Come forare una fresa rapida - acciaio P18
È possibile che uno specialista della lavorazione dei metalli debba forare l'acciaio rapido P18. Per fare ciò, avrai bisogno di un trapano le cui caratteristiche devono superare il materiale da lavorare.
Quick Cutter P18 è un acciaio per utensili che viene utilizzato per la produzione di frese, trapani, frese, alesatori, brocce, ecc. Possono essere utilizzati per lavorare acciai strutturali con una resistenza fino a 1 mila MPa.
Materiali e strumenti utilizzati
Per il nostro esperimento pratico avremo bisogno di:
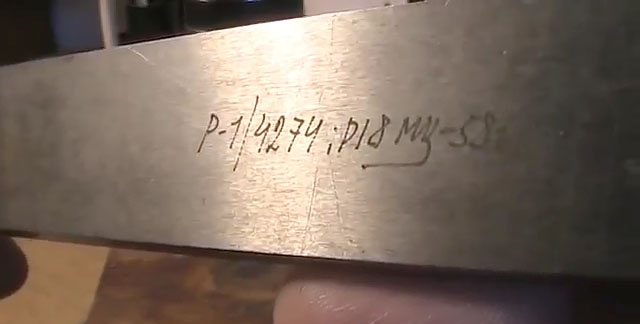
- Utensile da tornio staccabile in acciaio P18, prodotto nel 1958.
- Non è una nuova punta a piuma con un diametro di 5 mm per ceramica e vetro.
- Foratrice da tavolo con velocità del mandrino regolabile.
- Smeriglio per affilare utensili.
- Calibri.
- Lima grezza per metallo.
- Un pezzo di asta quadrata in acciaio P18.
- Taglierina in acciaio R6M5.

Processo di prova
Per l'esperimento abbiamo optato per un utensile da taglio in acciaio P18, prodotto durante l'Unione Sovietica, che è una garanzia affidabile della sua alta qualità. Questo è un materiale abbastanza resistente.Oltre alle frese da tornio, ne vengono ricavati vari strumenti, che vengono utilizzati per la lavorazione di acciai strutturali e altri metalli.
Lo strumento di prova era una punta da trapano di seconda mano da 5 mm di diametro prodotta in Cina, comunemente utilizzata su metallo, ceramica, vetro e pietra.

Per ripristinare le caratteristiche di taglio di questo trapano, lo correggeremo leggermente su una mola azionata meccanicamente.


Inseriamo il trapano nel mandrino del trapano da banco e lo fissiamo saldamente con una chiave.
Come riferimento, utilizzare un calibro per misurare lo spessore della parte tagliente dell'utensile da taglio. Si è rivelato essere pari a 3,5 mm.

Ci assicuriamo che la corsa verticale del mandrino sia sufficiente per effettuare la foratura passante della fresa. Per fare ciò, è necessario assicurarsi che l'estremità del trapano raggiunga il piano della base e che ci sia ancora una riserva di carica.
Iniziamo a perforare, rilasciando di tanto in tanto la pressione sull'utensile. Ciò è necessario per raffreddarlo almeno parzialmente e pulirlo da trucioli e particelle metalliche formate durante la perforazione.

Nel momento in cui la parte superiore dell'utensile esce dal lato opposto, interrompiamo il processo e giriamo la taglierina sull'altro lato. Posizioniamo il trapano sul segno e completiamo il processo.

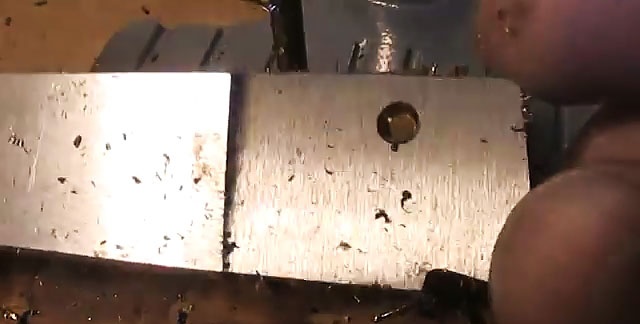
Il foro passante nell'area della parte tagliente dell'utensile da taglio in acciaio P18 è pronto! Ci abbiamo dedicato non più di 2-3 minuti, senza fare troppi sforzi, senza complicazioni e con una sola affilatura della punta.
Una lima manuale grezza per metallo, ovviamente, non è adatta alla lavorazione dell'acciaio P18, a meno che non possa essere utilizzata per rimuovere le bave formate durante il processo di foratura.
Per verificare i risultati ottenuti, prendiamo un'asta quadra in acciaio P18, la foriamo e ci assicuriamo che il processo di lavorazione ed i suoi risultati rimangano gli stessi, non diversi dalla prima volta.
Proviamo a forare un quadrato con la stessa punta senza riaffilatura o, meglio ancora, una fresa in acciaio rapido R6M5, che ha proprietà di taglio più elevate rispetto agli utensili in acciaio R18, soprattutto in termini di temperatura di esercizio consentita. E il trapano si adatta bene a questo materiale.
Sorprendentemente, un normale trapano cinese con punta da 5 mm economico, progettato principalmente per lavorare con ceramica e vetro, fora facilmente non solo l'acciaio per utensili ad alta velocità P18, ma anche il grado più durevole P6M5.

Conclusioni finali
Riteniamo che con un investimento di tempo e fatica leggermente maggiore, lo stesso risultato possa essere ottenuto utilizzando una punta realizzata con lo stesso acciaio P18. Oltretutto scegliendo la velocità ottimale, che chiaramente dovrebbe essere più bassa.
Anche la lubrificazione periodica del trapano faciliterà il processo, il che faciliterà una migliore lavorazione del metallo e raffredderà in qualche modo l'utensile durante la perforazione. Potrebbero essere necessarie diverse affilature.
Naturalmente, fare un buco non è difficile. Non è necessaria una scrupolosità particolare, l'importante è avere sufficiente tenacia e pazienza. Ma quando è necessario praticare almeno una dozzina di fori in questa taglierina veloce, allora tutte le carenze di affilatura, modalità di foratura, mancanza di lubrificazione e raffreddamento dell'utensile giocheranno un ruolo decisivo.
Guarda il video
Masterclass simili






Particolarmente interessante






Commenti (8)
