Hoe je van een grendel een combinatieslot kunt maken
Sommige ambachten zijn niet alleen interessant vanwege hun doel, maar ook vanwege hun originele technische ontwerp. Deze zijn uiteraard voorzien van een cijferslot.

De vervaardiging ervan vergt tijd, aanzienlijke inspanning, uiterste zorg en de volgende materialen:

Apparatuur waar we niet zonder kunnen:
De werkzaamheden bestaan uit drie fasen: productie van onderdelen en samenstellingen, montage en installatie van een codecombinatie van cijfers.
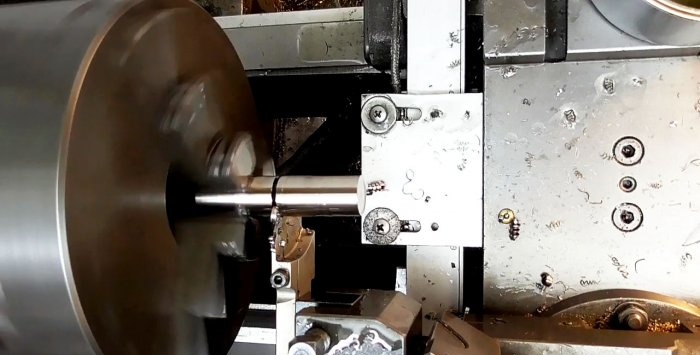
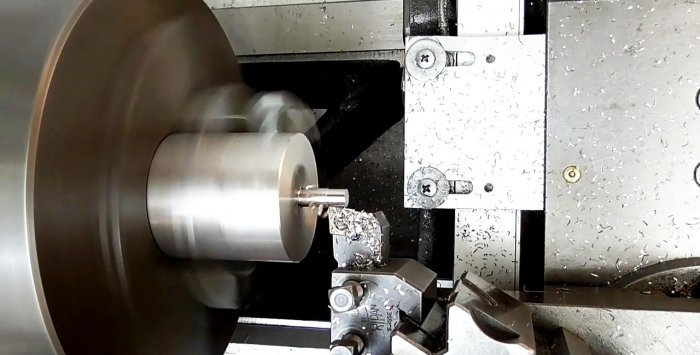
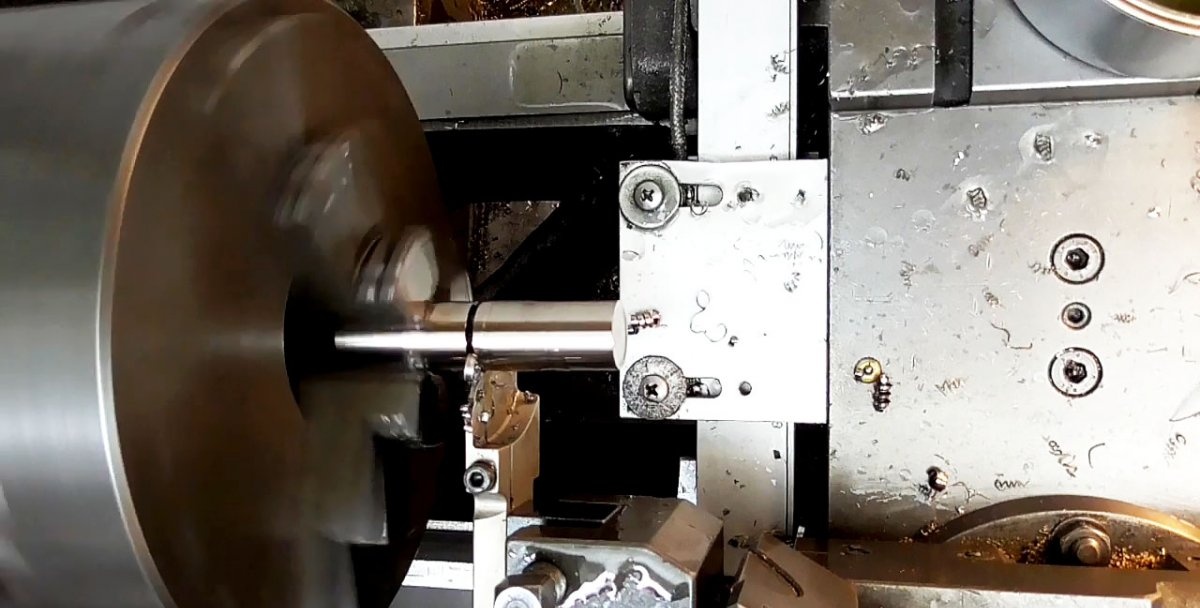
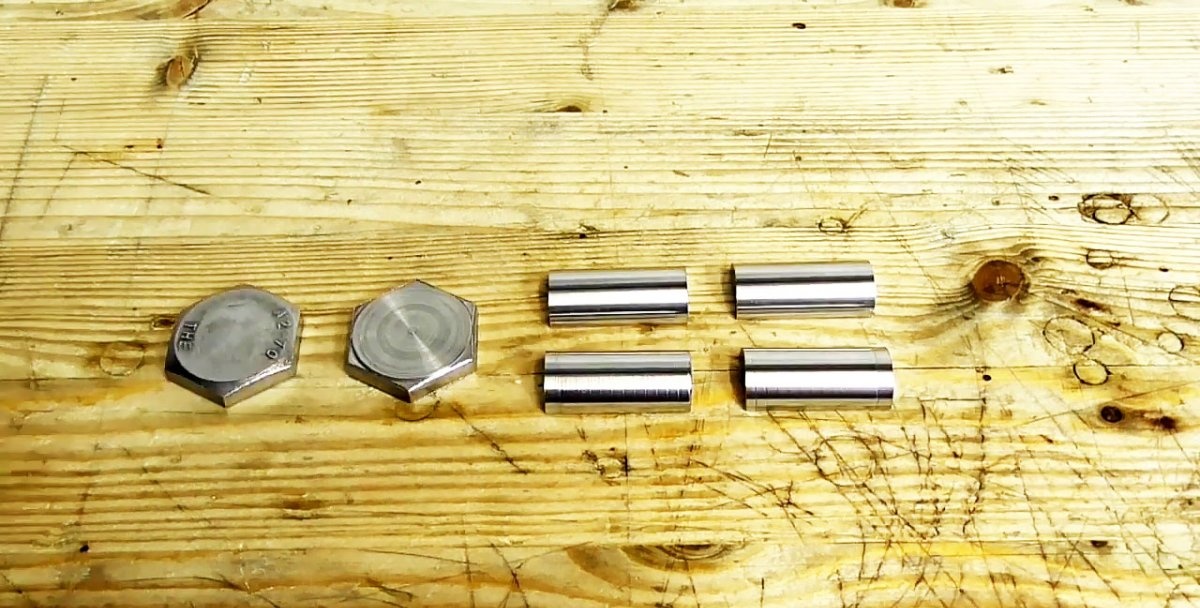
Op een draaibank verdelen we de boutkop in twee helften en slijpen de staaf tot de diepte van het draadprofiel.

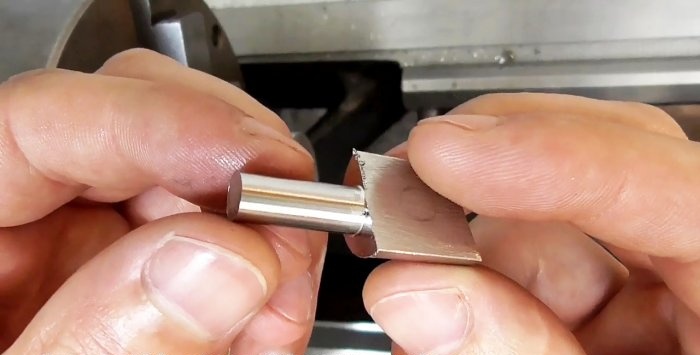
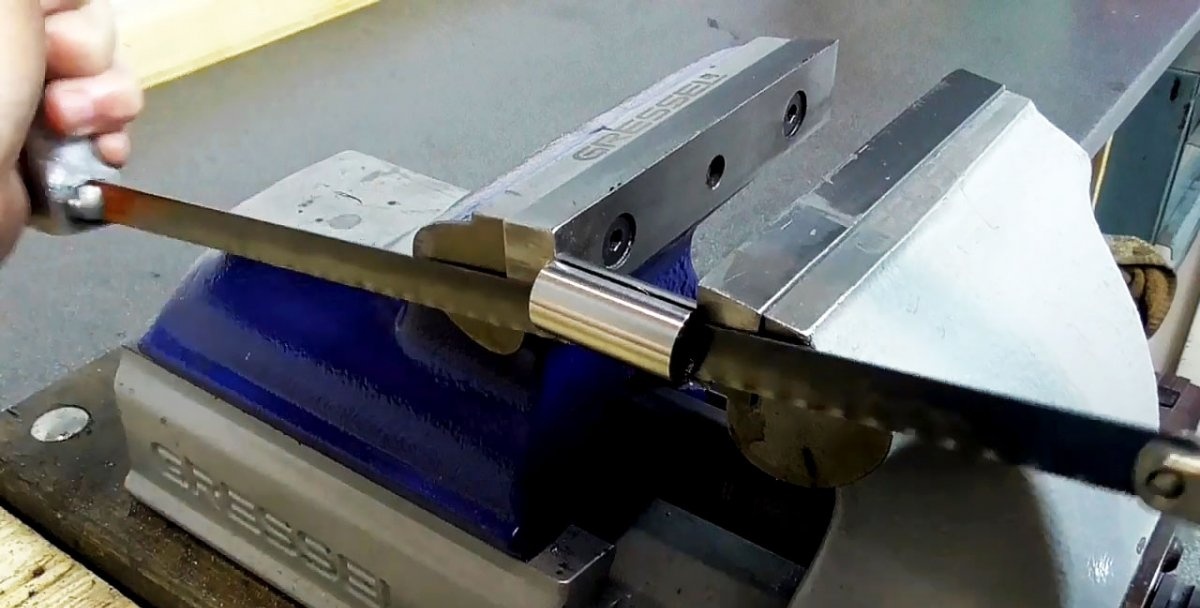
We klemmen een deel van de staaf in een bankschroef en zagen het met een metalen zaag in twee longitudinale helften.


Teken op een van de zeshoekige platen met behulp van een sjabloon en een stift de omtrek van de zijbekleding van het slot.

We slijpen de gelijmde zeshoeken op een slijpmachine langs de gemarkeerde contouren van de zijbekleding van het slot en boren gaten aan de uiteinden.


In de gaten steken we de "poten" van ronde sjablonen, die alleen worden gebruikt om de omtrek van de zijkussentjes van het slot op de slijpmachine te tekenen.

Op een boormachine vormen we met behulp van een boormachine en een vingerfrees het afwerkingsprofiel van de gaten in de zijplaten. Rond het grote gat maken we met een vingerfrees gelijkmatig in een cirkel 9 inkepingen.

Polijst met een zacht wiel alle oppervlakken van de zijbekledingen van het slot.


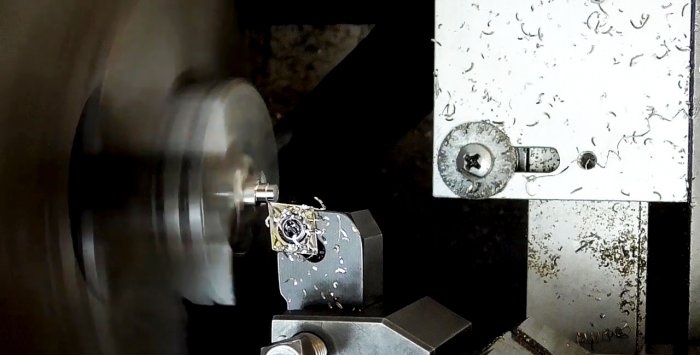
Vanaf 4 halve cilinders slijpen we met behulp van een speciale klem een ronde staaf op een draaibank tot het midden van het werkstuk.



De eerste pin is voor de wielen aan de montagezijde. Het heeft aan de ene kant een zitting voor een gat en aan de andere kant een ringvormige groef voor een borgring en een blind gat.


Met behulp van een frees maken we er een langsgroef in over de gehele lengte van het blinde gat.




De tweede pin vanaf de bevestigingszijde ziet eruit als een massieve ronde stang met een zitting voor een gat in de zijplaat van het slot en een blinde langsboring.






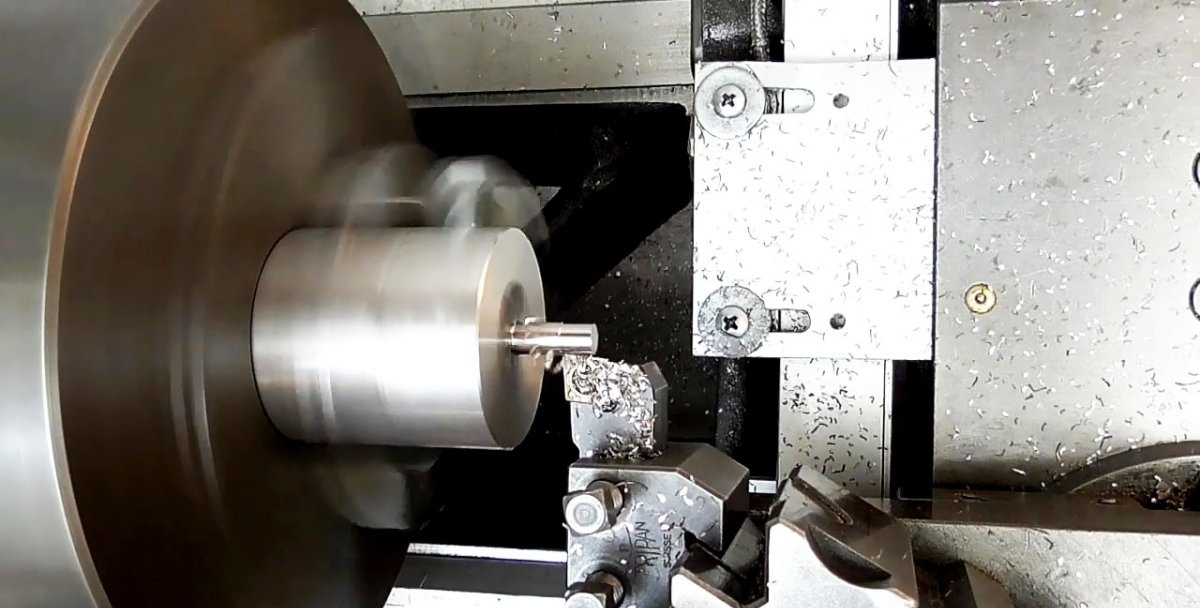
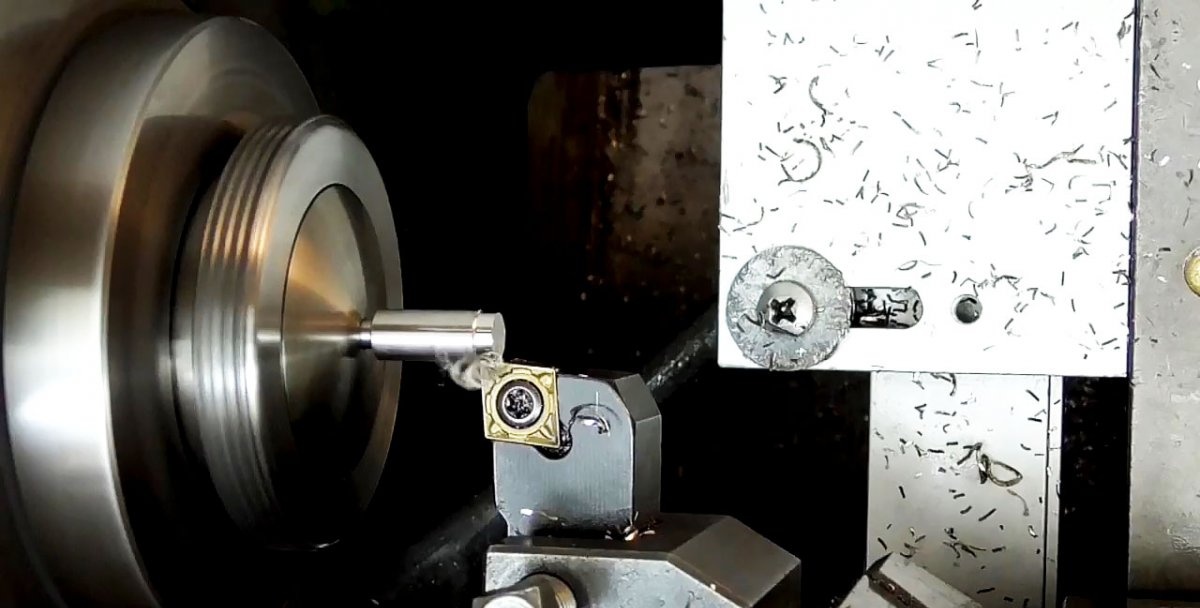
De derde sleutelpin aan de bewegende zijde is eveneens onder de massieve cilinder bewerkt. Vervolgens wordt één zijde met een pakking in een patroon geklemd om de as van de rol weg te verschuiven van de rotatieas van de patroon. Als gevolg hiervan wordt bij verwerking met een snijder een ronde pen met een kleinere diameter gevormd, waarvan het midden niet samenvalt met het midden van de pen.


Vervolgens vormen we door frezen twee planken aan beide zijden van de offsetpen. Het resultaat is een staaf met twee vlakken verbonden door cirkelbogen.

Met dezelfde frees verkleinen we de dwarsdoorsnede van de staaf aan de grotere zijde met behulp van symmetrische verwerking.

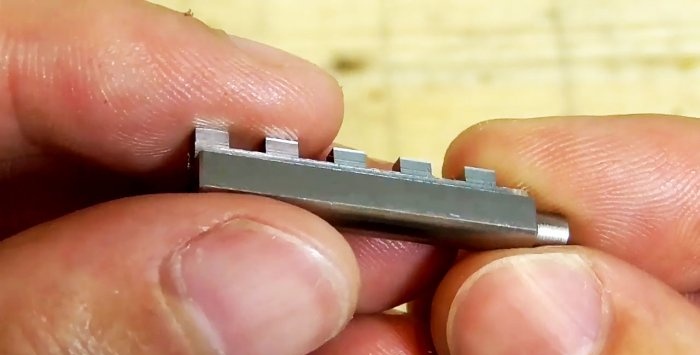
Met behulp van een vingerfrees maken we 5 rechthoekige en gelijke groeven. Hierdoor worden ook 5 gelijke uitsteeksels gevormd.
Met behulp van vijlen, naaldvijlen en schuurpapier wordt de staaf met alle uitsteeksels in de gewenste vorm gebracht en worden de randen en ribben afgerond. Polijst tenslotte deze en alle andere hengels met een zacht wiel.



We steken de stang op zijn plaats in de zijplaat van het slot.
De vierde pen, die aan de beweegbare zijde de functie van de bovenste as vervult, is machinaal bewerkt op de maat van het gat in de zijplaat van het slot en is aan één zijde met een vijl en een zachte cirkel tot een halve bol gevormd . We plaatsen het ook op zijn plaats.



Alle pinnen aan de achterkant lassen we aan de zijplaten van het slot.

We slijpen en polijsten de lasnaden op een slijpmachine, ronden de randen af met een vijl, werken af met schuurpapier en polijsten met een zachte schijf.

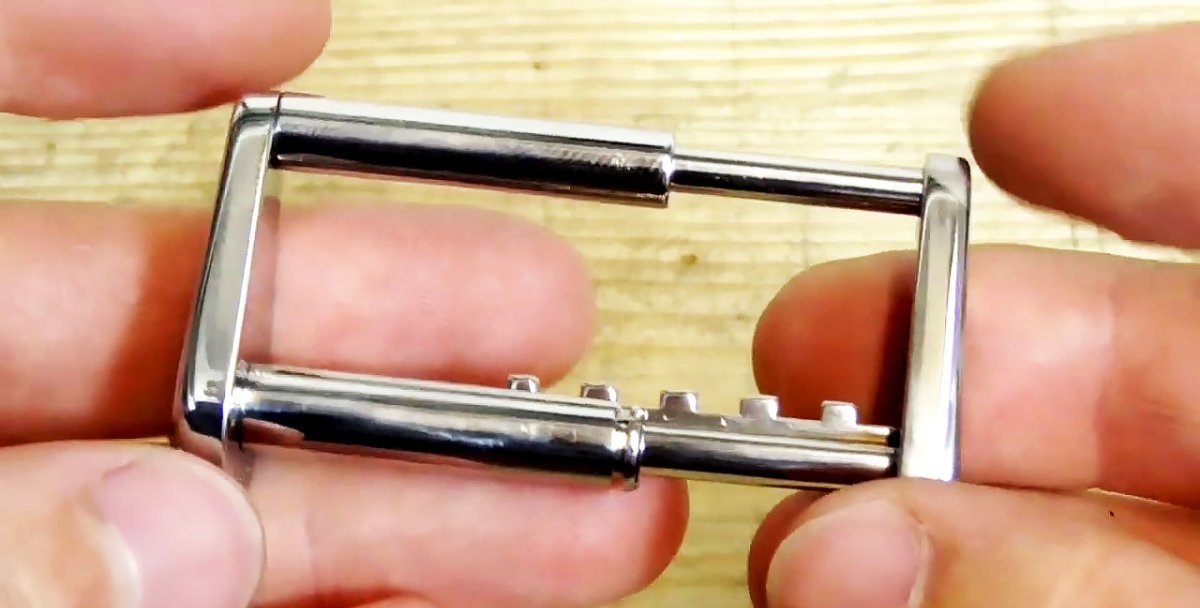
Met behulp van een set vijlen vormen we aan het uiteinde van de pin een groef met een longitudinale sleuf. We proberen de beweegbare pinnen in de gaten van de vaste pinnen te steken.


Wij maken 4 messing wielen met cijfers. Nadat we ze op maat hebben gesneden, snijden we de plano's op een draaibank, boren eerst een doorgaand gat in het midden en breiden dit enerzijds uit tot een bepaalde diepte.





De koppelschotel verschilt van andere door de aanwezigheid van een centrale groef aan beide zijden, waarvan de ene dieper is dan de andere.
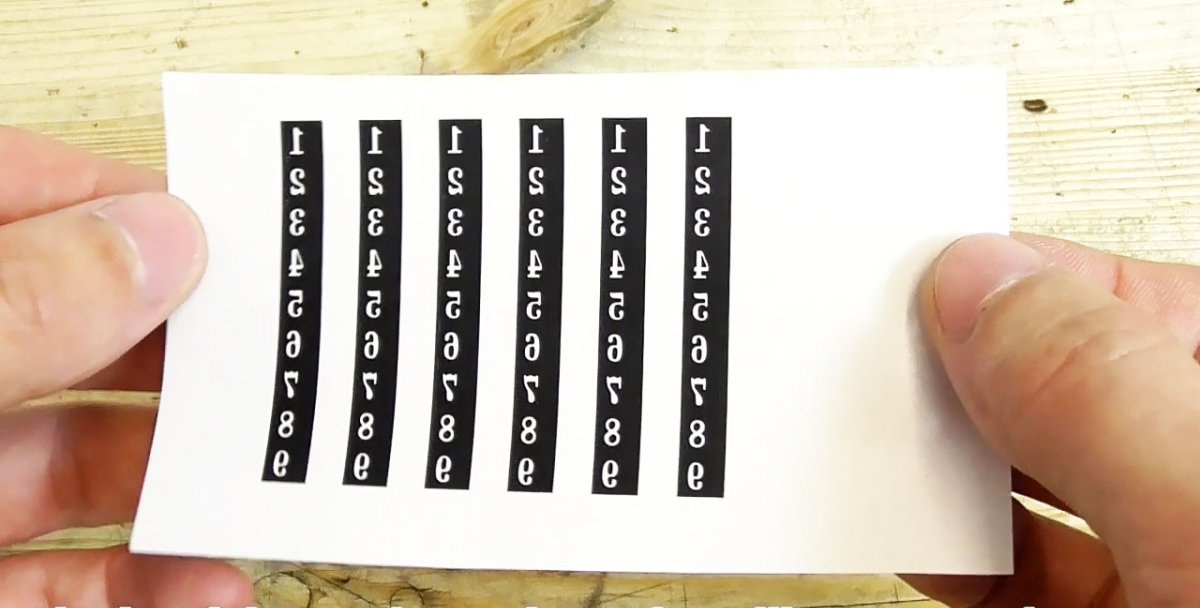
Kolommen met cijfers voor toepassing op de vormwielen zijn in spiegelbeeld gedrukt op papier met een siliconencoating.
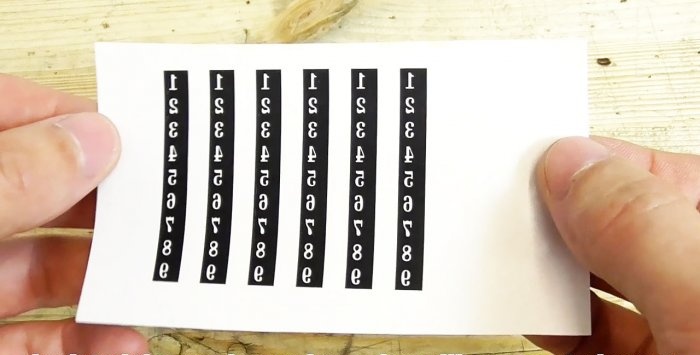
We knippen met een schaar verticale stroken cijfers uit en lijmen deze op de vormwielen.

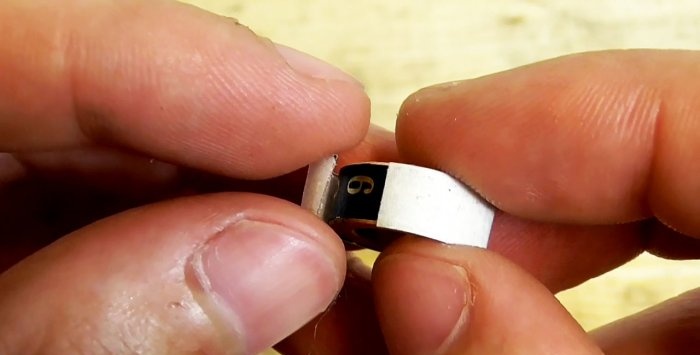
We brengen de cijfers over naar het oppervlak van de vormwielen en rollen ze langs de zool van een heet strijkijzer. Hierdoor scheidt het papier zich af en blijft er een laagje siliconen met cijfers aan de ring plakken.

Om alle oppervlakken van de wielen te beschermen, behalve die met cijfers, bestrijken we ze met nagellak.

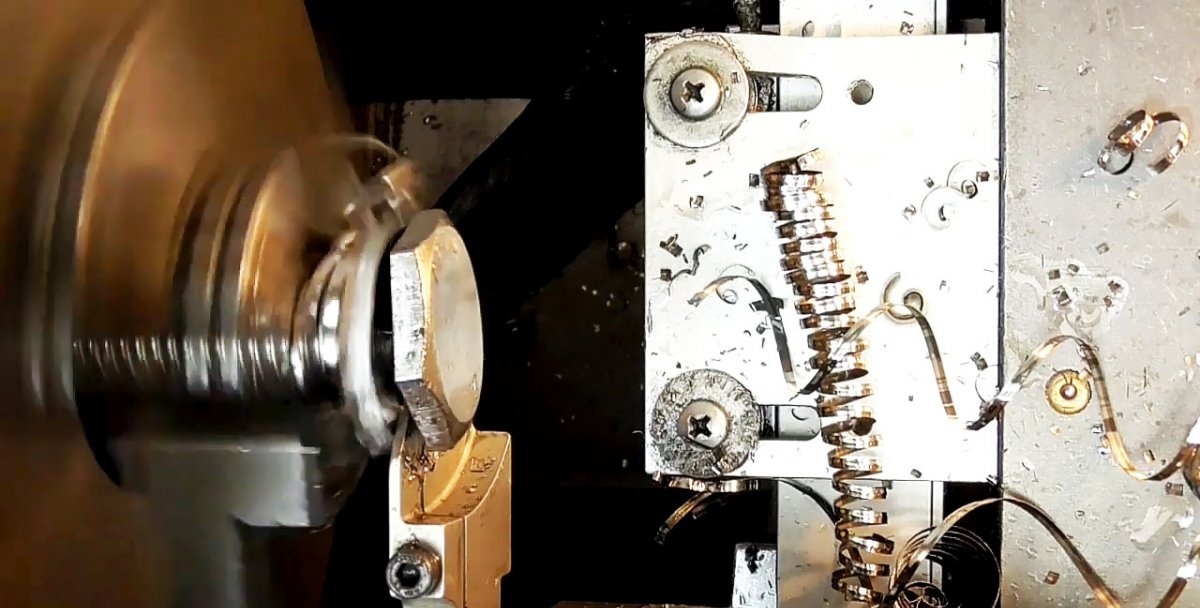
We rijgen de wielen aan een draad, plaatsen ze op de bodem van een hellende greppel en vullen ze met ijzerchloride-oplossing om gedurende 45 minuten te etsen, wat de wielen aantrekkelijk maakt en de cijfers contrasteren.


Vervolgens rijgen we de wielen op een speciale doorn, spannen ze aan met een moer en klemmen ze in de klauwplaat. Vervolgens bewerken we het wielblok met schuurpapier en polijsten we het met een noppendoekje.
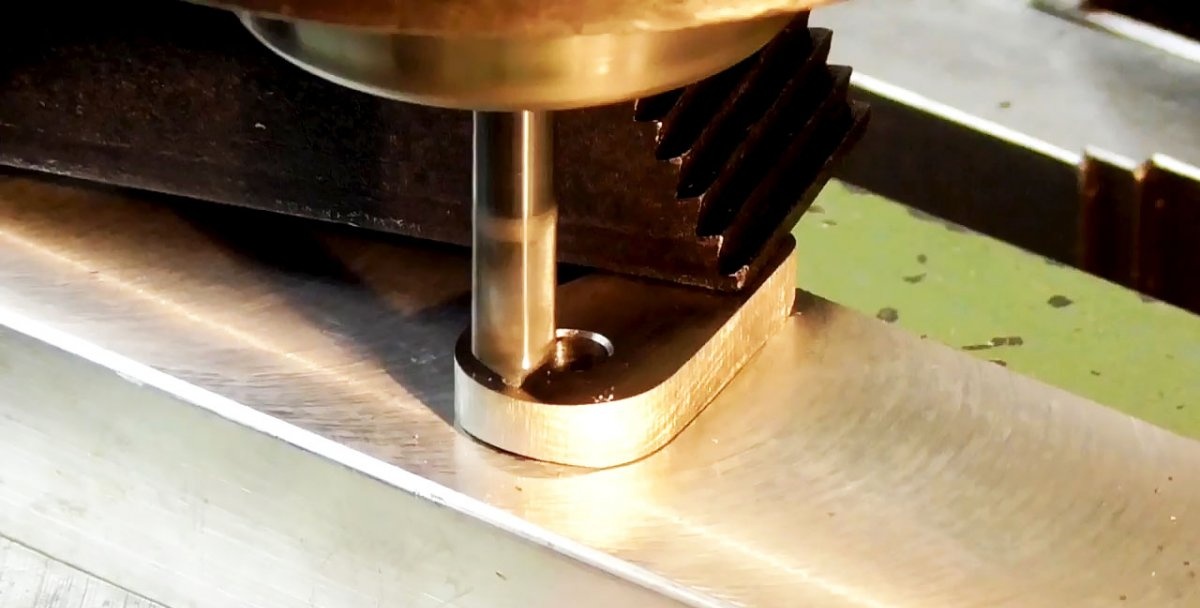
We klemmen de wielen in een speciale houder en maken met een frees met een freesmachine een halfronde groef totdat deze in een groot gat uitkomt.
Aan de uiteinden van de wielen maken we 9 inkepingen gelijkmatig in een cirkel.


We bevestigen de wielen één voor één op de doorn en klemmen ze in de spankop van de draaibank. We brengen de aangepaste karteling naar het wiel, smeren ze met olie en zetten de machine aan. Aan het uiteinde wordt met een smalle strook een cirkelvormige inkeping op het wiel gerold.


Gebruik een frees om bramen van het uiteinde van de inkeping te verwijderen.
We boren blinde gaten van 0,8 mm met een boor aan de uiteinden van de wielen met een inkeping tegenover de halfronde groef.

Opnieuw plaatsen we de wielen één voor één op de doorn en brengen zwarte verf aan op de digitale uitsparingen, waarbij we het overtollige materiaal verwijderen met een plat oppervlak, tegen het roterende wiel drukken en vervolgens met een zachte doek.



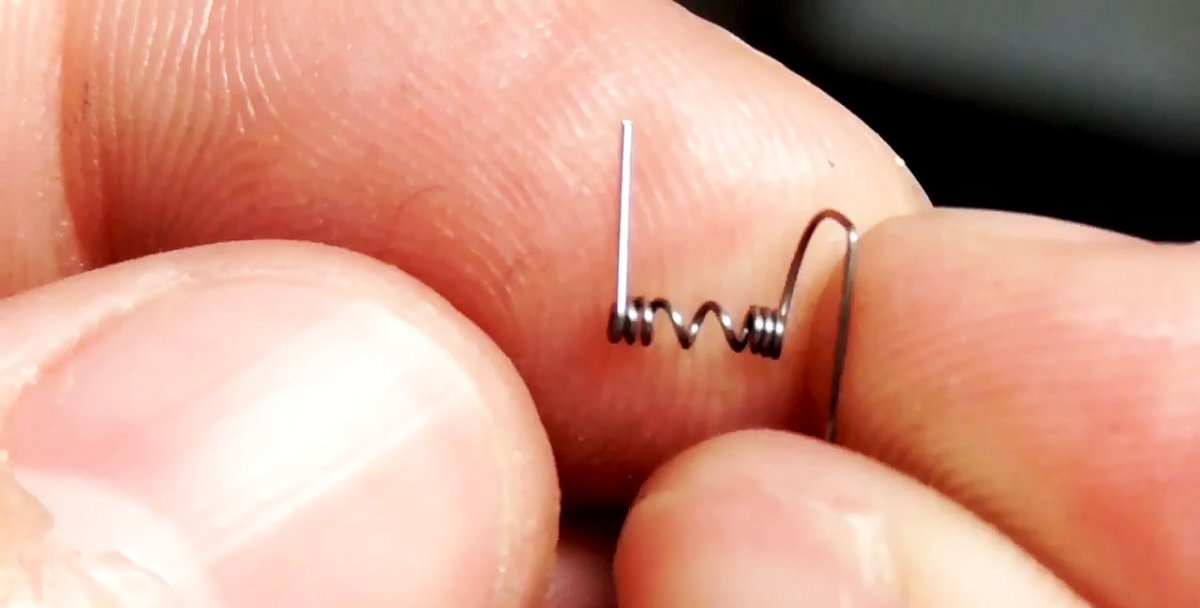
Met behulp van een speciale doorn voor het opwinden van veren, gemonteerd op een draaibank, maken wij 5 soortgelijke veren van 0,3 mm verenstaaldraad.

Om de draad op de doorn vast te houden bij het opwinden van de veren, gebruiken we een tang en om de uiteinden af te snijden gebruiken we een metalen schaar.
Om wielen met cijfers te monteren, hebben we naast veren 5 stalen kogels van 2 mm nodig.

We steken een veer in de blinde gaten in de wielen en bedekken deze met een bal erop.


Vervolgens rijgen we alle 5 de wielen met veren en kogels op de bovenste as.
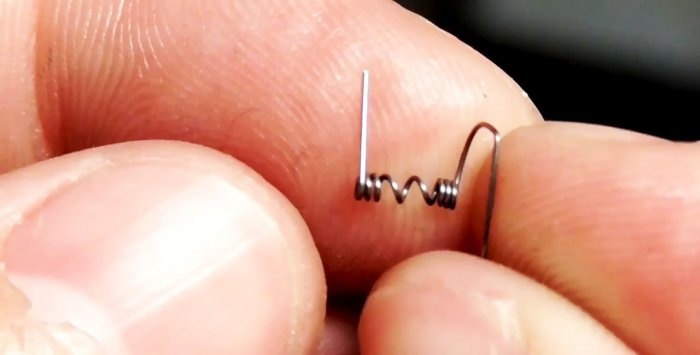
Met behulp van 0,8 mm verenstaaldraad op een eenvoudige doorn, geklemd in een bankschroef, maken we met behulp van een tang en draadknipper een stop-lock voor het inknijpen en vasthouden van de wielen met cijfers op de stang.
We steken het ene uiteinde van de stop met een pincet in de groef aan het uiteinde van de staaf, drukken de stop in het midden, waarna de tweede rand alles wat eronder zit veilig bedekt en vasthoudt.



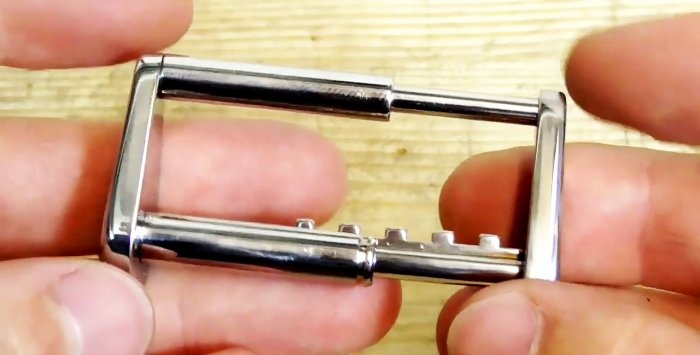
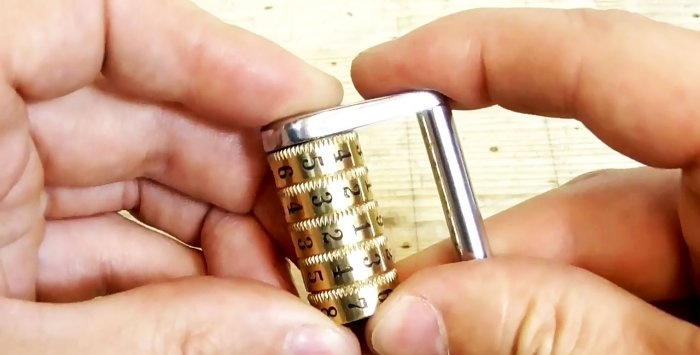
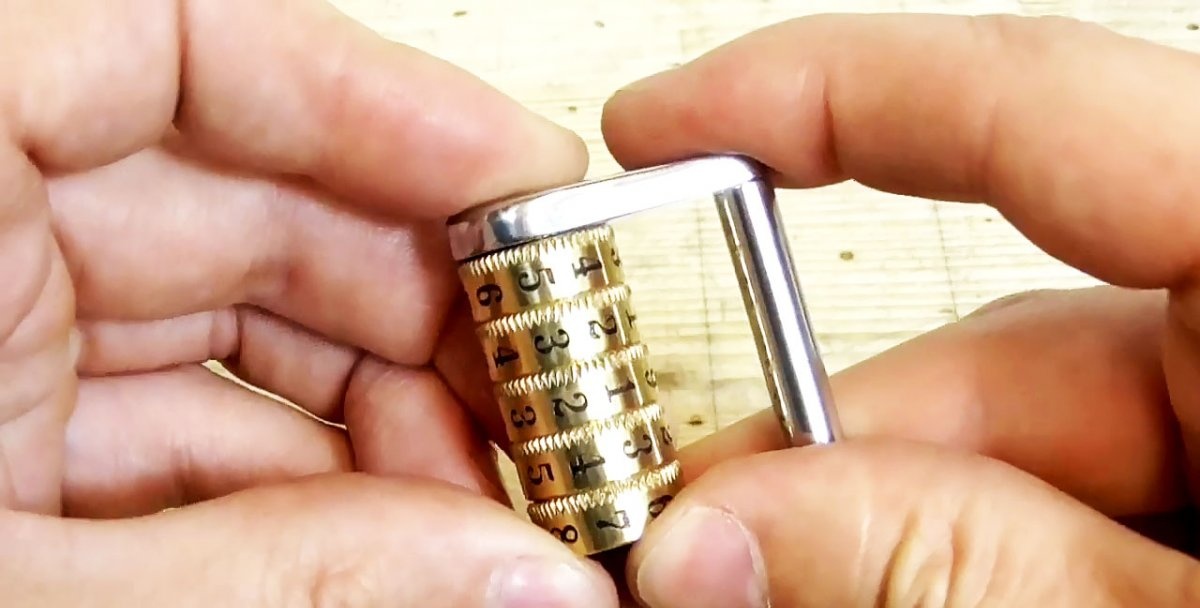
Het enige dat overblijft is de tweede zijde van het cijferslot met de stangen op zijn plaats te plaatsen en het apparaat is klaar voor gebruik. Maar voorlopig zit het slot op slot, omdat er een willekeurige cijfercombinatie is ingesteld. De codeset met cijfers wordt bepaald door de locatie van de sluitelementen op de wielen en is exclusief voor elk slot.



Zal nodig hebben
De vervaardiging ervan vergt tijd, aanzienlijke inspanning, uiterste zorg en de volgende materialen:

- roestvrijstalen bout M20 × 70;
- kartelwiel;
- middelen voor het aanbrengen van cijfers op wielen;
- stalen ballen;
- verenstaaldraad (0,3 en 0,8 mm).
Apparatuur waar we niet zonder kunnen:
- draai-, boor- en freesmachine;
- bankschroef;
- tang;
- ijzerzagen voor metaal;
- Slijper;
- scharen voor het snijden van metaal en papier;
- doornen voor het opwinden van veren en borgringen.
Productietechnologie
De werkzaamheden bestaan uit drie fasen: productie van onderdelen en samenstellingen, montage en installatie van een codecombinatie van cijfers.
Vervaardigen van onderdelen en samenstellingen
Pads voor zijvergrendeling
Op een draaibank verdelen we de boutkop in twee helften en slijpen de staaf tot de diepte van het draadprofiel.
We klemmen een deel van de staaf in een bankschroef en zagen het met een metalen zaag in twee longitudinale helften.
Teken op een van de zeshoekige platen met behulp van een sjabloon en een stift de omtrek van de zijbekleding van het slot.

We slijpen de gelijmde zeshoeken op een slijpmachine langs de gemarkeerde contouren van de zijbekleding van het slot en boren gaten aan de uiteinden.


In de gaten steken we de "poten" van ronde sjablonen, die alleen worden gebruikt om de omtrek van de zijkussentjes van het slot op de slijpmachine te tekenen.

Op een boormachine vormen we met behulp van een boormachine en een vingerfrees het afwerkingsprofiel van de gaten in de zijplaten. Rond het grote gat maken we met een vingerfrees gelijkmatig in een cirkel 9 inkepingen.
Polijst met een zacht wiel alle oppervlakken van de zijbekledingen van het slot.


Pinnen
Vanaf 4 halve cilinders slijpen we met behulp van een speciale klem een ronde staaf op een draaibank tot het midden van het werkstuk.




De eerste pin is voor de wielen aan de montagezijde. Het heeft aan de ene kant een zitting voor een gat en aan de andere kant een ringvormige groef voor een borgring en een blind gat.

Met behulp van een frees maken we er een langsgroef in over de gehele lengte van het blinde gat.




De tweede pin vanaf de bevestigingszijde ziet eruit als een massieve ronde stang met een zitting voor een gat in de zijplaat van het slot en een blinde langsboring.




De derde sleutelpin aan de bewegende zijde is eveneens onder de massieve cilinder bewerkt. Vervolgens wordt één zijde met een pakking in een patroon geklemd om de as van de rol weg te verschuiven van de rotatieas van de patroon. Als gevolg hiervan wordt bij verwerking met een snijder een ronde pen met een kleinere diameter gevormd, waarvan het midden niet samenvalt met het midden van de pen.


Vervolgens vormen we door frezen twee planken aan beide zijden van de offsetpen. Het resultaat is een staaf met twee vlakken verbonden door cirkelbogen.

Met dezelfde frees verkleinen we de dwarsdoorsnede van de staaf aan de grotere zijde met behulp van symmetrische verwerking.

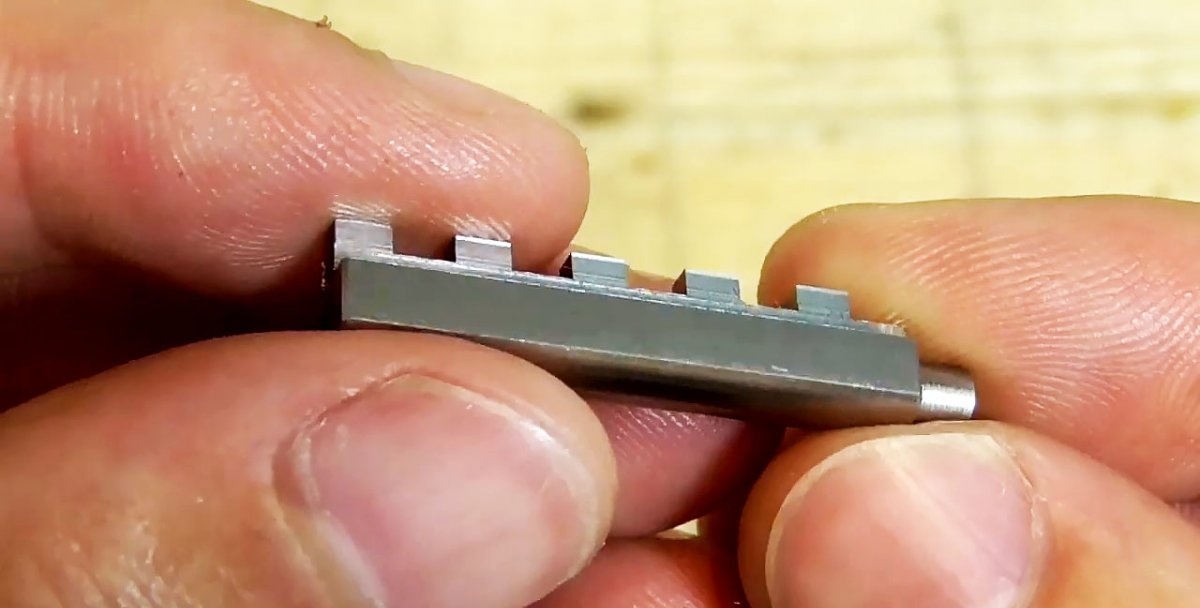
Met behulp van een vingerfrees maken we 5 rechthoekige en gelijke groeven. Hierdoor worden ook 5 gelijke uitsteeksels gevormd.
Met behulp van vijlen, naaldvijlen en schuurpapier wordt de staaf met alle uitsteeksels in de gewenste vorm gebracht en worden de randen en ribben afgerond. Polijst tenslotte deze en alle andere hengels met een zacht wiel.



We steken de stang op zijn plaats in de zijplaat van het slot.
De vierde pen, die aan de beweegbare zijde de functie van de bovenste as vervult, is machinaal bewerkt op de maat van het gat in de zijplaat van het slot en is aan één zijde met een vijl en een zachte cirkel tot een halve bol gevormd . We plaatsen het ook op zijn plaats.


Lassen, slijpen, polijsten
Alle pinnen aan de achterkant lassen we aan de zijplaten van het slot.

We slijpen en polijsten de lasnaden op een slijpmachine, ronden de randen af met een vijl, werken af met schuurpapier en polijsten met een zachte schijf.

Met behulp van een set vijlen vormen we aan het uiteinde van de pin een groef met een longitudinale sleuf. We proberen de beweegbare pinnen in de gaten van de vaste pinnen te steken.


Messing wielen met cijfers
Wij maken 4 messing wielen met cijfers. Nadat we ze op maat hebben gesneden, snijden we de plano's op een draaibank, boren eerst een doorgaand gat in het midden en breiden dit enerzijds uit tot een bepaalde diepte.
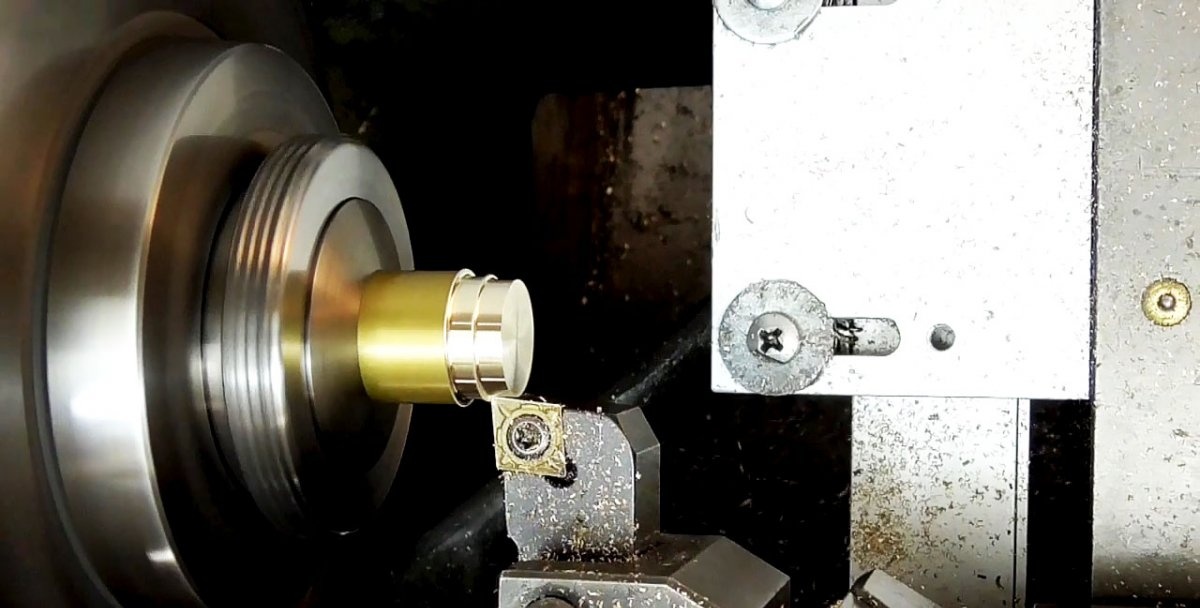




De koppelschotel verschilt van andere door de aanwezigheid van een centrale groef aan beide zijden, waarvan de ene dieper is dan de andere.
Kolommen met cijfers voor toepassing op de vormwielen zijn in spiegelbeeld gedrukt op papier met een siliconencoating.
We knippen met een schaar verticale stroken cijfers uit en lijmen deze op de vormwielen.

We brengen de cijfers over naar het oppervlak van de vormwielen en rollen ze langs de zool van een heet strijkijzer. Hierdoor scheidt het papier zich af en blijft er een laagje siliconen met cijfers aan de ring plakken.


Om alle oppervlakken van de wielen te beschermen, behalve die met cijfers, bestrijken we ze met nagellak.

We rijgen de wielen aan een draad, plaatsen ze op de bodem van een hellende greppel en vullen ze met ijzerchloride-oplossing om gedurende 45 minuten te etsen, wat de wielen aantrekkelijk maakt en de cijfers contrasteren.


Vervolgens rijgen we de wielen op een speciale doorn, spannen ze aan met een moer en klemmen ze in de klauwplaat. Vervolgens bewerken we het wielblok met schuurpapier en polijsten we het met een noppendoekje.
We klemmen de wielen in een speciale houder en maken met een frees met een freesmachine een halfronde groef totdat deze in een groot gat uitkomt.
Aan de uiteinden van de wielen maken we 9 inkepingen gelijkmatig in een cirkel.


We bevestigen de wielen één voor één op de doorn en klemmen ze in de spankop van de draaibank. We brengen de aangepaste karteling naar het wiel, smeren ze met olie en zetten de machine aan. Aan het uiteinde wordt met een smalle strook een cirkelvormige inkeping op het wiel gerold.


Gebruik een frees om bramen van het uiteinde van de inkeping te verwijderen.
We boren blinde gaten van 0,8 mm met een boor aan de uiteinden van de wielen met een inkeping tegenover de halfronde groef.

Opnieuw plaatsen we de wielen één voor één op de doorn en brengen zwarte verf aan op de digitale uitsparingen, waarbij we het overtollige materiaal verwijderen met een plat oppervlak, tegen het roterende wiel drukken en vervolgens met een zachte doek.



Extra onderdelen, montage en codering
Met behulp van een speciale doorn voor het opwinden van veren, gemonteerd op een draaibank, maken wij 5 soortgelijke veren van 0,3 mm verenstaaldraad.

Om de draad op de doorn vast te houden bij het opwinden van de veren, gebruiken we een tang en om de uiteinden af te snijden gebruiken we een metalen schaar.
Om wielen met cijfers te monteren, hebben we naast veren 5 stalen kogels van 2 mm nodig.

We steken een veer in de blinde gaten in de wielen en bedekken deze met een bal erop.


Vervolgens rijgen we alle 5 de wielen met veren en kogels op de bovenste as.
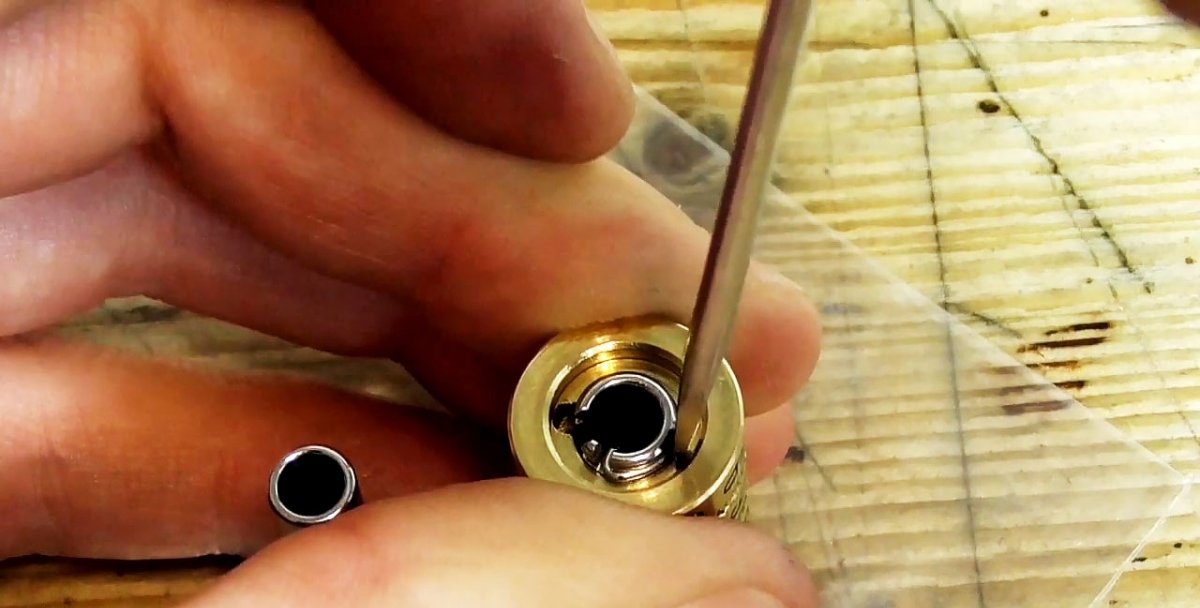
Met behulp van 0,8 mm verenstaaldraad op een eenvoudige doorn, geklemd in een bankschroef, maken we met behulp van een tang en draadknipper een stop-lock voor het inknijpen en vasthouden van de wielen met cijfers op de stang.
We steken het ene uiteinde van de stop met een pincet in de groef aan het uiteinde van de staaf, drukken de stop in het midden, waarna de tweede rand alles wat eronder zit veilig bedekt en vasthoudt.


Het enige dat overblijft is de tweede zijde van het cijferslot met de stangen op zijn plaats te plaatsen en het apparaat is klaar voor gebruik. Maar voorlopig zit het slot op slot, omdat er een willekeurige cijfercombinatie is ingesteld. De codeset met cijfers wordt bepaald door de locatie van de sluitelementen op de wielen en is exclusief voor elk slot.


Bekijk de video
Soortgelijke masterclasses

Veren maken met je eigen handen

Hoe maak je een vleugelbout van een gewone bout en een PET-fles

Hoe je van een bout een leuk klein souvenir-jachtmes maakt

Automatische centreermachine voor boor

Hoe u nauwkeurig een zijgat in een rond werkstuk boort

Hoe u zachte en verwijderbare bankschroefhoezen maakt
Bijzonder interessant






Opmerkingen (2)
