Cara membuat lampiran untuk gergaji bulat untuk pemotongan cepat pada 45 dan 90 darjah
Prestasi gergaji bulat disebabkan tetapan yang panjang, termasuk penandaan, apabila memotong pada 90 atau 45 darjah, menurun dengan ketara. Jika anda mempunyai peranti buatan sendiri, tidak terlalu rumit, operasi ini akan menjadi lebih cepat dan lebih mudah.
Akan memerlukan
Bahan:- kayu venir berlamina;
- papan lapis berbilang lapisan 400×500 mm;
- sudut aluminium 1.5×10×25 mm;
- jalur aluminium 3×25 mm;
- gam untuk kayu dan logam;
- skru berbeza;
- pelincir untuk permukaan gelongsor;
- sesendal berulir untuk kayu;
- bolt sayap, pencuci dan nat;
- pita pengukur pelekat.
Proses pembuatan lampiran gergaji bulat
Kami menggunakan kayu venir berlamina dengan lebar 25 dan 45 mm. Asas peranti akan diperbuat daripada papan lapis berbilang lapisan 400×500 mm. Gabungan saiz lain mungkin.

Kami membentuk blok daripada kayu venir berlamina dengan ketinggian yang sama untuk semua elemen.
Mengikut tanda, kami memasang rasuk sepanjang 400 mm dengan gam merentasi pangkalan lebih dekat ke satu tepi.

Di tepi sisi jauh pangkalan dari rasuk 400 mm, kami memasang dua rasuk 45x55 mm lebih dekat ke salah satu sisi tapak 500 mm dengan jurang di antara mereka dan, mengarahkan sisi panjang secara melintang ke rasuk 400 mm .


Di sisi lain rasuk 400 mm, di sepanjang tepi sisi 400 mm tapak, kami mengikat rasuk 123 × 25 mm secara simetri kepada dua elemen 45 × 55 mm.
Selepas gam telah mengeras, kami menghidupkan pangkalan 180 darjah dan, mengikut tanda, kencangkan semua elemen kayu di bahagian depan dengan skru.
Ke pangkal sudut aluminium 1.5 × 10 × 25 mm kami melekatkan jalur aluminium 3 × 25 mm dengan gam logam dan memampatkannya dengan pengapit.
Kami meletakkan sudut aluminium dengan jalur di sepanjang sisi 500 mm tapak pada sokongan kayu supaya hujungnya terletak pada sudut luar rasuk 123x25 mm dan tidak melampaui dimensinya.
Mengikut tanda, kami menggerudi lubang pada panduan aluminium di atas semua sokongan kayu dengan penggerudian di bahagian hadapan.

Untuk menetapkan panduan pada penyokong, sapukan pita pelekat, mampatkan dengan pengapit dan mula-mula selamatkan salah satu daripadanya dengan skru.

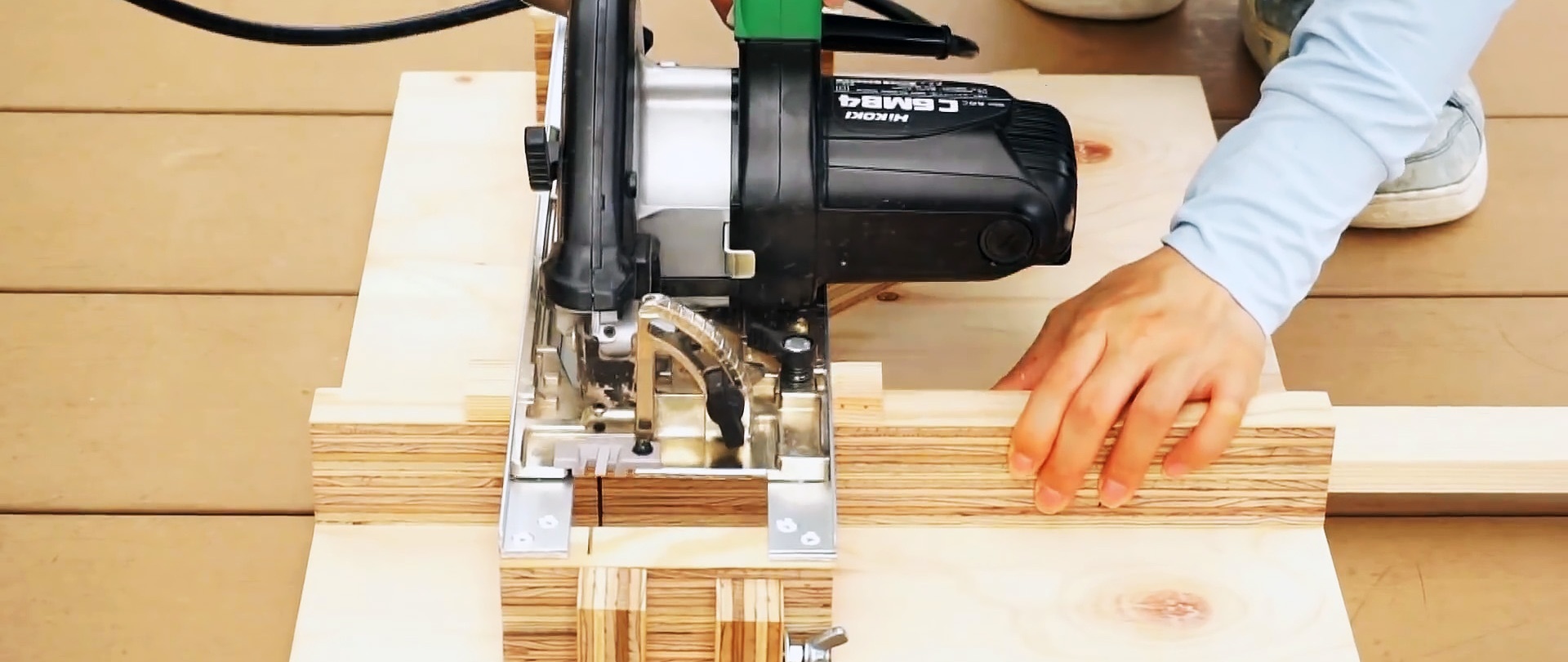
Kami mencuba pada tapak gergaji bulat, memasang panduan kedua dan juga mengikatnya dengan skru.
Untuk memastikan tapak gergaji bulat mudah menggelongsor di sepanjang panduan, sapukan pelincir untuk permukaan logam padanya.
Setelah memeriksa menegak bilah gergaji, kami membuat pemotongan melalui di pangkalan, memotong melalui rasuk 400 mm, dan juga memotong ke dalam sokongan kayu di tepi pangkalan, tetapi tidak memotong sepenuhnya bahagian pangkalan dari rasuk 400 mm kepada rasuk 123x25 mm.
Kami skru sesendal berulir untuk kayu M6×13 mm siram ke dalam rasuk dengan lubang. Kami memasang unit berbentuk U daripadanya dan dua elemen lain, dan rasuk dengan sesendal harus menjadi salah satu kaki unit ini.

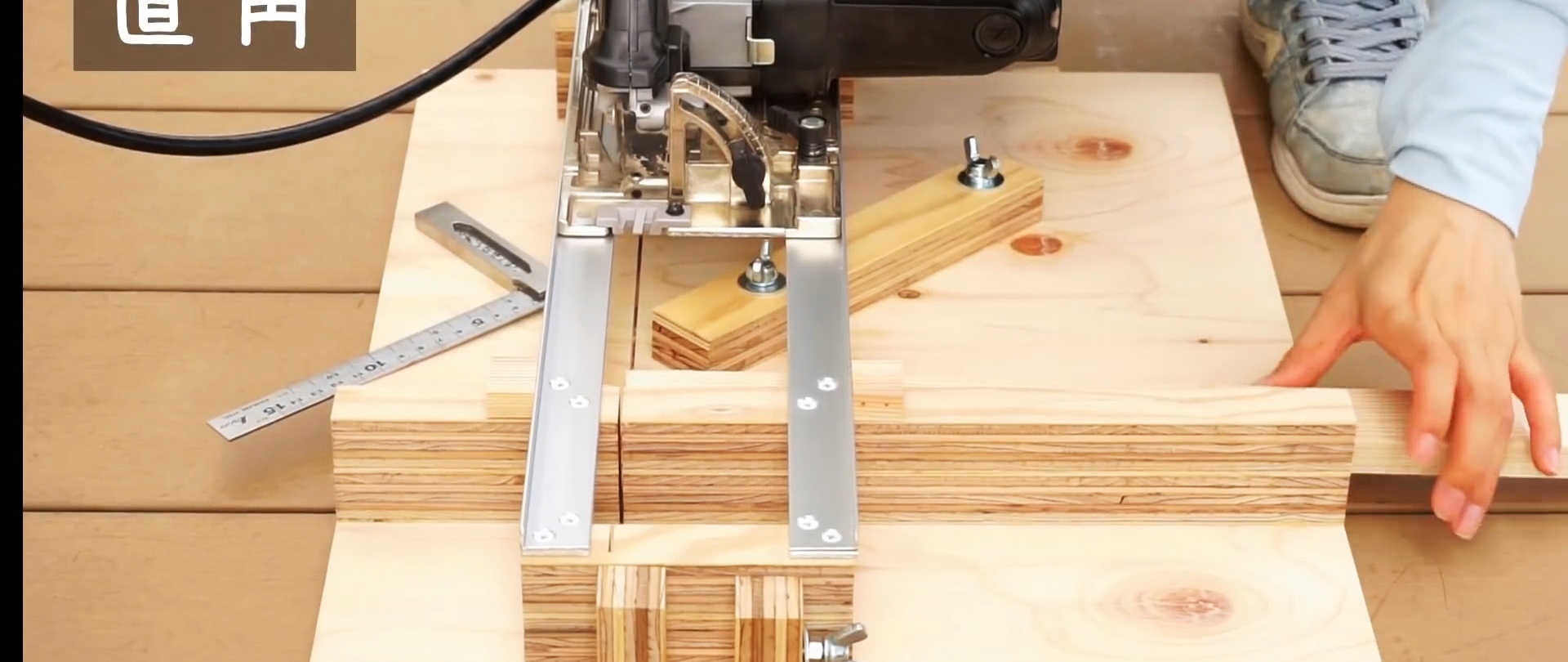
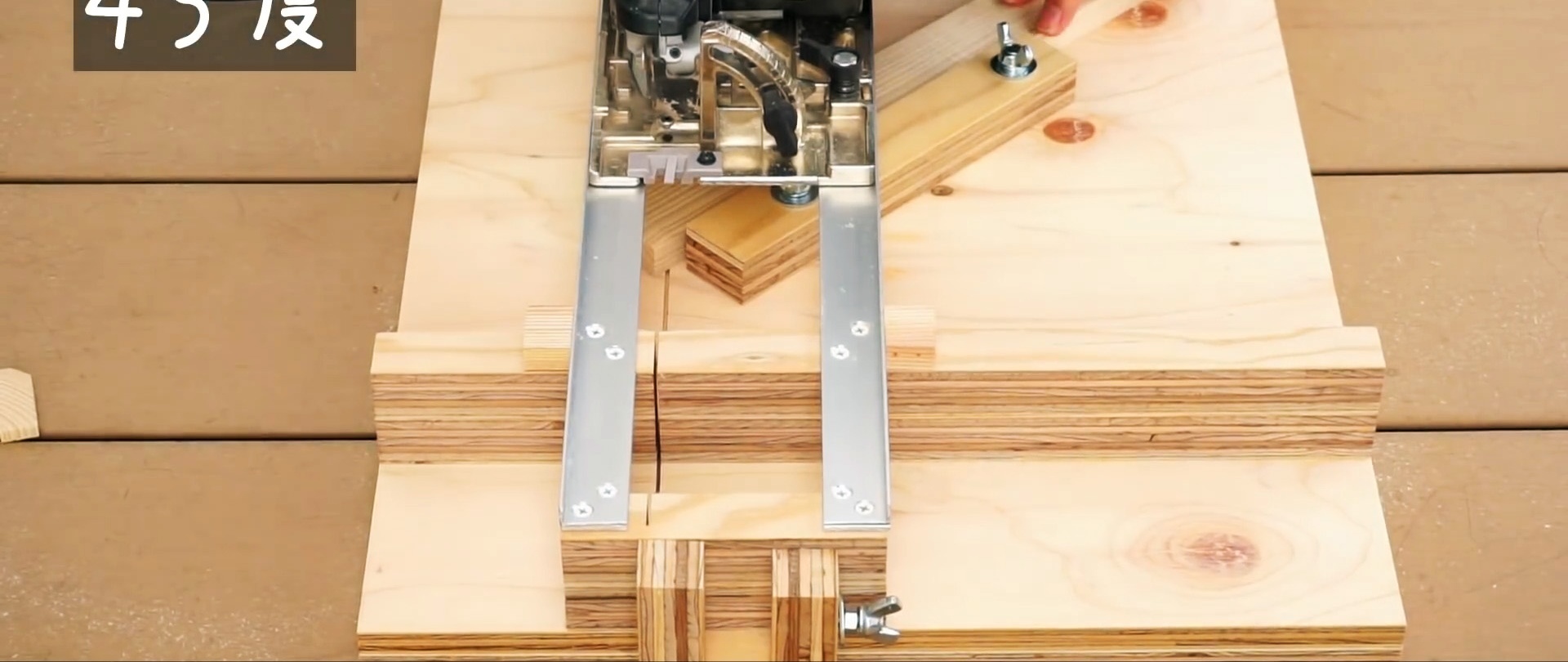
Skrukan nat pada bolt sayap sehingga ia berhenti dan skru ke dalam sesendal. Kami memasang unit berbentuk U dengan kaki pada rasuk 400 mm dengan keupayaan untuk bergerak dan membetulkannya di tempat yang betul, ditentukan dengan pita pengukur yang dilekatkan pada bahagian dalam rasuk 400 mm.
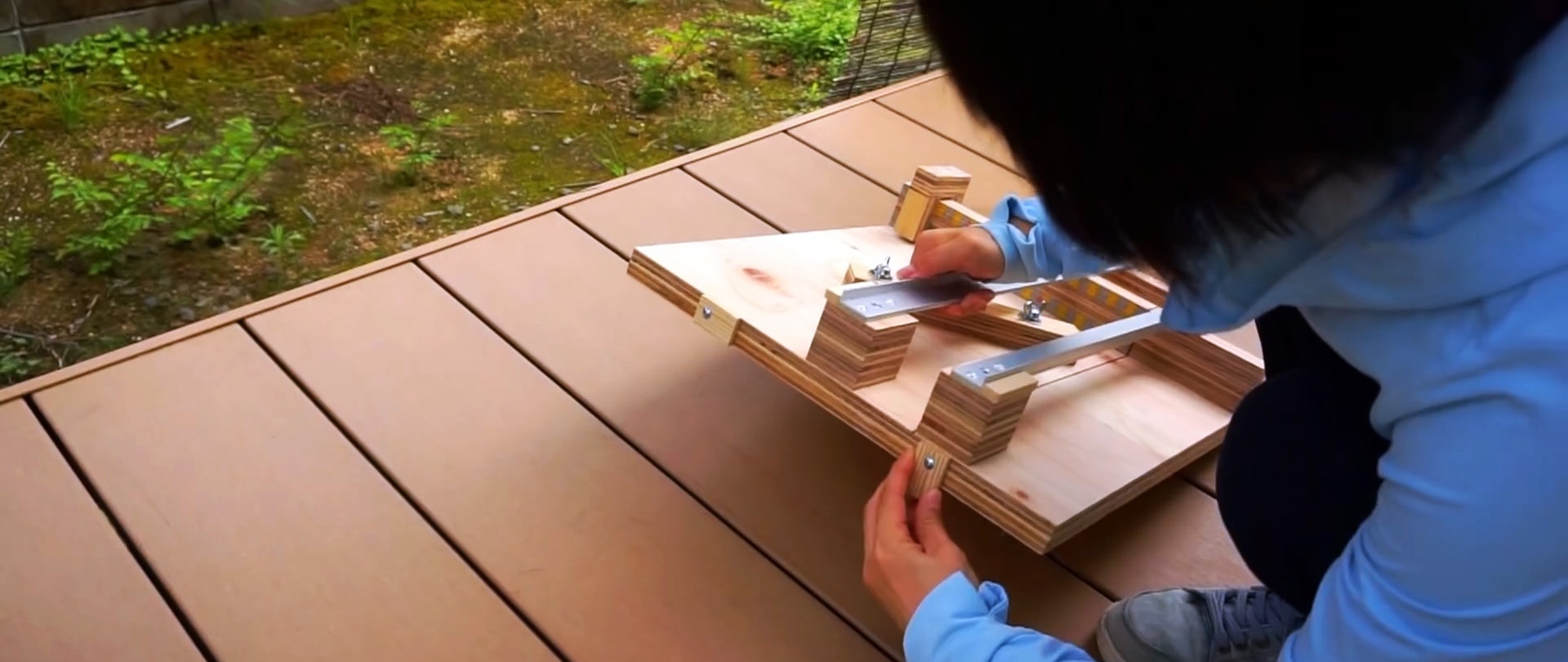
Kami melukis garis pada 45 darjah ke potongan di pangkalan, memastikan pemprosesan bahan kerja dengan lebar tertentu.
Menggunakan lubang di hentian sebagai templat, kami menggerudi lubang mengawan di pangkalan di mana kami skru sesendal berulir. Kami memasang penghad henti padanya menggunakan mesin basuh dan bolt sayap untuk memotong bahan kerja pada sudut 45 darjah.


Kami skru jalur kayu ke hujung sisi 500 mm pangkalan, yang, apabila dipasang secara menegak, melampaui bahagian bawah pangkalan.
Untuk mengelakkan anjakan sisi panduan, kami melekatkan hentian kayu di bahagian luar.
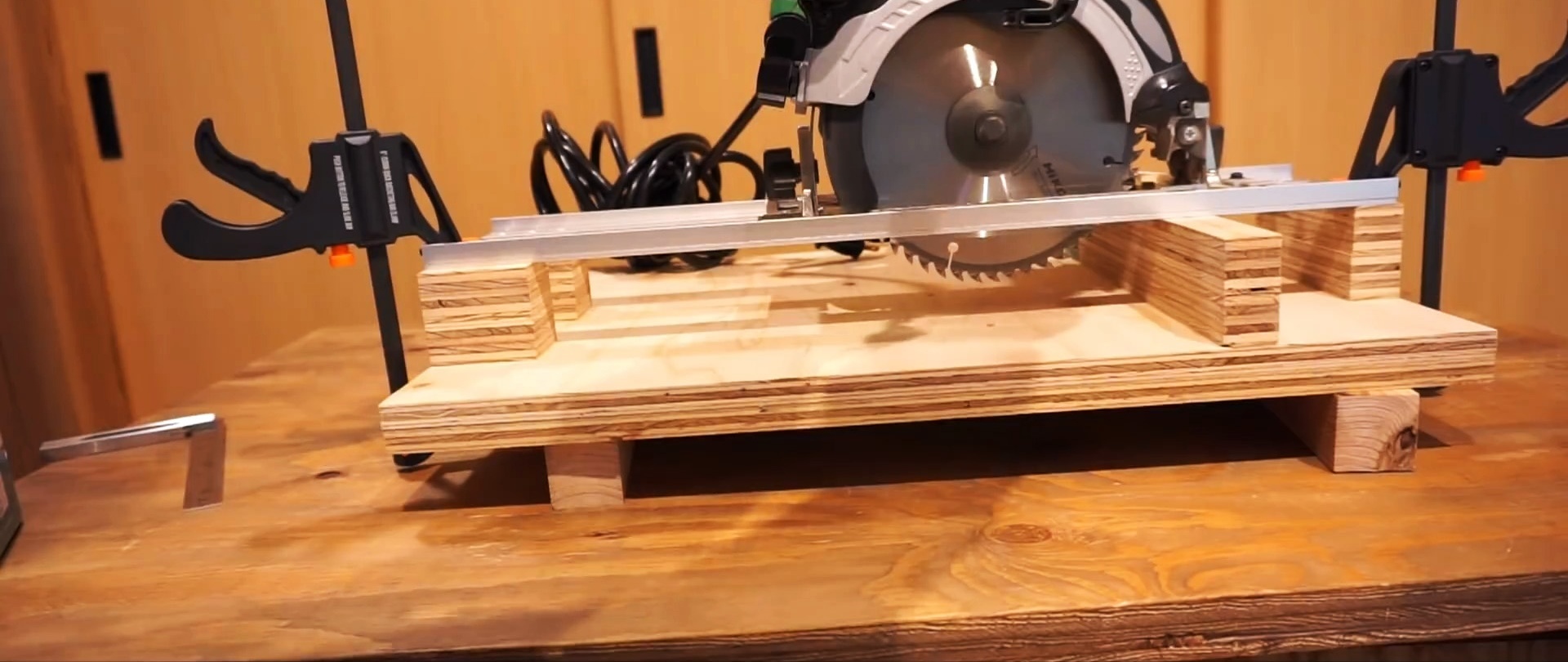
Kami memasang peranti di tempat yang rata dan menggunakan papan kayu di hujung pangkalan untuk membetulkannya.

Kini, tanpa tanda, kita boleh dengan mudah membuat pemotongan pada 45 dan 90 darjah atau cekap menyediakan banyak bahan kerja satu saiz.


Tonton video
Kelas induk yang serupa












