Hogyan készítsünk gázpalackból rendkívül hatékony tűzhelyet
A gyors fűtésű, nagy hőteljesítményű és hatásfokkal rendelkező szilárd tüzelésű kályha a hideg évszakban sem lesz kihagyva a garázsból vagy más használati helyiségből. Használhatatlan gázpalackból és fémhulladékból minden fémmegmunkálási alapismeretekkel rendelkező felnőtt elvégezheti.

Szükség lesz
Anyagok:
- 50 literes gázpalack;
- hegesztett zsanérok;
- acéllemez, szalag és szög maradványai;
- villáskulcs 13-17;
- anya, alátét és csavar 17;
- menetes rúd;
- 80 és 125 mm átmérőjű csillapítókkal ellátott csövek;
- azbeszt zsinór stb.
Eszközök: köszörű, jelölő tartozékok, hegesztőgép, satu, fúró, kalapács stb.
A garázs konvekciós sütőjének elkészítési folyamata 50 literes gázpalackból
Lecsavarjuk a szelepet és biztonsági okokból feltöltjük vízzel a palackot. Miután megbizonyosodtunk arról, hogy a hengerben nincs gáz teljesen, folytatjuk az aljának levágását.

Hogy elkerüljük a későbbi problémákat a szétválasztott alsó és test központosításával, a zsanérokat hegesztjük. Az alsó szakasz elkészítése és a zsanérok pontos hegesztése után lemezek segítségével erősítjük meg kapcsolatukat.

Az aljára egy 25×25×45 mm-es szögletű darabot hegesztünk a hurokkal átlósan ellentétes ponton. Ezt követően hosszirányban egy 17 mm-es csavart hegesztünk rá.

Egy 13x17-es villáskulcsról levágunk egy 13 pontos pofát és a helyére menetes rudat hegesztünk. Helyezze az anyát a torokba 17-nél, és hegessze fel. A rúdhoz közelebb fúrunk egy lyukat a fogantyúba, és a pofa külső oldalán 17-nél nyílást készítünk.
Kiváló minőségű és tartós fúrók az AliExpress-en kedvezményesen - http://alii.pub/5zwmxz

A hurkot a szöggel és a csavarral összekötő átmérőre merőleges átmérő végén kivágunk egy lyukat, és egy 80 mm átmérőjű, 100 mm hosszúságú csövet hegesztünk hozzá állítható csappantyúval.



A lyukon belülről egy sarkot hegesztünk.

Az alját hegesztett hurok segítségével rögzítjük a testhez, és a fenék végére a kerület mentén egy acélszalagot hegesztünk, hogy a test és az alsó rész közötti gyűrű alakú rést lefedje.

A csavarra kulcsot és alátétet helyezünk, és meghúzzuk az anyát. A kulcsot a test generátora mentén helyezzük el, és a kulcspofában lévő rés alá függőlegesen hegesztünk egy acéllemezt, amely ebbe a nyílásba illeszkedik.
Hosszú élettartamú tárcsák sarokcsiszolókhoz az AliExpressen kedvezményesen - http://alii.pub/61bjly

A hengersapkáról levágunk egy karimát egy menetes furattal a szelep becsavarásához, és a lyukba acél „nikkelt” helyezünk, és ott hegesztjük.
Miután a hengertestet a padlóra fektettük úgy, hogy az alján lévő cső lefelé irányuljon, lyukat vágunk a testen a hengerfedél közelében. A furatba egy 125 mm átmérőjű állítható csillapítós csövet helyezünk és a testhez hegesztünk.

Az alsó részen belülről, valamivel mélyebben, ráhegesztünk egy keskeny fémlemez szegmenst.

Hat téglalap alakú 4x8x80 cm-es profilcsőből készült nyersdarabban, a középső részen 36 keresztirányú hornyot készítünk csiszolóval, három oldalt lefedve.Ezután a vágatlan oldalukkal kifelé hajlítjuk.

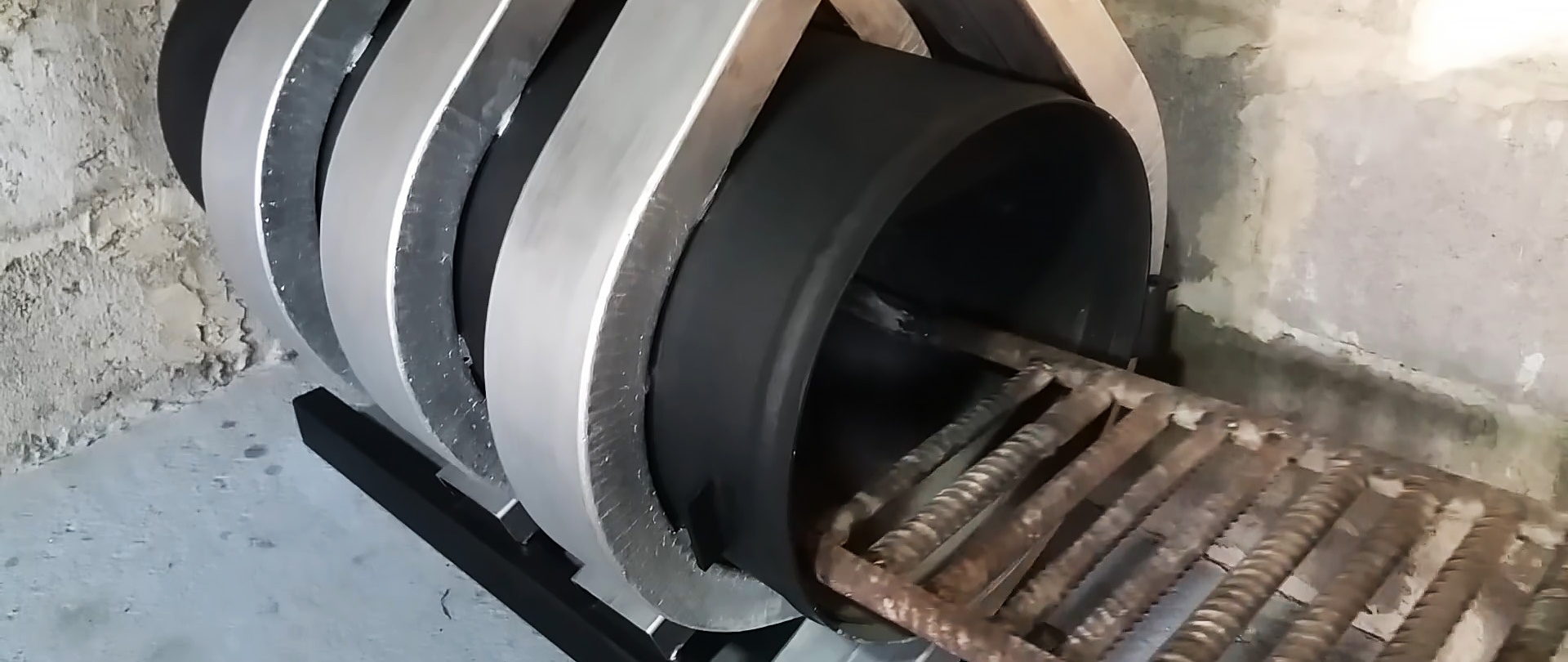
A téglalap alakú csöveket az íves résszel függőlegesen a hengertesthez hegesztjük, a végek irányát az ellenkezőjére váltva.

A 125 mm átmérőjű csővel szemben fekvő téglalap alakú csövek végeihez 5 × 3 × 65 cm-es téglalap alakú csövek szakaszait hegesztjük, párhuzamosan a hengertest generátoraival.

A szerkezetet és a konvekciós csöveket 600 Celsius fokig hőálló festékkel festjük.

A henger belsejében rácsot helyezünk el előre hegesztett tartókra, kéményt építünk be és azbeszt zsinórral lezárjuk a csatlakozást.
Tegyük a tüzet, gyújtjuk meg a tüzet, majd adjuk hozzá a hasábokat.

A kemence tűzterének felfűtésével együtt a hideg levegő alulról elkezd beszívódni a konvektív csövekbe, és már magas hőmérsékleten hagyja őket.













