Afkortslede - penzaag voor kokerverbindingen
Met deze universele slede is het handig om houten werkstukken af te korten en met behulp van aanslagen precies op maat te zagen. En met behulp van eenvoudige toevoegingen kunt u een tand-en-groef kastverbinding maken of decoratieve roosters maken.

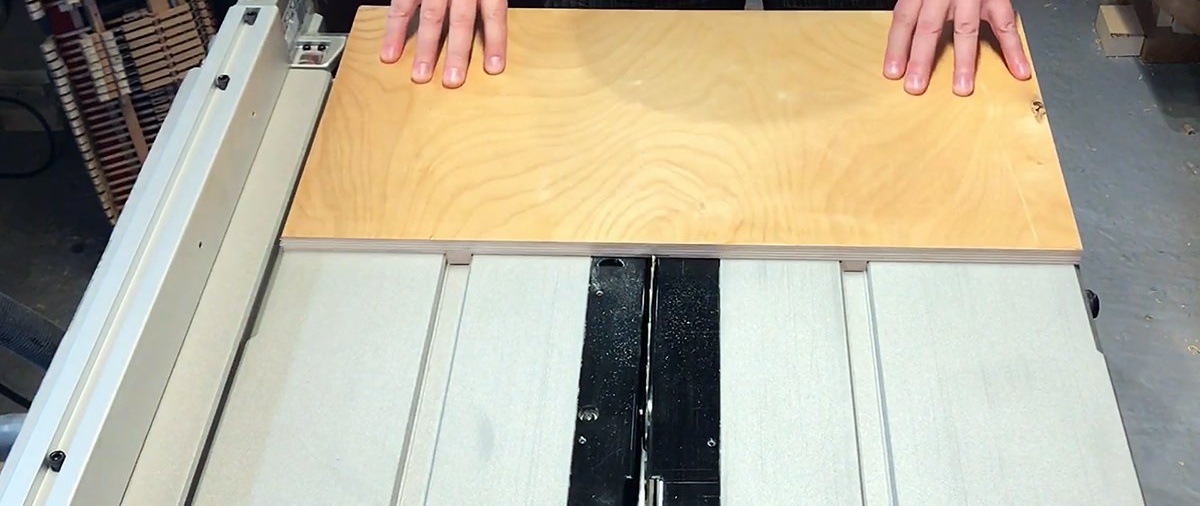
Met behulp van een decoupeerzaag of een cirkelzaag snijden we de basis van de wagen uit multiplex met een breedte ter grootte van de cirkelzaagtafel en een diepte van ongeveer 40 cm. We maken geleiders van hardhout (in dit geval beuken) op de maat van de groeven van de cirkelzaagtafel en zet ze vast met lijm en zelftappende schroeven.
We passen de breedte van de geleiders aan de groeven aan, zodat de basis van de wagen vrij glijdt, maar zonder dwarsspeling. Om dit te doen, kunnen de lopers in eerste instantie precies volgens de breedte van de groeven worden gemaakt en vervolgens met schuurpapier om soepel glijden te bereiken.

Nu moet je de voor- en achterlatten van de wagen maken. We maken een achterplank van een plank of multiplex die doormidden is gelijmd (de breedte is langs de basis, de hoogte is willekeurig).Het heeft een puur mechanische functie en vereist geen bijzonder nauwkeurige bevestiging. We bevestigen het van onderaf met lijm en schroeven en maken de eerste ONVOLLEDIGE snede, waarbij we hem niet een paar centimeter naar de voorkant brengen.

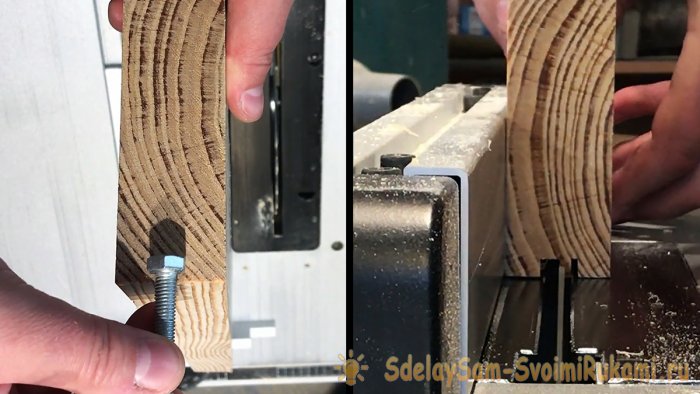
Een voorplank maken we van een dikke plaat of dubbel verlijmd multiplex (breedte langs de basis, hoogte 15 cm). Het bijzondere is dat we bovenaan een T-vormige groef maken voor de kop van de M8-bout. Om dit te doen, maakt u eerst een blinde snede op een cirkelzaag. De diepte moet iets groter zijn dan de hoogte van de boutkop, en de breedte moet iets groter zijn dan de afstand tussen de twee evenwijdige vlakken van de zeshoek van de boutkop. In dit geval maken we ook de wagen voor de cirkelzaag op een cirkelzaag, zonder hulp van een bovenfrees.
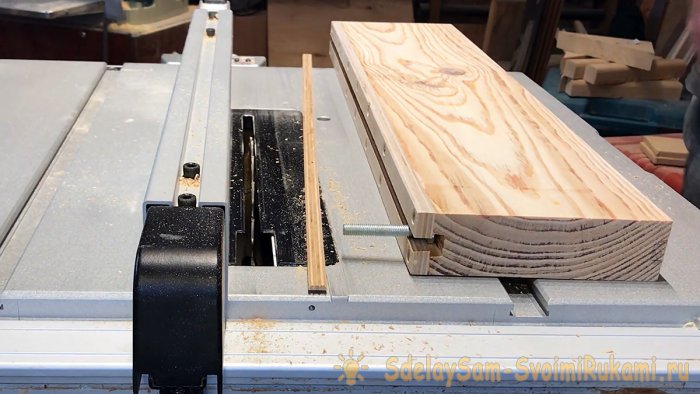
Vervolgens monteren we met lijm en schroeven een triplexstrook bovenop de resulterende groef.

En we maken er een snede van 8 mm breed in - alleen voor de diameter van de M8-bout.
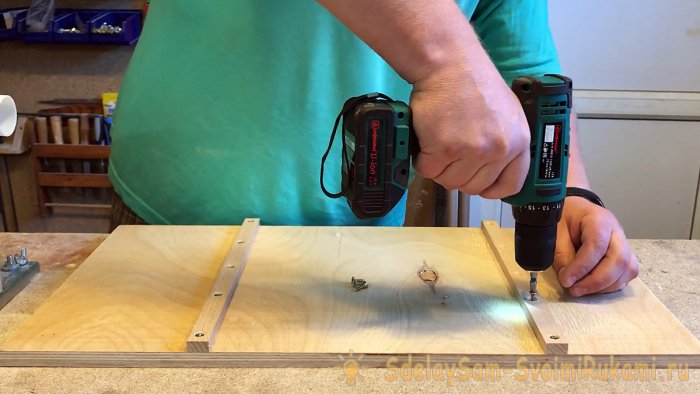
Bevestig de frontstrip aan de basis met behulp van lijm en parkers.
LET OP: wij zorgen ervoor dat rechte hoeken behouden blijven ten opzichte van de eerder gemaakte snede en ten opzichte van het vlak van de basis van de wagen!

Nu kan de basis van de wagen tot het einde worden doorgezaagd. En als veiligheidselement maken we een hek van stukjes multiplex waar het zaagblad naartoe gaat bij het maken van sneden.

Het rijtuig zelf is klaar. Je moet twee scharnierende stops maken, een shuttle en een meter.
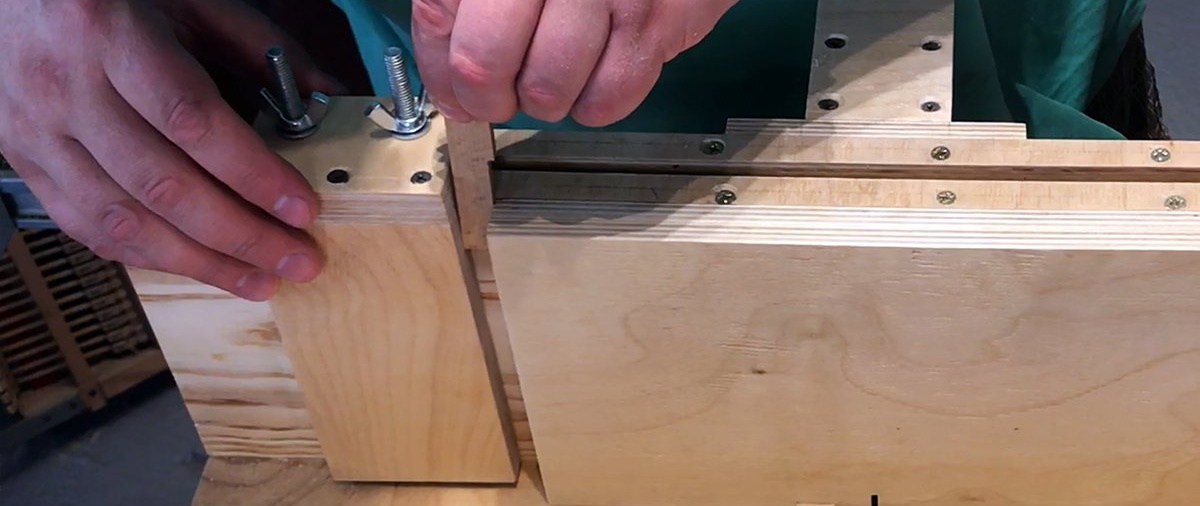
De aanslag bestaat uit twee stukken multiplex, die met lijm en schroeven in een rechte hoek aan elkaar zijn bevestigd. Het is handig om de aanslag te monteren door de voorste beugel van de wagen als basis te gebruiken in een hoek van 90 graden. In dit geval moet het installatiegebied eerst worden afgedekt met tape, zodat de aanslagdelen niet aan de wagenbalk blijven kleven. Na het drogen moet de tape worden verwijderd. Op deze manier maken we twee aanslagen en boren we in het bovenste gedeelte twee gaten voor M8-bouten.

We maken een shuttle van 25x15 cm van dubbel verlijmd multiplex en een houten strip van 16 mm breed, 5 mm hoog en van willekeurige lengte, in dit voorbeeld ongeveer 80 mm. We lijmen de strip gelijk met de onderkant van de shuttle in de vooraf geselecteerde groef.
We maken de meter van dezelfde strip van 16 mm breed en 5 mm hoog. Aan de ene kant laten we de breedte 16 mm, en aan de andere kant wordt deze verkleind met de snijbreedte h.

Alles staat klaar om de productie van de kokerverbinding te testen. Eerst stellen we de shuttle zo in dat de rand van de tong zich van het zaagblad bevindt op een afstand van een kaliber van 16 mm breed. Zo stellen we de parameters in voor de toekomstige tand-en-groefverbinding: de breedte van de pen zal 16 mm zijn en de grootte van de groef zal ook 16 mm zijn. We verplaatsen stop B richting de shuttle en zetten deze vast met vleugelmoeren.

Om de positie voor aanslag A te vinden, gebruiken we de tweede zijde van de meter, waarbij de breedte van de tong wordt verminderd met de dikte van de snede van het zaagblad. We repareren halte A.

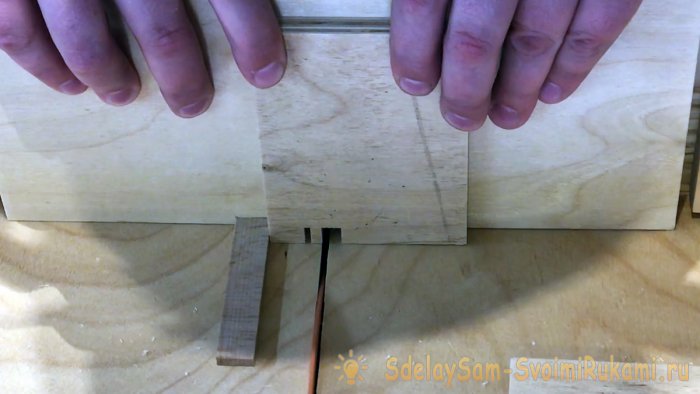
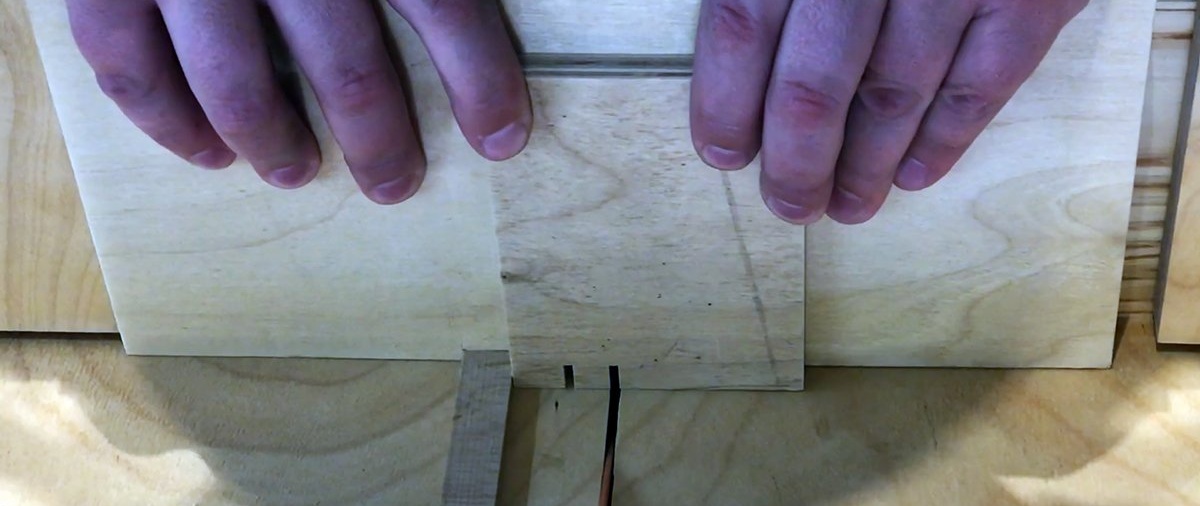
We laten het zaagblad los op de hoogte van het gebruikte materiaal. In dit voorbeeld worden stukken multiplex van 10 mm dik genomen. Dat wil zeggen, we heffen het zaagblad 10 mm boven de basis van de wagen. We brengen de spoel dichtbij stop B, laten het werkstuk tegen de tong rusten en maken de eerste buitenste snede.

We verplaatsen de shuttle naar stop A, laten het werkstuk tegen de tong rusten en maken de tweede buitenste snede.
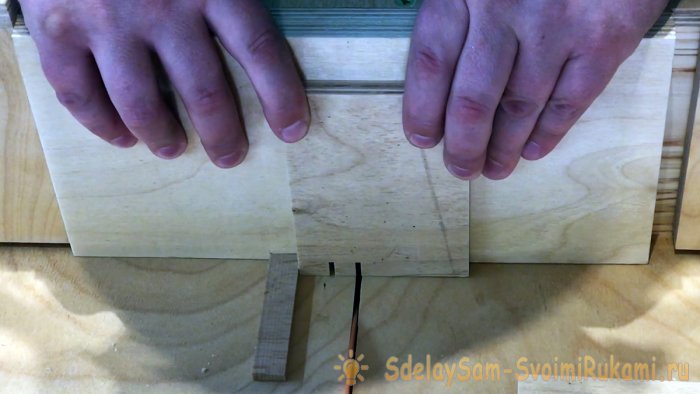
Vervolgens verplaatsen we de shuttle geleidelijk en selecteren we het hout tussen de buitenste sneden.
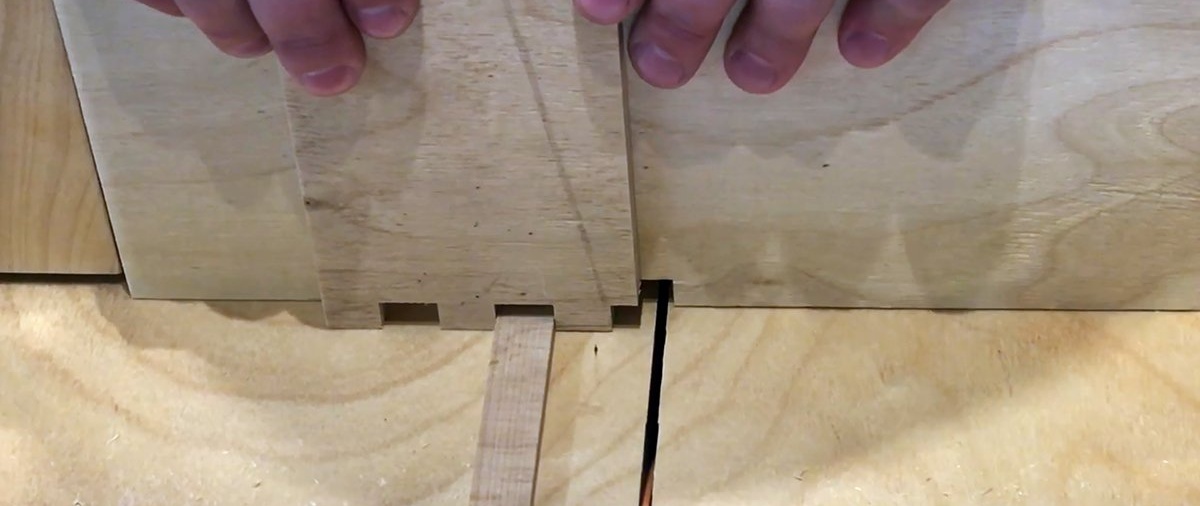
Hierdoor ontstaat een groef van 10 mm diep en 16 mm breed. We gooien het werkstuk met een groef op de tong van de shuttle en herhalen de stappen van het vormen van de buitenste sneden en het selecteren van hout daartussen, we maken een tweede groef en daaropvolgende groeven tot aan het einde van het werkstuk. Als de laatste groef geen veelvoud is van de lengte van het werkstuk, is dat geen probleem.
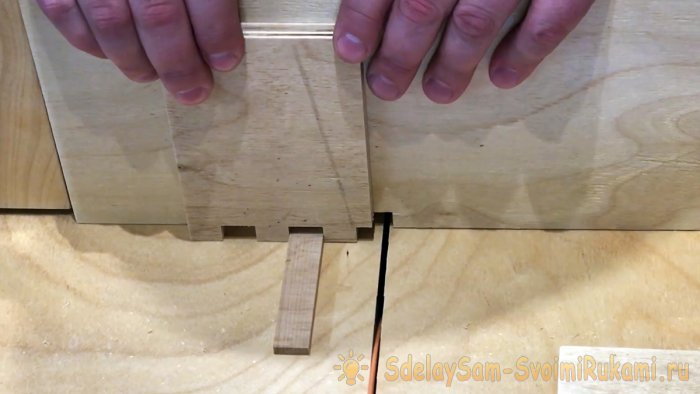
We draaien het werkstuk 180 graden, plaatsen de eerste hele groef op de tong, verplaatsen de shuttle naar stop B, plaatsen het tweede bijpassende stuk multiplex en maken de eerste snede.

We verwijderen het eerste deel en maken groeven op het tweede, zoals hierboven beschreven.

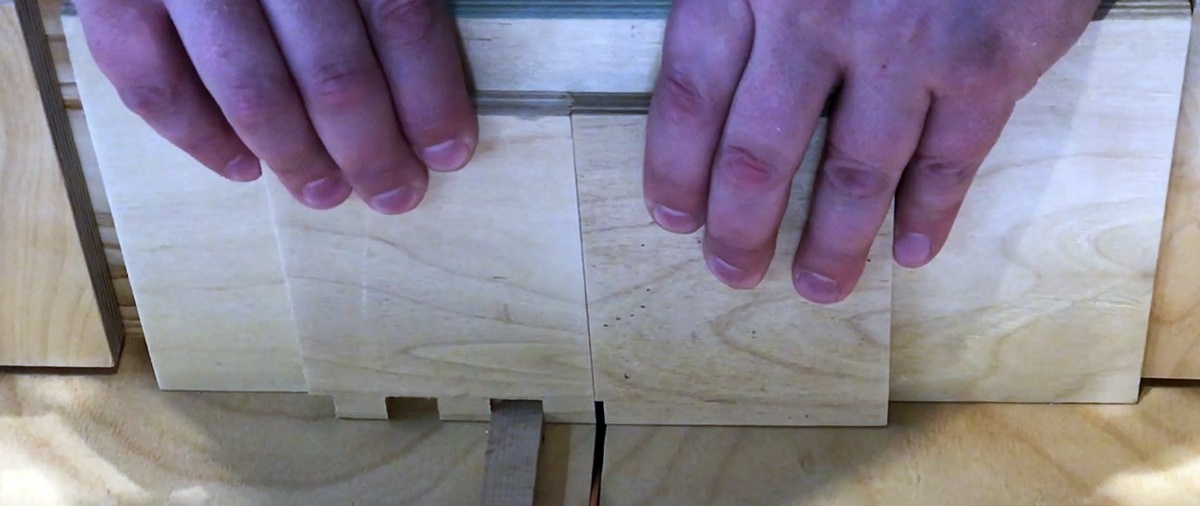
Wij matchen de resulterende onderdelen en zorgen ervoor dat de boxverbinding correct wordt gemaakt.
Het resultaat is een handige universele wagen die met succes een verstekzaag kan vervangen. Ook kunt u met deze wagen een tand-en-groef kastverbinding maken of decoratieve roosters maken.

Je zal nodig hebben:
- Multiplex 12 mm dik.
- Dikke plaat (40-50 mm).
- Hardware.
- PVA-lijm.
Productieproces
Met behulp van een decoupeerzaag of een cirkelzaag snijden we de basis van de wagen uit multiplex met een breedte ter grootte van de cirkelzaagtafel en een diepte van ongeveer 40 cm. We maken geleiders van hardhout (in dit geval beuken) op de maat van de groeven van de cirkelzaagtafel en zet ze vast met lijm en zelftappende schroeven.

We passen de breedte van de geleiders aan de groeven aan, zodat de basis van de wagen vrij glijdt, maar zonder dwarsspeling. Om dit te doen, kunnen de lopers in eerste instantie precies volgens de breedte van de groeven worden gemaakt en vervolgens met schuurpapier om soepel glijden te bereiken.
Nu moet je de voor- en achterlatten van de wagen maken. We maken een achterplank van een plank of multiplex die doormidden is gelijmd (de breedte is langs de basis, de hoogte is willekeurig).Het heeft een puur mechanische functie en vereist geen bijzonder nauwkeurige bevestiging. We bevestigen het van onderaf met lijm en schroeven en maken de eerste ONVOLLEDIGE snede, waarbij we hem niet een paar centimeter naar de voorkant brengen.

Een voorplank maken we van een dikke plaat of dubbel verlijmd multiplex (breedte langs de basis, hoogte 15 cm). Het bijzondere is dat we bovenaan een T-vormige groef maken voor de kop van de M8-bout. Om dit te doen, maakt u eerst een blinde snede op een cirkelzaag. De diepte moet iets groter zijn dan de hoogte van de boutkop, en de breedte moet iets groter zijn dan de afstand tussen de twee evenwijdige vlakken van de zeshoek van de boutkop. In dit geval maken we ook de wagen voor de cirkelzaag op een cirkelzaag, zonder hulp van een bovenfrees.
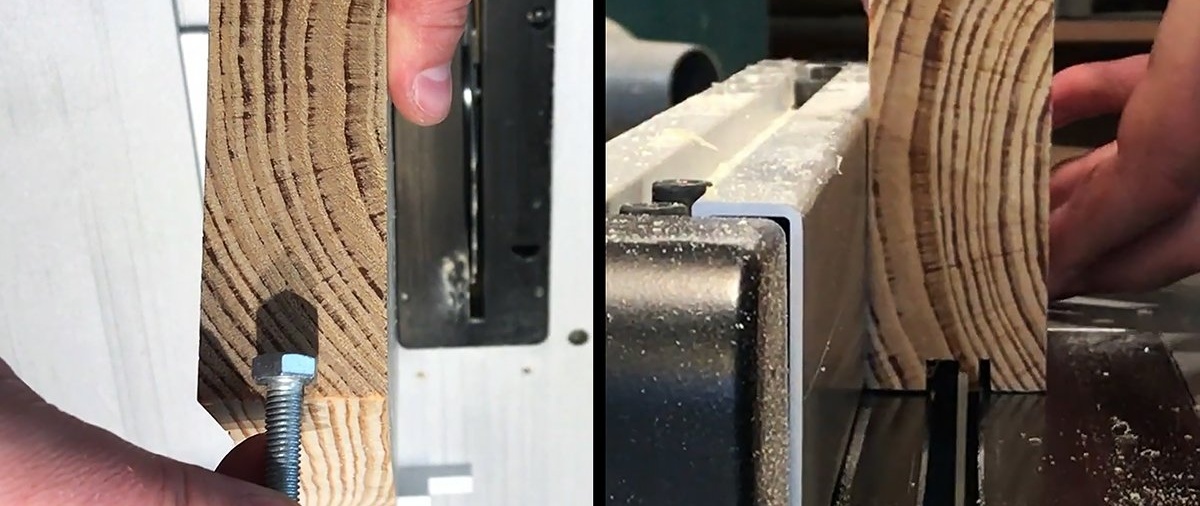
Vervolgens monteren we met lijm en schroeven een triplexstrook bovenop de resulterende groef.

En we maken er een snede van 8 mm breed in - alleen voor de diameter van de M8-bout.

Bevestig de frontstrip aan de basis met behulp van lijm en parkers.
LET OP: wij zorgen ervoor dat rechte hoeken behouden blijven ten opzichte van de eerder gemaakte snede en ten opzichte van het vlak van de basis van de wagen!

Nu kan de basis van de wagen tot het einde worden doorgezaagd. En als veiligheidselement maken we een hek van stukjes multiplex waar het zaagblad naartoe gaat bij het maken van sneden.

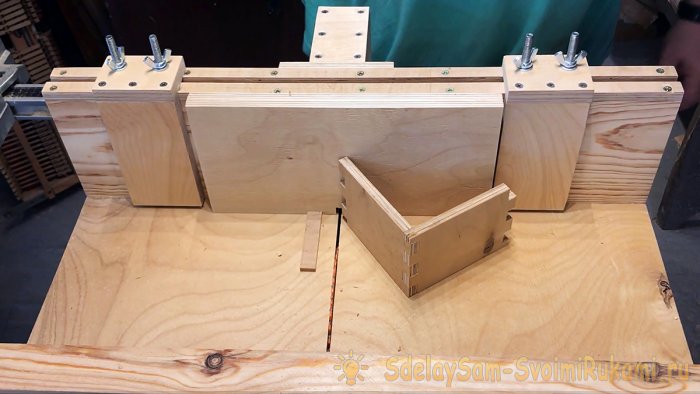
Het rijtuig zelf is klaar. Je moet twee scharnierende stops maken, een shuttle en een meter.
De aanslag bestaat uit twee stukken multiplex, die met lijm en schroeven in een rechte hoek aan elkaar zijn bevestigd. Het is handig om de aanslag te monteren door de voorste beugel van de wagen als basis te gebruiken in een hoek van 90 graden. In dit geval moet het installatiegebied eerst worden afgedekt met tape, zodat de aanslagdelen niet aan de wagenbalk blijven kleven. Na het drogen moet de tape worden verwijderd. Op deze manier maken we twee aanslagen en boren we in het bovenste gedeelte twee gaten voor M8-bouten.

We maken een shuttle van 25x15 cm van dubbel verlijmd multiplex en een houten strip van 16 mm breed, 5 mm hoog en van willekeurige lengte, in dit voorbeeld ongeveer 80 mm. We lijmen de strip gelijk met de onderkant van de shuttle in de vooraf geselecteerde groef.
We maken de meter van dezelfde strip van 16 mm breed en 5 mm hoog. Aan de ene kant laten we de breedte 16 mm, en aan de andere kant wordt deze verkleind met de snijbreedte h.

Alles staat klaar om de productie van de kokerverbinding te testen. Eerst stellen we de shuttle zo in dat de rand van de tong zich van het zaagblad bevindt op een afstand van een kaliber van 16 mm breed. Zo stellen we de parameters in voor de toekomstige tand-en-groefverbinding: de breedte van de pen zal 16 mm zijn en de grootte van de groef zal ook 16 mm zijn. We verplaatsen stop B richting de shuttle en zetten deze vast met vleugelmoeren.

Om de positie voor aanslag A te vinden, gebruiken we de tweede zijde van de meter, waarbij de breedte van de tong wordt verminderd met de dikte van de snede van het zaagblad. We repareren halte A.
We laten het zaagblad los op de hoogte van het gebruikte materiaal. In dit voorbeeld worden stukken multiplex van 10 mm dik genomen. Dat wil zeggen, we heffen het zaagblad 10 mm boven de basis van de wagen. We brengen de spoel dichtbij stop B, laten het werkstuk tegen de tong rusten en maken de eerste buitenste snede.

We verplaatsen de shuttle naar stop A, laten het werkstuk tegen de tong rusten en maken de tweede buitenste snede.
Vervolgens verplaatsen we de shuttle geleidelijk en selecteren we het hout tussen de buitenste sneden.
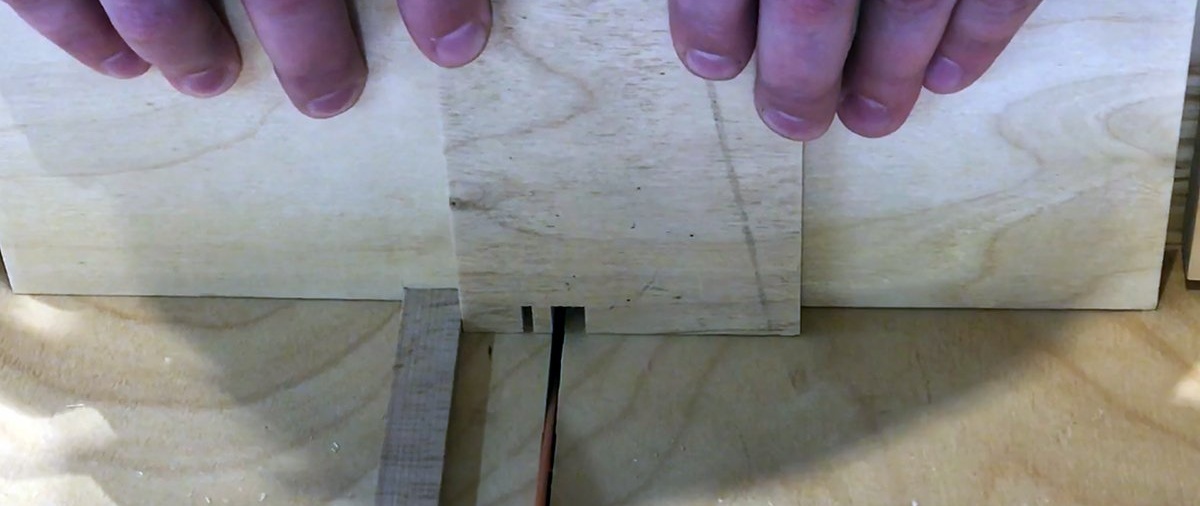
Hierdoor ontstaat een groef van 10 mm diep en 16 mm breed. We gooien het werkstuk met een groef op de tong van de shuttle en herhalen de stappen van het vormen van de buitenste sneden en het selecteren van hout daartussen, we maken een tweede groef en daaropvolgende groeven tot aan het einde van het werkstuk. Als de laatste groef geen veelvoud is van de lengte van het werkstuk, is dat geen probleem.
We draaien het werkstuk 180 graden, plaatsen de eerste hele groef op de tong, verplaatsen de shuttle naar stop B, plaatsen het tweede bijpassende stuk multiplex en maken de eerste snede.
We verwijderen het eerste deel en maken groeven op het tweede, zoals hierboven beschreven.

Wij matchen de resulterende onderdelen en zorgen ervoor dat de boxverbinding correct wordt gemaakt.

Conclusie
Het resultaat is een handige universele wagen die met succes een verstekzaag kan vervangen. Ook kunt u met deze wagen een tand-en-groef kastverbinding maken of decoratieve roosters maken.
Bekijk de video
Soortgelijke masterclasses






Bijzonder interessant






Opmerkingen (1)
