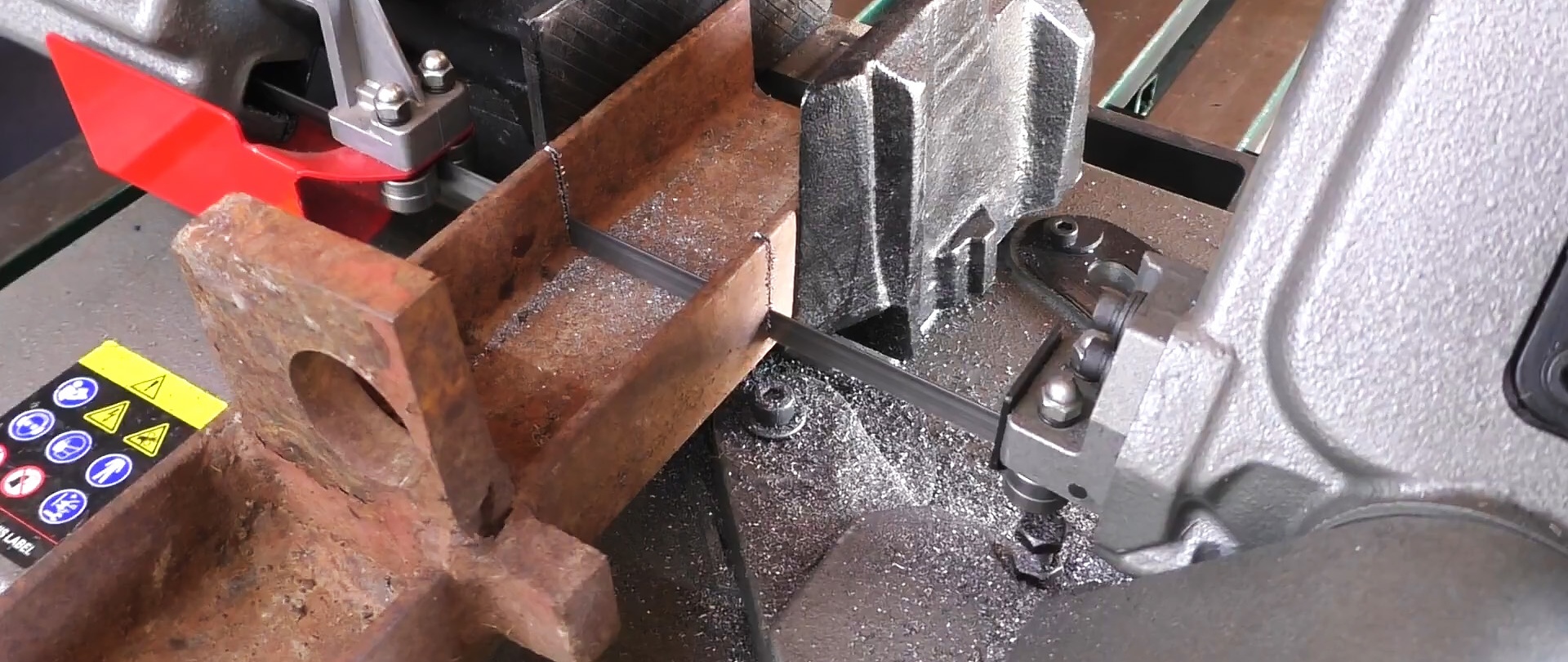
Az acél sarokpolcokból két egyforma csíkot vágunk, és minden oldalról 65x250 mm-es méretre lemarjuk.

Felül levágjuk a lengéscsillapító testet, kihúzzuk belőle a dugattyúrudat, szárazra töröljük és 22 mm-re mérjük az átmérőt.

Megmérjük a dugattyúkban lévő ujjak furatainak átmérőjét, amelyek 20,32 mm-nek és 22,08 mm-nek bizonyultak, amelyeket további felhasználásra választunk.

Eltávolítjuk a cérnát a rúdról, és újat vágunk a kívánt méretre, az egyik oldalt meghatározott hosszon kisebb átmérőjűre csiszoljuk.

A sarokpolcokról kapott mindkét lapot egy szélétől lekerekítjük és lecsiszoljuk.

A lekerekítés alján a furat közepébe fúrunk.

A kiválasztott dugattyú alján a dugattyúfuratok tengelyére merőleges átmérőt rajzolunk. A végekről 20,27 mm átmérőt mérünk és lyukakat fúrunk.

Az egyik lapon a hosszú oldalakkal párhuzamos vonalakat húzunk úgy, hogy a köztük lévő távolság 20,27 mm legyen.
A vonalakon fúrunk, a lemez szélétől egyenlő távolságra visszalépve, egyenként egy lyukat, majd adott távolságban az elsőtől még kettőt.
Marógépen e furatok között hosszirányban hornyokat készítünk, amelyek szélessége megegyezik a furatok átmérőjével.


Levágunk egy töredéket a csatornából, a hátával hosszában egy rés nélküli lemezre szereljük, és a lemezt résekkel fektetjük, igazítva a lyukakat, amelyekre a dugattyút helyezzük.
A lengéscsillapító rudat behelyezzük a dugattyúba, megélezve az egyik végét. A dugattyút a lemezen tartva forgassa el egy függőleges tengely körül, amíg vízszintes vonalak nem jelennek meg a csatornalábakon.
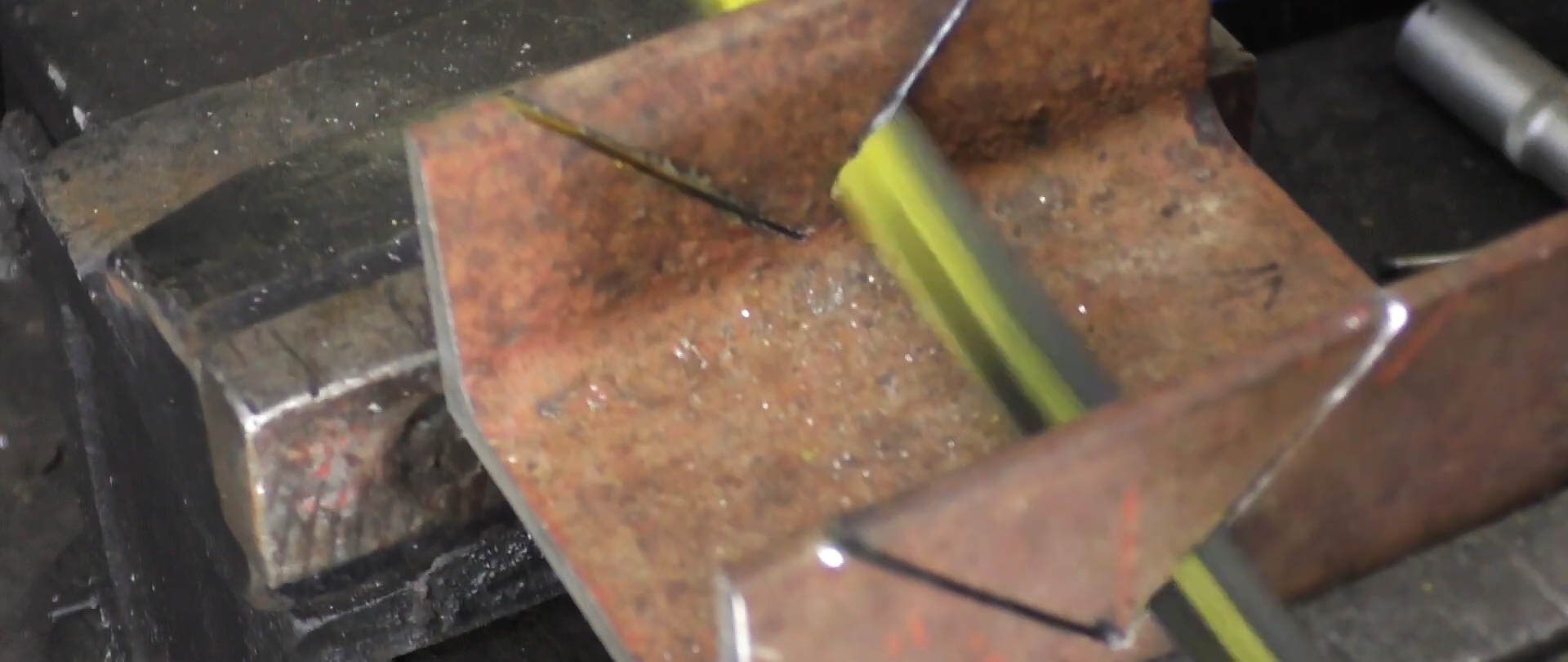
Ezen vonalak alapján a csatornalábakban a teljes magasságukhoz képest 90 fokos szögben bemetszéseket vágunk ki. Darálóval kerekítse le az éleket és a sarkokat, és távolítsa el a rozsdát.
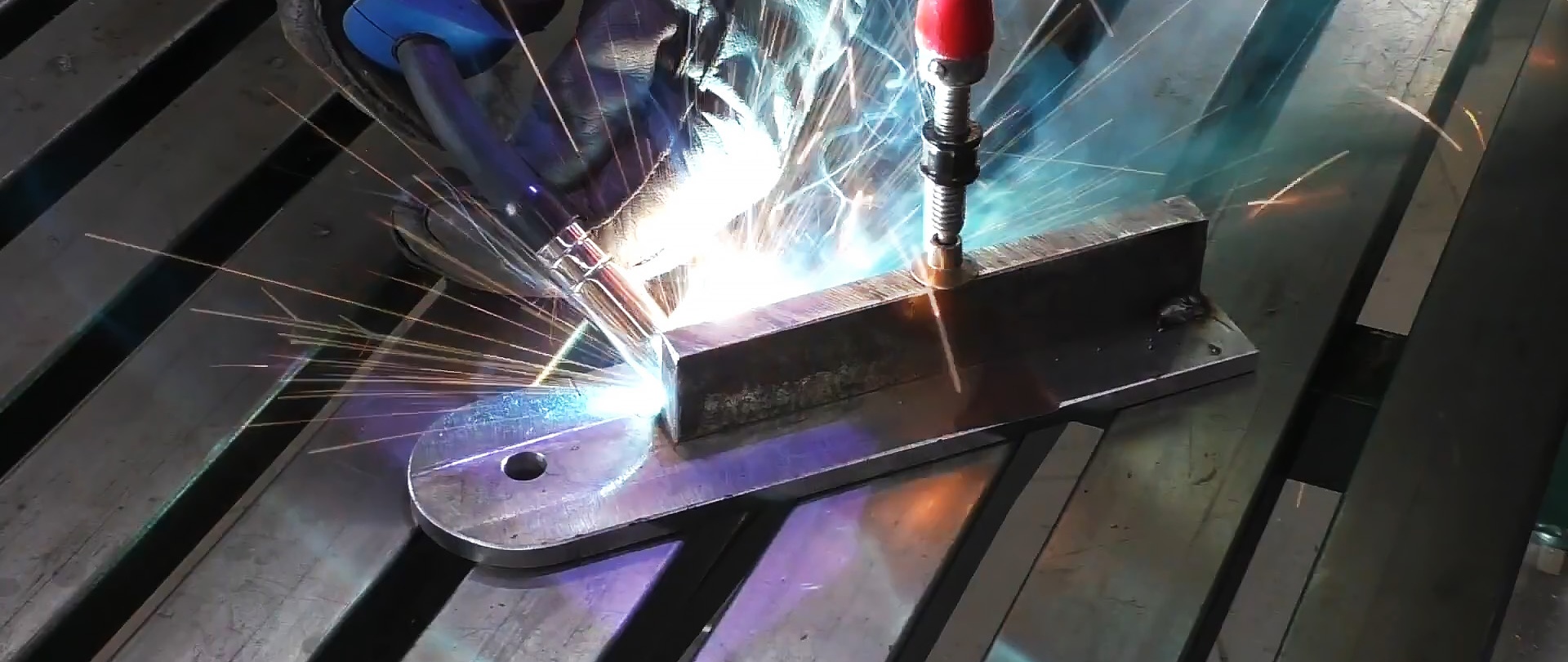
A lemezhez hosszirányban, rés nélkül egy acélszalagot hegesztünk „szélén”, enyhén elhúzva a lapos végétől.A lemez másik oldalán függőleges csatornát hegesztünk a lábakban bemélyedésekkel, de a lapos oldalra eltolva. A hegesztett szerelvényt és a lemezt a hornyokkal lefestjük.
Két egyforma csavart kötünk össze úgy, hogy a fejeket egy harmadikkal hegesztjük úgy, hogy párhuzamosak legyenek egymással és ugyanabba az irányba legyenek irányítva. Belülről helyezzük be a csavarokat alátéttel a dugattyú furataiba.
A dugattyú aljából kiálló csavarok rúdjaira hornyokkal ellátott lemezt teszünk, és szárnyas anyákkal és alátétekkel rögzítjük.
A lengéscsillapító rudat behelyezzük a dugattyú furataiba, és csavarozzuk és húzzuk rá a magfúrót a menetekre.
Csavarokkal, alátétekkel és anyákkal összekötjük a lemezeket a lyukakon keresztül. Elvileg a készülékünk használatra kész.

A készüléket satuban rögzítjük. A felső lemezt az alsóhoz képest a kívánt szögben elforgatjuk, és csavarkulccsal meghúzzuk a kapcsolócsavart.

A kerek csövet egy bilinccsel rögzítjük a csatorna hornyaiban. A fúrót egy lengéscsillapítóval és a tokmányába szorított magfúróval kapcsoljuk be. Előre toljuk a fúrót, és a fúró a cső szélét képezi.

A lemezek egymáshoz viszonyított helyzetének megváltoztatásával a csövek éleit tetszőleges szögben fel tudjuk készíteni csatlakozásra.


Nézd meg a videót
Hasonló mesterkurzusok












