Cara menggulung paip dan membuat tip yang cantik menggunakan mesin pelarik
Pada mesin pelarik, sebagai tambahan kepada pemesinan terutamanya bahan kerja logam, banyak operasi lain boleh dilakukan, khususnya, proses kimpalan geseran akhir atau penggulungan paip menggunakan kaedah termomekanikal.
Cara membuat petua yang cantik menggunakan mesin pelarik
Dalam kedua-dua kes ini, proses yang telah lama diketahui untuk menukar tenaga kinetik atau motif kepada bentuk termanya digunakan. Ia terdiri daripada fakta bahawa apabila bahan kerja logam atau bahagian bergesel antara satu sama lain, suhu mereka meningkat dan mula-mula boleh mencapai titik pelembutan plastik, dan kemudian juga takat lebur.

Cuba kita gunakan teknik ini untuk proses menggulung paip bulat. Untuk melakukan ini, dalam pemegang alat, bukannya pemotong konvensional, kami memasang plat tegar yang diperbuat daripada keluli tahan panas dengan ceruk separa silinder di hujung kerjanya, diameternya mesti bertepatan dengan diameter luar bulatan. paip yang kita akan tertakluk kepada proses rolling.
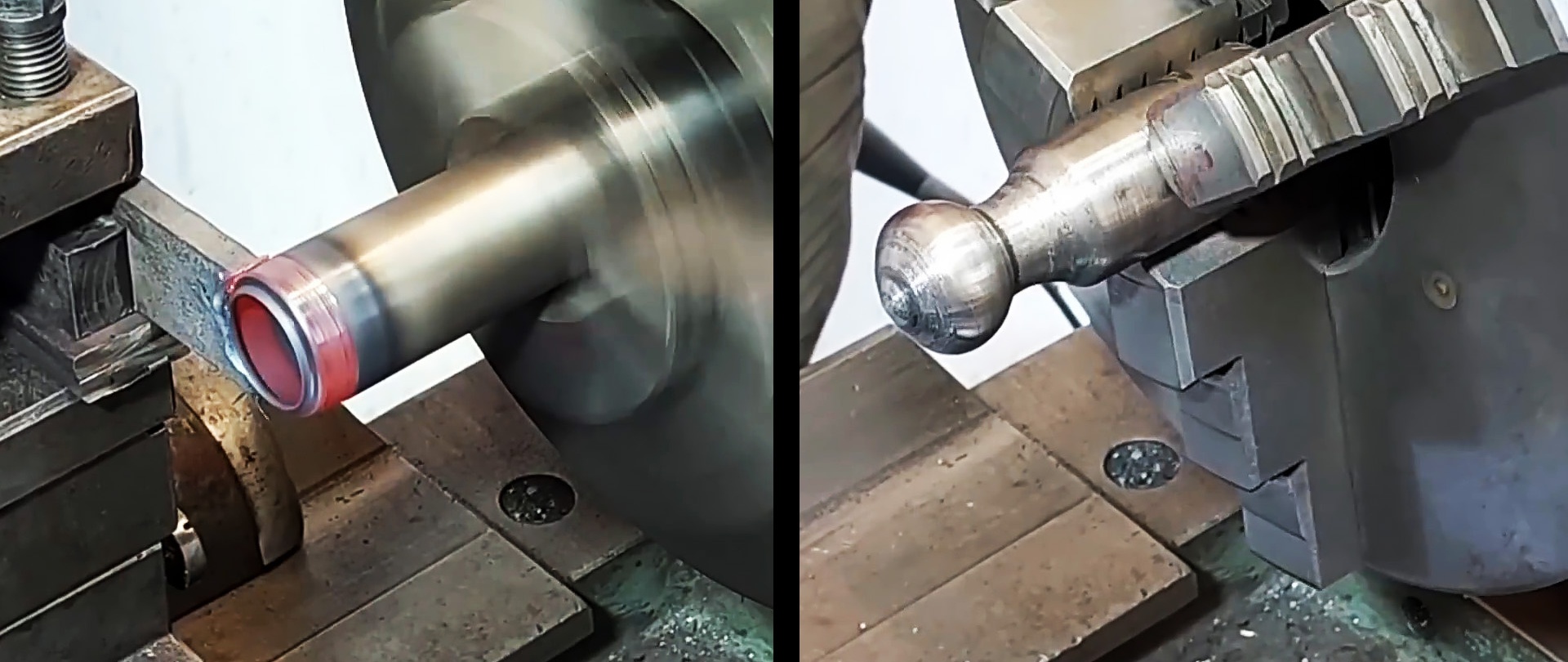
Untuk mengelakkan penghujung paip bulat dari mula berubah bentuk di bawah pengaruh termomekanik, sebelum mengapitnya di dalam chuck mesin bubut, kami meletakkan kacang soket atau sesuatu yang serupa di dalamnya dengan diameter yang sesuai.
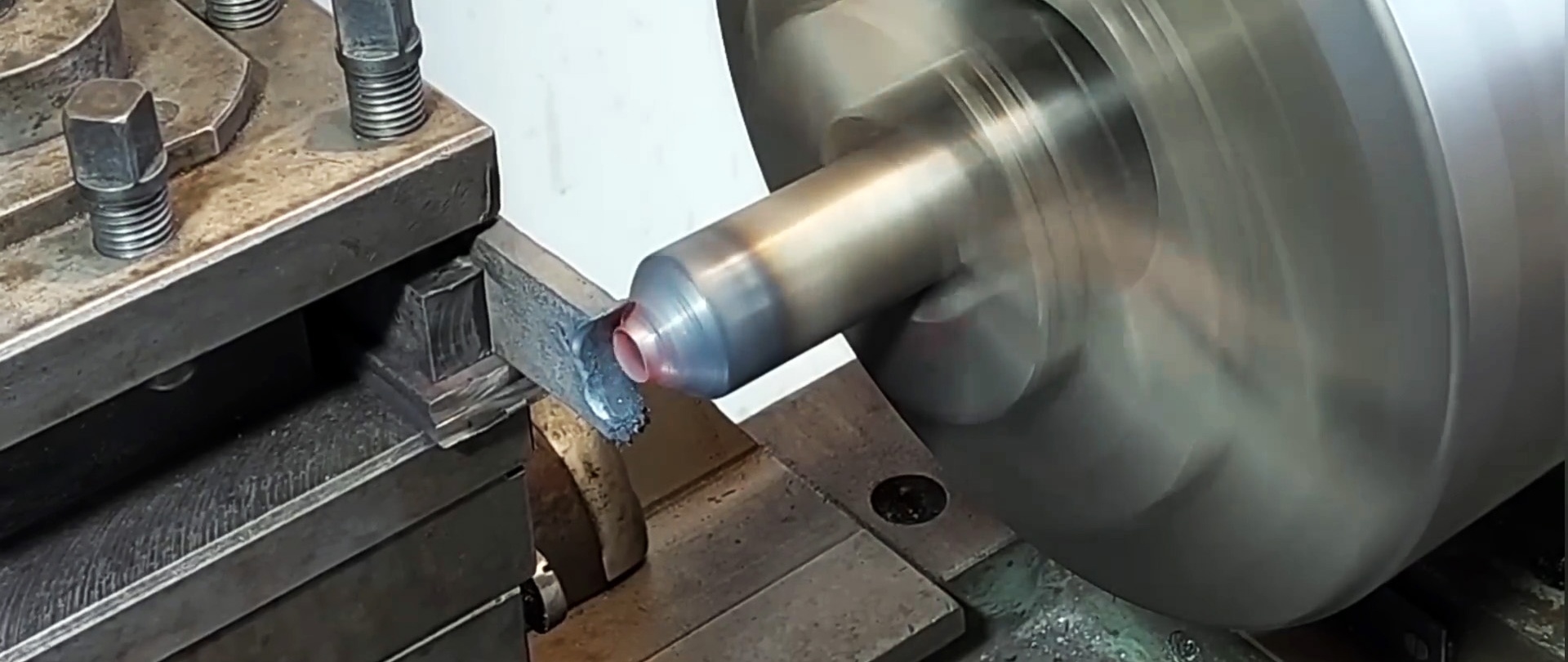
Kami membawa ceruk di hujung kerja plat tahan haba ke paip bulat dan menghidupkan suapan melintang. Selepas masa yang singkat, logam paip akan mula panas dengan kuat dan menjadi merah. Dalam kes ini, pelembutan logam paip yang agak ketara berlaku.
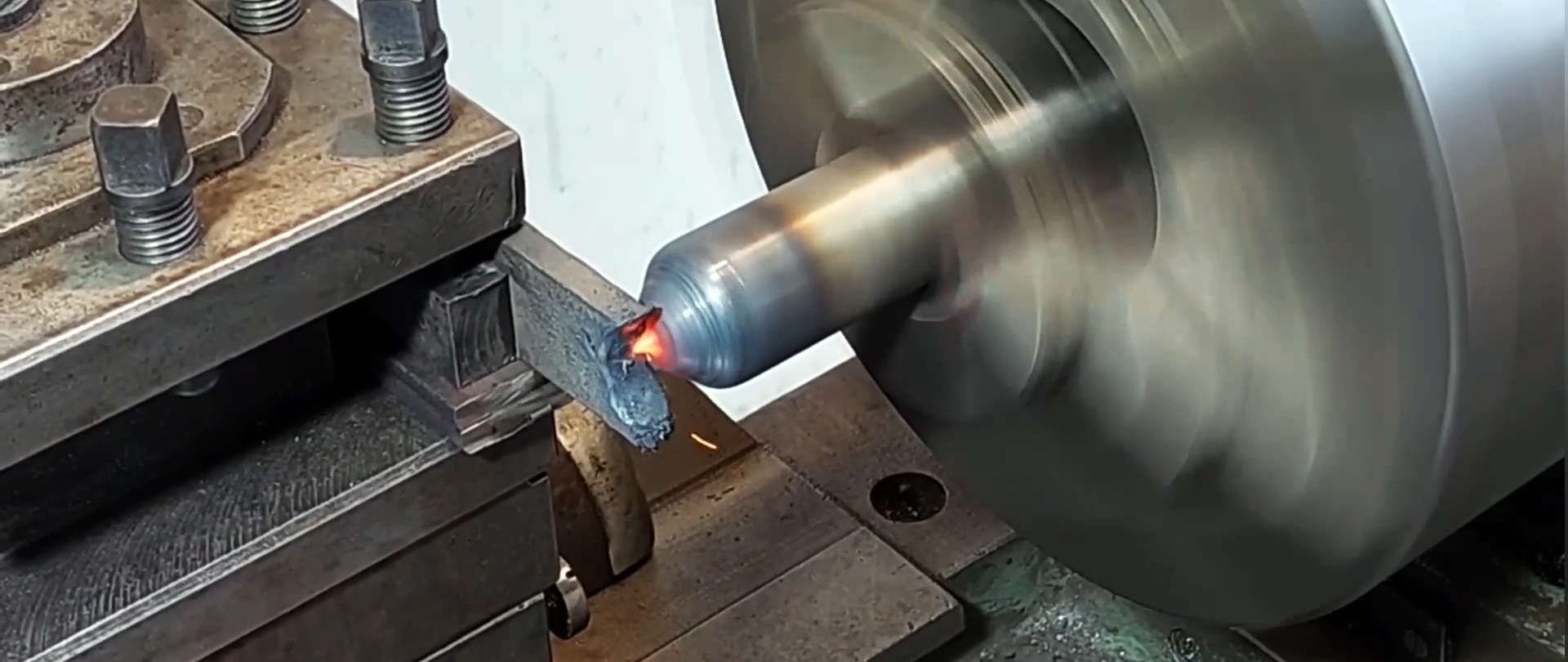
Dengan menggabungkan suapan melintang dan membujur angkup, kami memperoleh kon lurus di hujung paip, yang secara beransur-ansur berubah menjadi hampir hemisfera. Kemudian kami meletakkan ceruk plat tahan haba pada bahagian paip di belakang kepala hujung dan, juga, dengan melaraskan suapan melintang dan membujur, kami memanaskan logam merah-panas dan mula-mula membentuk kon, dan kemudian hampir hemisfera.
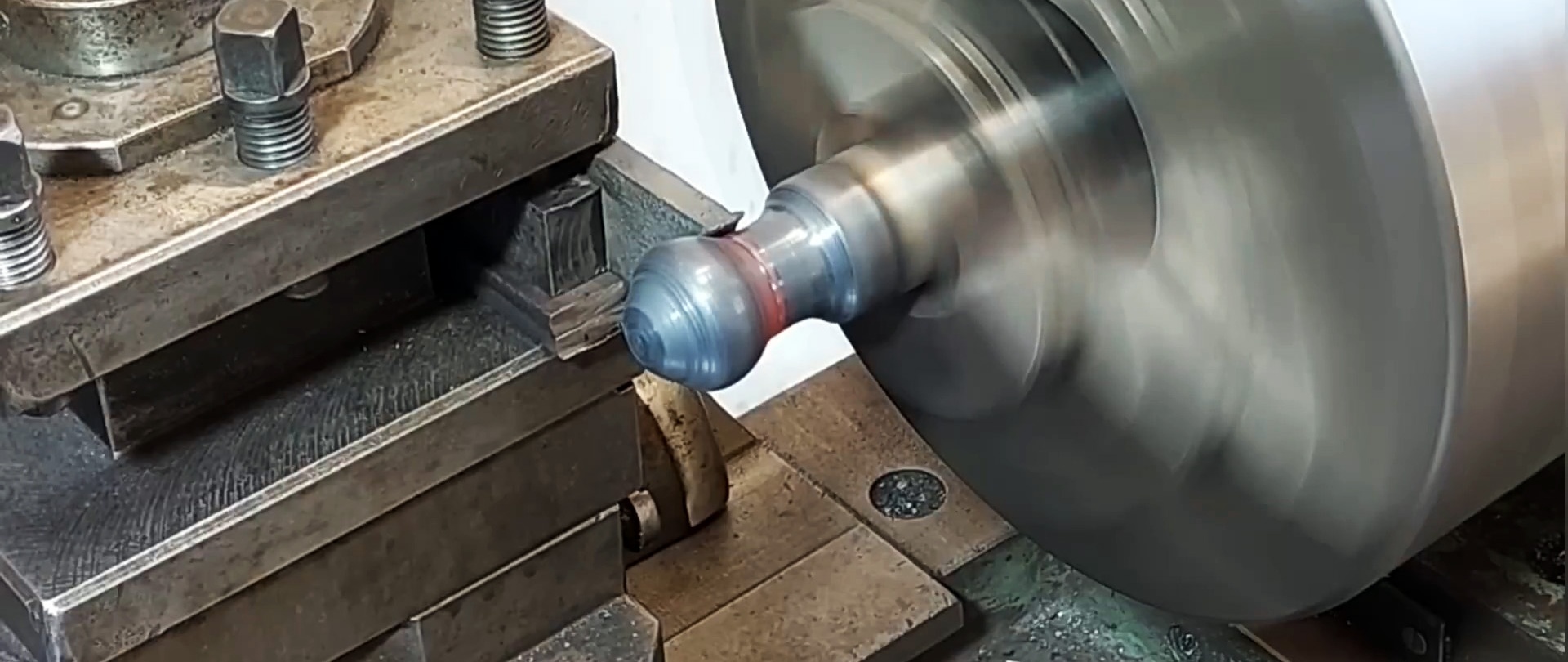
Selanjutnya, terus mempengaruhi profil yang terhasil secara terma dan mekanikal, kami mencapai bentuk sferoid yang ideal. Biarkan logam sejuk, lepaskan sedikit, dan pasang semula paip dengan hujung sferoid yang terbentuk secara kasar.

Menggunakan fail tangan, kami mengeluarkan tanda, penyelewengan dan burr yang paling ketara. Kemudian kita mulakan proses pengamplasan menggunakan kertas pasir dengan grit yang semakin berkurangan, pertama pada kelajuan rendah dan selesaikan pengamplasan permukaan pada kelajuan maksimum.


Tonton video
Kelas induk yang serupa






Amat menarik






