Hoe je van een rail een eenvoudige machine maakt voor het maken van kettingen
De schakelketting bestaat uit dunne staven die tot een ring zijn gebogen en aan de randen zijn gelast. De technologie voor de productie ervan is heel eenvoudig, maar vereist een speciale buigmachine. Dergelijke apparatuur kan met uw eigen handen vanaf een spoorrail worden gemonteerd en er kan tegen minimale kosten een sterke schakelketting op worden geproduceerd.

Als basis van de machine wordt een stuk spoorrail van 110 mm lang gebruikt.

De kop is bol, dus deze moet vlak geschuurd worden. Dit is handig om te doen met een molen met een bloembladwiel.
Met een boor van 14 mm worden in de railkop 3 blinde gaten gemaakt. Om dit te doen, worden markeringen aangebracht met een kern, gelegen als de hoekpunten van een gelijkbenige driehoek.

De afstand tussen de punten aan de basis is 40 mm, en de afstand van de basis tot het derde hoekpunt is 22 mm. De rail is moeilijk te boren, daarom worden eerst dunne boren gebruikt en daarna worden de gaten verbreed tot 14 mm.


Boordiepte 10-15 mm.Ook kun je meteen gaten maken in de hoeken van de zool, zodat je de machine vervolgens op een tafelblad of houten blok kunt schroeven.

Van rondstaalstaal met een diameter van 14 mm moet je 3 vingers van 40 mm lang afzagen. Ze worden in gaten in de railkop gedrukt.


Vervolgens moet je 2 hendels maken vanaf de railhals. Op deze plaats heeft de rail een dikte van 15 mm, waardoor ze bestand zijn tegen vervorming door belasting. De afmeting van de hendels is 25x250 mm.



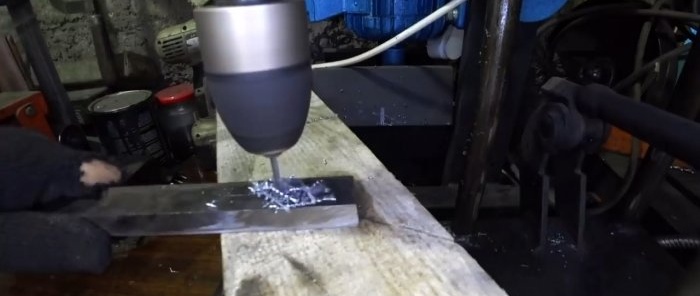
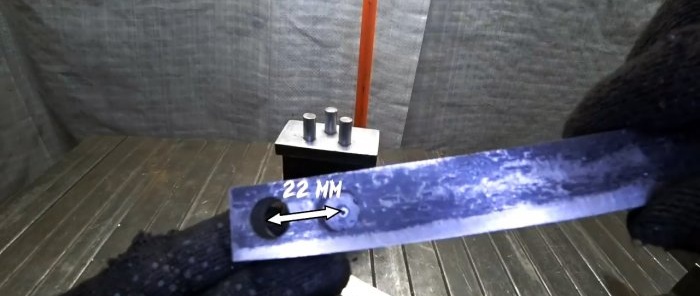
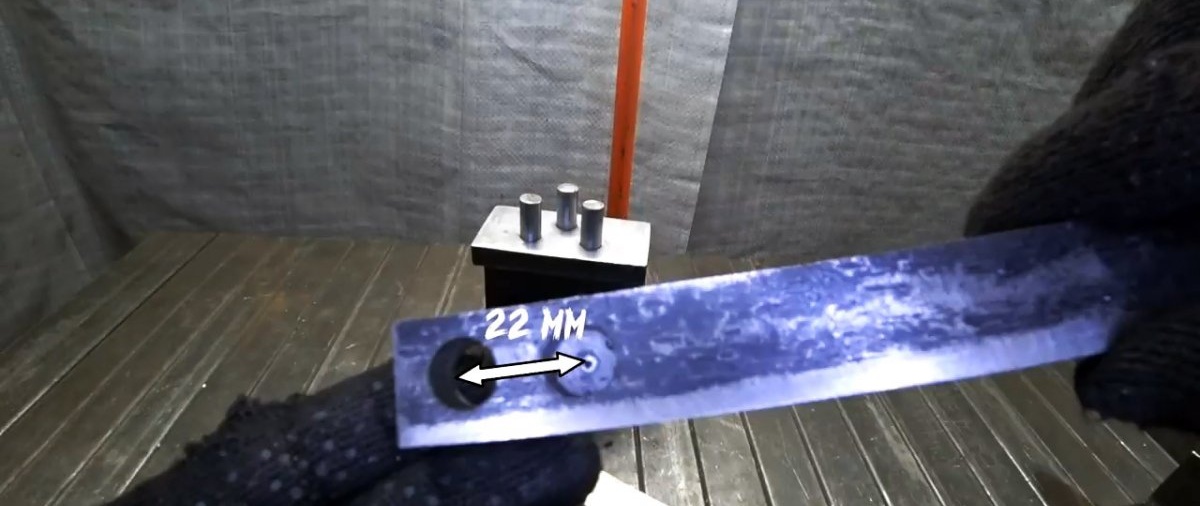
Aan de rand van elke hendel wordt met een boor van 14 mm een doorgaand gat geboord. Er wordt nog een blind gat gemaakt op een inkeping ervan over de helft van de dwarsdoorsnede van het werkstuk. De afstand tussen de middelpunten van de gaten is 22 mm.

Vervolgens moeten de hendels in 3 gelijke delen worden verdeeld en ter plaatse van de markeringen tot de helft van de dikte worden afgesneden om te kunnen buigen. De eerste snede wordt gemaakt aan de andere kant van het blinde gat. Om een snede langs de volgende markering te maken, wordt het werkstuk omgedraaid. Als gevolg hiervan buigt de hendel langs de eerste lijn in de ene richting en langs de tweede in de tegenovergestelde richting. Na het buigen worden de sneden gelast en worden de naden geschuurd.




Er worden nog 2 vingers uit rondhout gesneden, maar al 20 mm lang. Ze worden in blinde gaten op de hendels gedreven.

Vervolgens worden de hendels op de spikes in de rail geïnstalleerd, die voorlopig zijn voorzien van een sluitring.




De machine wordt door gaten in de zool aan het tafelblad geschroefd of eenvoudigweg in een bankschroef geklemd. Tussen zijn vingers wordt een stuk staaf geplaatst, dat door het bewegen van de hendels tot een kettingschakel wordt gebogen. De volgende staaf wordt er doorheen gevoerd en ook gebogen. Als resultaat wordt een ketting van de vereiste lengte gemaakt. Hierna worden de schakels gelast en kan deze worden gebruikt voor het beoogde doel.




Materialen:
- Spoorwegrail;
- stalen rondhout met een diameter van 14 mm;
- M14 ringen – 2 st.
Vervaardiging van de machine
Als basis van de machine wordt een stuk spoorrail van 110 mm lang gebruikt.

De kop is bol, dus deze moet vlak geschuurd worden. Dit is handig om te doen met een molen met een bloembladwiel.
Met een boor van 14 mm worden in de railkop 3 blinde gaten gemaakt. Om dit te doen, worden markeringen aangebracht met een kern, gelegen als de hoekpunten van een gelijkbenige driehoek.

De afstand tussen de punten aan de basis is 40 mm, en de afstand van de basis tot het derde hoekpunt is 22 mm. De rail is moeilijk te boren, daarom worden eerst dunne boren gebruikt en daarna worden de gaten verbreed tot 14 mm.


Boordiepte 10-15 mm.Ook kun je meteen gaten maken in de hoeken van de zool, zodat je de machine vervolgens op een tafelblad of houten blok kunt schroeven.

Van rondstaalstaal met een diameter van 14 mm moet je 3 vingers van 40 mm lang afzagen. Ze worden in gaten in de railkop gedrukt.


Vervolgens moet je 2 hendels maken vanaf de railhals. Op deze plaats heeft de rail een dikte van 15 mm, waardoor ze bestand zijn tegen vervorming door belasting. De afmeting van de hendels is 25x250 mm.



Aan de rand van elke hendel wordt met een boor van 14 mm een doorgaand gat geboord. Er wordt nog een blind gat gemaakt op een inkeping ervan over de helft van de dwarsdoorsnede van het werkstuk. De afstand tussen de middelpunten van de gaten is 22 mm.


Vervolgens moeten de hendels in 3 gelijke delen worden verdeeld en ter plaatse van de markeringen tot de helft van de dikte worden afgesneden om te kunnen buigen. De eerste snede wordt gemaakt aan de andere kant van het blinde gat. Om een snede langs de volgende markering te maken, wordt het werkstuk omgedraaid. Als gevolg hiervan buigt de hendel langs de eerste lijn in de ene richting en langs de tweede in de tegenovergestelde richting. Na het buigen worden de sneden gelast en worden de naden geschuurd.




Er worden nog 2 vingers uit rondhout gesneden, maar al 20 mm lang. Ze worden in blinde gaten op de hendels gedreven.

Vervolgens worden de hendels op de spikes in de rail geïnstalleerd, die voorlopig zijn voorzien van een sluitring.




De machine wordt door gaten in de zool aan het tafelblad geschroefd of eenvoudigweg in een bankschroef geklemd. Tussen zijn vingers wordt een stuk staaf geplaatst, dat door het bewegen van de hendels tot een kettingschakel wordt gebogen. De volgende staaf wordt er doorheen gevoerd en ook gebogen. Als resultaat wordt een ketting van de vereiste lengte gemaakt. Hierna worden de schakels gelast en kan deze worden gebruikt voor het beoogde doel.



Bekijk de video
Soortgelijke masterclasses






Bijzonder interessant






Opmerkingen (1)
