Hoe maak je een kraan van wapening

Een draaibank is een universeel apparaat waarmee u verschillende soorten werk kunt uitvoeren, waaronder de productie van tappen voor draadsnijden. Laten we eens kijken hoe we dit kunnen doen met als voorbeeld een M14x2,0 mm tap.

Wat je nodig zult hebben:
- stalen wapening met een grotere diameter dan de tapmaat;
- draaibank;
- set draaigereedschappen;
- boren 4 en 6,5 mm;
- Emery;
- smederij of gasbrander.
Proces voor het maken van tapkranen
Voordat u begint met het maken van een kraan, moet u eerst de afmetingen schatten, nadat u op zijn minst een geschatte tekening van het eindgedeelte hebt doordacht. De omtrek zal een diameter van 14 mm hebben. Om randen langs de rand te maken, moet u op gelijke afstanden 3 gaten boren. Hun diameter zal 6,5 mm zijn. Het werkstuk moet dus een diameter hebben van minimaal 19 mm, maar bij voorkeur 21-22 mm.
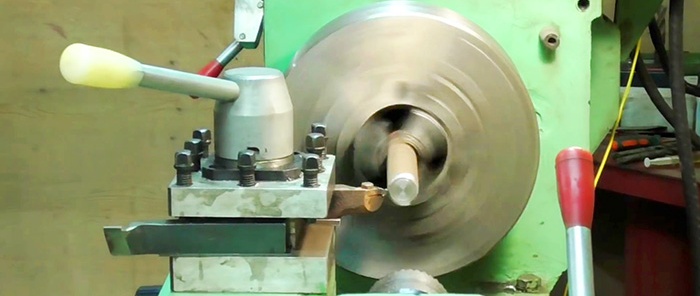
Op een draaibank is het noodzakelijk om het werkstuk op de ontwerpdiameter te draaien, in dit geval 22 mm, en het op de gewenste lengte te zagen. Hierna wordt een van de uiteinden waterpas gemaakt en wordt er met een frees een ondiepe groef met een diameter van 14 mm op gemarkeerd.

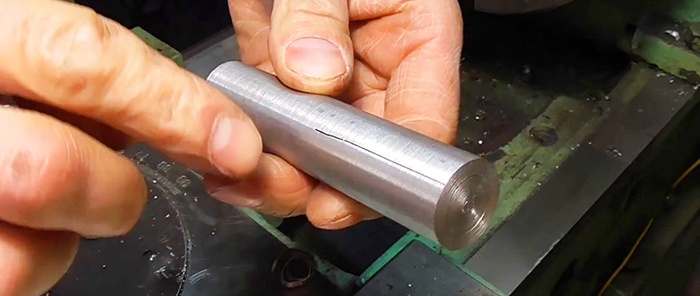
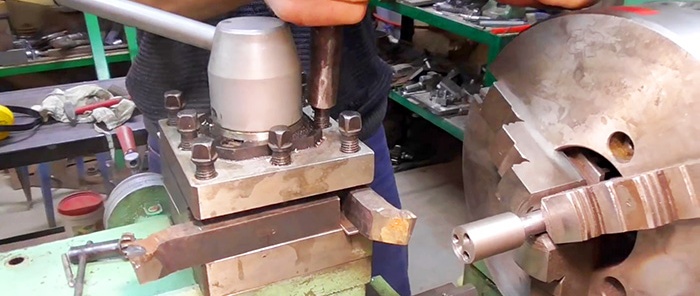
Nadat u het werkstuk hebt bijgesneden, moet u het volledig in de boorkop klemmen en met een kraspen 3 longitudinale markeringen langs de linkerrand van elke nok krassen.
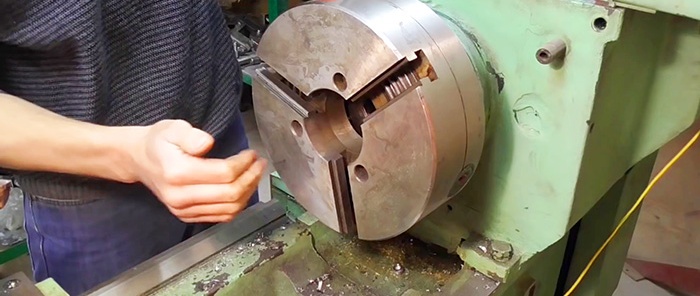
Vervolgens moet u aan het uiteinde van het werkstuk 3 gaten boren met de middelpunten in de groef. Om dit te doen, moet u de cartridge losmaken en de kaken verwisselen. Dit zal de uitlijning verstoren, en wanneer ze worden samengedrukt, zullen twee nokken samenkomen en één uit elkaar blijven. Door het werkstuk in de spantang vast te klemmen, kunt u de verplaatsing ervan bereiken.

Hierdoor kunt u een verschuiving maken bij het boren van 3 eindgaten. Bij het installeren van het werkstuk en de daaropvolgende verplaatsing is het mogelijk om te navigeren door langskrassen. De gaten worden eerst gemaakt met een dunne boor en vervolgens uitgeboord tot 6,5 mm. Het midden van de gaten moet op één lijn liggen met de cirkelvormige groef met een diameter van 14 mm aan het uiteinde.

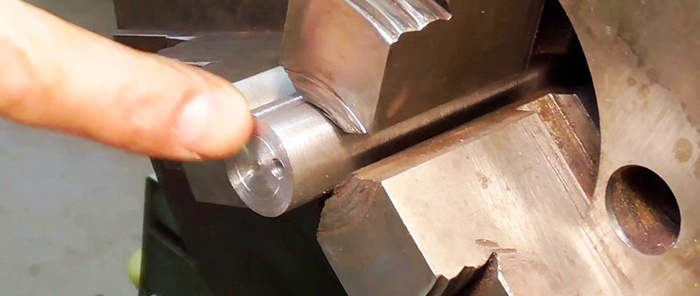
Na het boren moet u het werkstuk omdraaien en de schacht slijpen tot de diameter van de bestaande kraanhouder. Vervolgens wordt de kant met de gaten machinaal bewerkt tot een diameter van 16 mm. De afschuining wordt onmiddellijk verwijderd.

Omdat dit een M14-tap is, wordt vervolgens de schroefdraad op het werkstuk gesneden in stappen van 2 mm. Nadat u klaar bent met de draad, moet u de schacht slijpen met schuurpapier, zodat deze in het vierkant van de kraanhouder past.


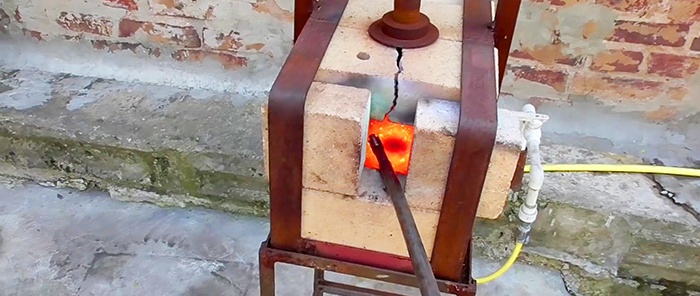
Hierna wordt de rand van de kraan met het begin van de draad roodgloeiend verwarmd in een kachel of met een brander en in water gedompeld. Hierdoor wordt het geheel niet uitgehard en is de kans kleiner dat het tijdens het gebruik kapot gaat.


Na het uitharden dient u de draden op de kraan te slijpen zodat deze met een gat van 14 mm in het werkstuk geschroefd kan worden.

Het resulterende gereedschap kan worden gebruikt voor het snijden van schroefdraad in vrijwel elk werkstuk.




Omdat het nog steeds niet van het juiste staal is gemaakt, verslijt het beetje bij beetje bij het werken met ferrometalen, maar het gaat niet minder mee dan de gekochte analogen uit China.
Bekijk de video
Soortgelijke masterclasses






Bijzonder interessant






Opmerkingen (1)
