Fungerende design av en hjemmelaget dreiebenk
Selv en velbrukt dreiebenk er uoverkommelig for de fleste hobbyfolk som kun trenger den for å bearbeide små arbeidsstykker. Hvis det er nødvendig å utføre små mengder arbeid, kan maskinen lages med egne hender fra valset metall og flere fabrikkdeler.

Maskinrammen er sveiset fra et 20x20 mm hjørne, som på bildet. Toppplanet på den ferdige delen må slipes for å kunne feste resten av utstyret jevnt.

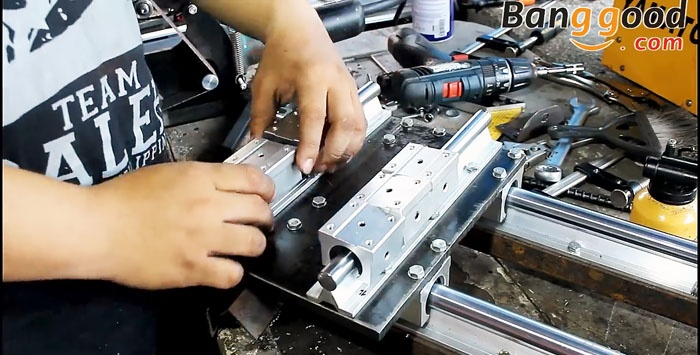
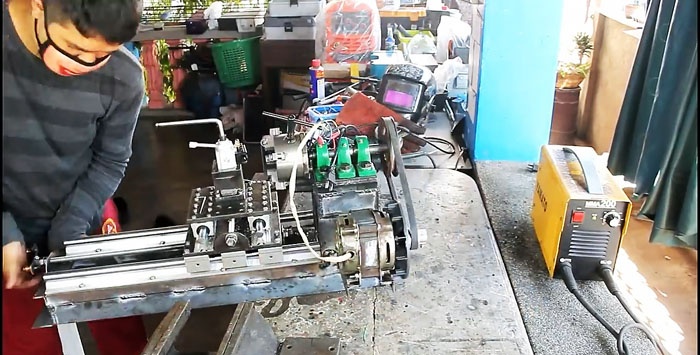
2 langsgående sleider laget av et skaft på en SBR20 aluminiumsstøtte er skrudd langs rammen. De er utstyrt med 3 vogner på lineære lagre.

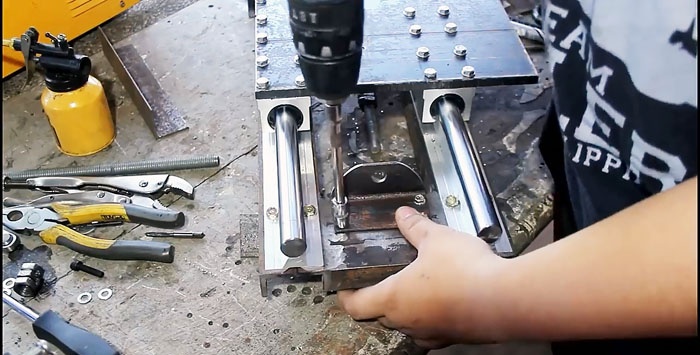
En bunnplate er skåret ut av 10mm stålplate, som skal monteres på vognene. Den er skrudd med 24 bolter, 4 til hver vogn.


Deretter må du sikre mateakselen, som vil flytte plattformen langs maskinen. Til dette brukes en lang pinne med en diameter på 10 mm. Den er festet til endene av maskinen på skruede støtter laget av et dreiet hjørne 30x30 mm.
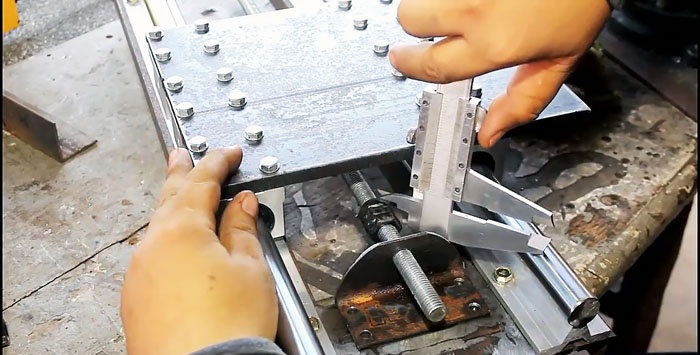
For å feste vognplattformen til akselen, må du lage et fremspring på baksiden av platen. For å gjøre dette bøyes en brakett fra en 3 mm stållist. Den må skrus fast til komfyren som på bildet.

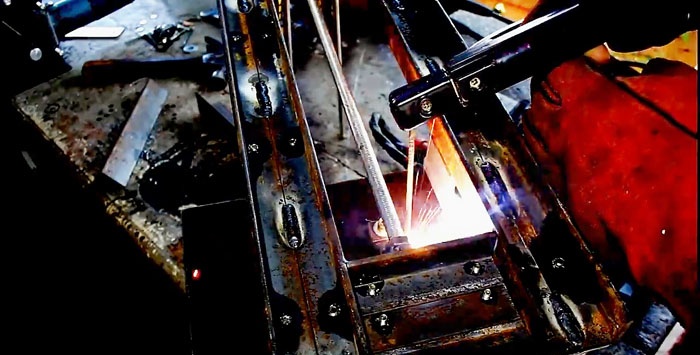
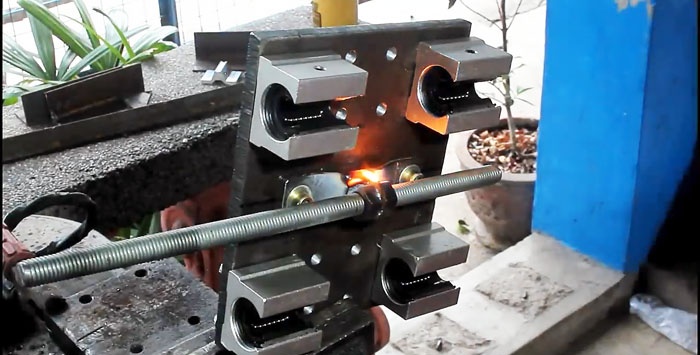
Deretter sveises den laget braketten til 3 M10 muttere skrudd på mateakselen fra en tapp. Nå, når akselen roterer, beveger plattformen seg langs maskinen.
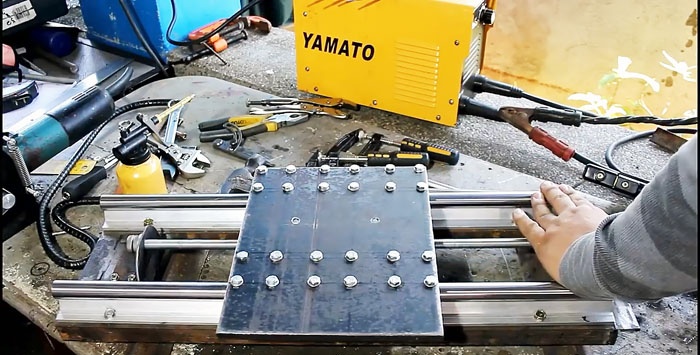
2 tverrgående lysbilder fra samme aksel er festet til den ferdige plattformen på en SBR20 aluminiumsstøtte. Hver skli er utstyrt med 3 vogner.

En stålplate 10 mm tykk skrus på toppen av vognene med 24 bolter.

For sideveis bevegelse av plattformen kreves det også installasjon av en mateaksel. Den er laget av samme M10-stift i henhold til et lignende prinsipp som den nedre plattformmekanismen. For å gjøre dette er 2 støtter laget av et dreiet hjørne 30x30 mm og en brakett fra en 3 mm stripe, som er sveiset til 3 M10 muttere på akselen.


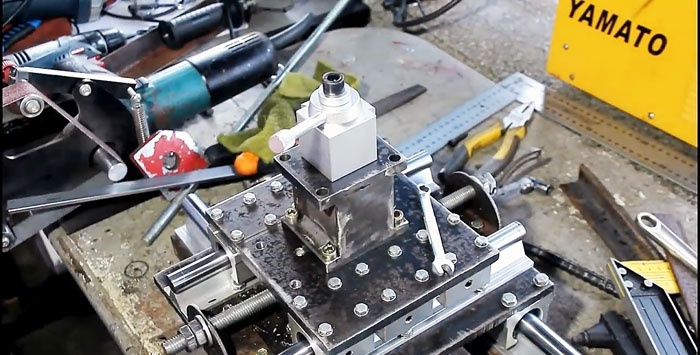
Deretter må du lage en kubeplattform for verktøyholderen. Topp- og bunndelene kan lages av 10 mm stålplate, og sidene av 3 mm plate. Siden det er en belastning på denne enheten, bør den forsterkes med en annen sideinnsats av 3 mm stålplate. Et sentralt hull er laget i den øvre delen av den resulterende kuben, i hvilken en tråd kuttes. Den brukes til å feste fabrikkverktøyholderen.

Bunnen av verktøyholderen er skrudd til den lille plattformen på maskinen ved hjelp av 4 bolter.
Håndtak er installert på maskinens langsgående og tverrgående mateaksler.

Et 40x40 mm hjørne sveises langs omkretsen av bunnen av maskinen fra et 20x20 mm hjørne. De langsgående delene av den nye vinkelen er gjort lengre for å gi en base til venstre for å sikre spindelen.
Et hjørne på 40x40 mm sveises på den resulterende basen, som på bildet. Den resulterende strukturen styrkes med innsatser, siden den vil bli utsatt for en sterk deformasjonsbelastning.
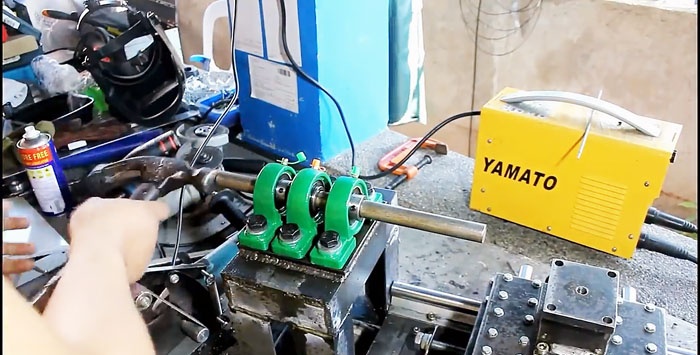
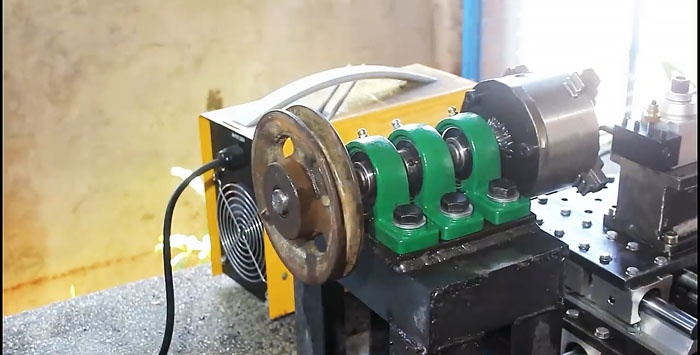
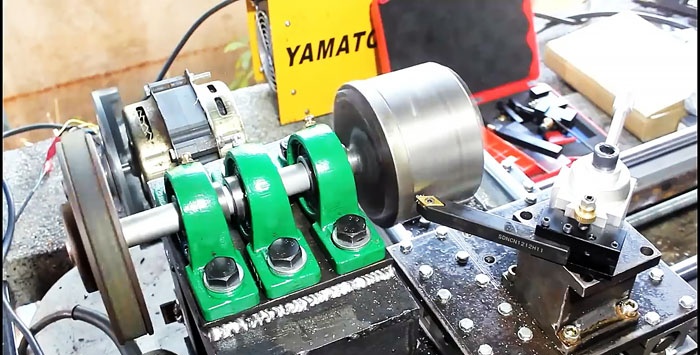
En plattform laget av 10 mm stålplate er sveiset på toppen av den resulterende rammen. 3 lagre i et hus med klør er festet til det. En stålaksel er satt inn i lagrene.
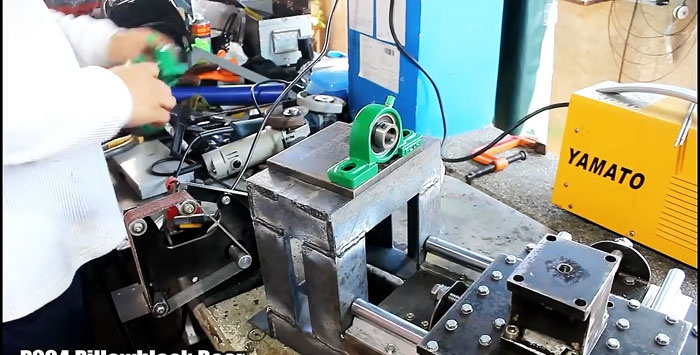
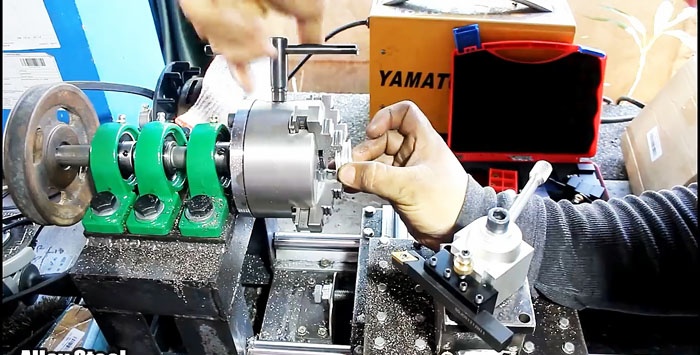
En sirkel som tilsvarer diameteren til fabrikkens firekjeft chuck er kuttet ut av 10 mm stålplate. Et stort hull er laget i midten som tilsvarer diameteren på skaftet. Den produserte delen er montert på en aksel montert på lagre
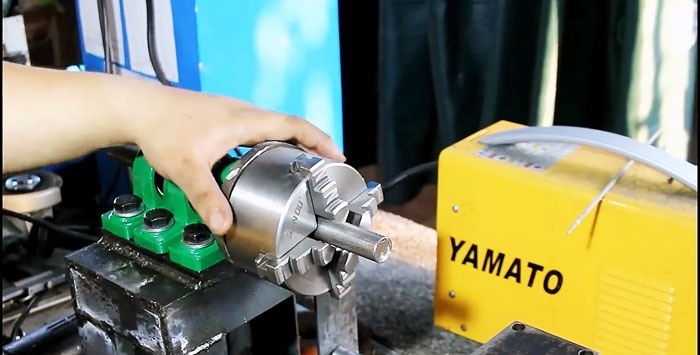
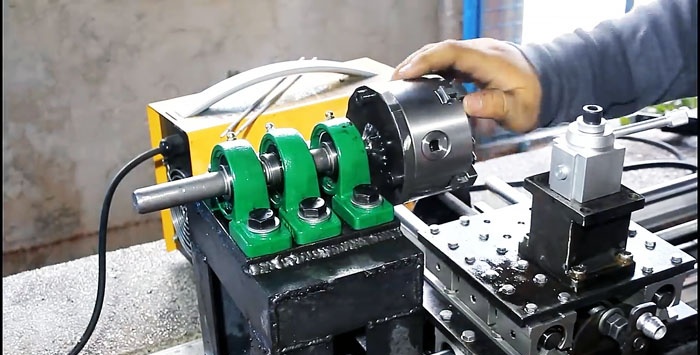
Etter å ha installert og klemt den firekjevede spindelen på akselen, må du trykke den kuttede sirkelen mot den og stramme den med chucken med 3 bolter. Dette gjør at sirkelen kan balanseres før den sveises til akselen.
Deretter må du fjerne den firekjevede spindelen og kutte av overflødig del av akselen langs linjen til den sveisede sirkelen. Dreiebenkchucken monteres tilbake i setet og klemmes fast med 3 bolter.
En remskive er festet til baksiden av akselen.
For eksisterende elmotor sveises en ramme fra et 20x20 mm hjørne. En liten remskive er installert på motoren.

Etter dette, ved å stramme beltet mellom remskivene, må du plassere motoren på bunnen av spindelakselens lagerplattform.Den elektriske motorrammen skal utføres på en slik måte at det er mulig å justere remspenningen etter sveising.
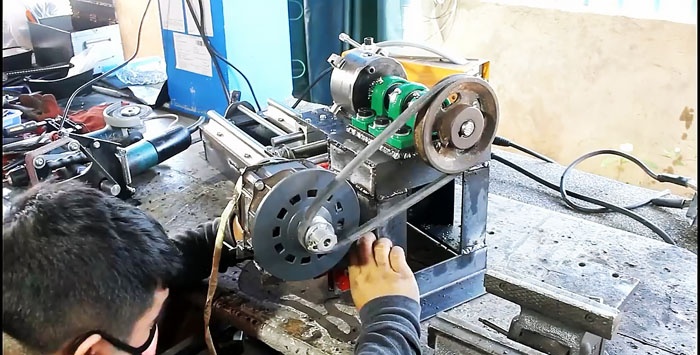
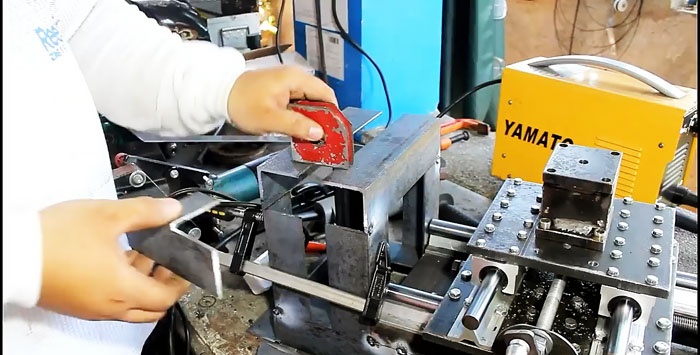
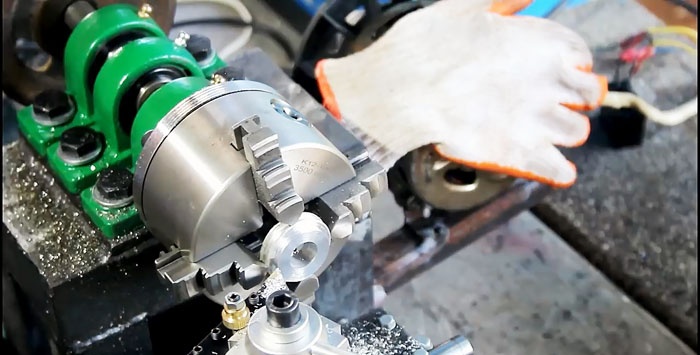
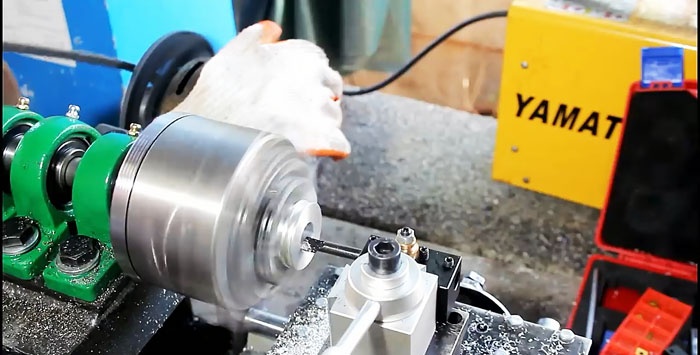
Etter å ha festet kutteren i maskinens verktøyholder, kan du allerede bruke den til det tiltenkte formålet. Denne utformingen lar deg få kutteren nær sirkelen som spindelen er festet på for å slipe den, noe som gjør den mer nøyaktig.
Den resulterende maskinen har evnen til å bli modernisert, for eksempel ved å installere en bakstokk, som vil tillate den å utføre mer seriøse oppgaver. Dette er et ganske dyrt prosjekt, men det vil koste mindre enn en fabrikkdreiebenk.


Grunnleggende materialer:
- stålhjørne 20x20 mm;
- aksel på aluminiumsstøtte SBR20;
- vogner på lineære lagre for SBR20-akselen – 12 stk.;
- stålplate 10 mm;
- hjørne 30x30 mm;
- lang pinne M10;
- stålplate 3 mm;
- hjørne 40x40 mm;
- fire-kjeve dreiebenk chuck;
- lagre i et hus med klør – 3 stk.;
- aksel for lagre med klør;
- remskive på akselen;
- elektrisk motor med trinse;
- drivreim;
- verktøyholder og kuttere
- M8 bolter.
Å lage en dreiebenk
Maskinrammen er sveiset fra et 20x20 mm hjørne, som på bildet. Toppplanet på den ferdige delen må slipes for å kunne feste resten av utstyret jevnt.
2 langsgående sleider laget av et skaft på en SBR20 aluminiumsstøtte er skrudd langs rammen. De er utstyrt med 3 vogner på lineære lagre.
En bunnplate er skåret ut av 10mm stålplate, som skal monteres på vognene. Den er skrudd med 24 bolter, 4 til hver vogn.
Deretter må du sikre mateakselen, som vil flytte plattformen langs maskinen. Til dette brukes en lang pinne med en diameter på 10 mm. Den er festet til endene av maskinen på skruede støtter laget av et dreiet hjørne 30x30 mm.
For å feste vognplattformen til akselen, må du lage et fremspring på baksiden av platen. For å gjøre dette bøyes en brakett fra en 3 mm stållist. Den må skrus fast til komfyren som på bildet.
Deretter sveises den laget braketten til 3 M10 muttere skrudd på mateakselen fra en tapp. Nå, når akselen roterer, beveger plattformen seg langs maskinen.
2 tverrgående lysbilder fra samme aksel er festet til den ferdige plattformen på en SBR20 aluminiumsstøtte. Hver skli er utstyrt med 3 vogner.
En stålplate 10 mm tykk skrus på toppen av vognene med 24 bolter.
For sideveis bevegelse av plattformen kreves det også installasjon av en mateaksel. Den er laget av samme M10-stift i henhold til et lignende prinsipp som den nedre plattformmekanismen. For å gjøre dette er 2 støtter laget av et dreiet hjørne 30x30 mm og en brakett fra en 3 mm stripe, som er sveiset til 3 M10 muttere på akselen.
Deretter må du lage en kubeplattform for verktøyholderen. Topp- og bunndelene kan lages av 10 mm stålplate, og sidene av 3 mm plate. Siden det er en belastning på denne enheten, bør den forsterkes med en annen sideinnsats av 3 mm stålplate. Et sentralt hull er laget i den øvre delen av den resulterende kuben, i hvilken en tråd kuttes. Den brukes til å feste fabrikkverktøyholderen.
Bunnen av verktøyholderen er skrudd til den lille plattformen på maskinen ved hjelp av 4 bolter.
Håndtak er installert på maskinens langsgående og tverrgående mateaksler.
Et 40x40 mm hjørne sveises langs omkretsen av bunnen av maskinen fra et 20x20 mm hjørne. De langsgående delene av den nye vinkelen er gjort lengre for å gi en base til venstre for å sikre spindelen.
Et hjørne på 40x40 mm sveises på den resulterende basen, som på bildet. Den resulterende strukturen styrkes med innsatser, siden den vil bli utsatt for en sterk deformasjonsbelastning.
En plattform laget av 10 mm stålplate er sveiset på toppen av den resulterende rammen. 3 lagre i et hus med klør er festet til det. En stålaksel er satt inn i lagrene.
En sirkel som tilsvarer diameteren til fabrikkens firekjeft chuck er kuttet ut av 10 mm stålplate. Et stort hull er laget i midten som tilsvarer diameteren på skaftet. Den produserte delen er montert på en aksel montert på lagre
Etter å ha installert og klemt den firekjevede spindelen på akselen, må du trykke den kuttede sirkelen mot den og stramme den med chucken med 3 bolter. Dette gjør at sirkelen kan balanseres før den sveises til akselen.
Deretter må du fjerne den firekjevede spindelen og kutte av overflødig del av akselen langs linjen til den sveisede sirkelen. Dreiebenkchucken monteres tilbake i setet og klemmes fast med 3 bolter.
En remskive er festet til baksiden av akselen.
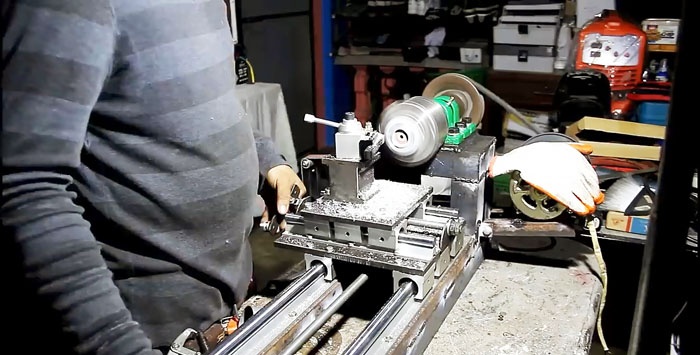
For eksisterende elmotor sveises en ramme fra et 20x20 mm hjørne. En liten remskive er installert på motoren.
Etter dette, ved å stramme beltet mellom remskivene, må du plassere motoren på bunnen av spindelakselens lagerplattform.Den elektriske motorrammen skal utføres på en slik måte at det er mulig å justere remspenningen etter sveising.
Etter å ha festet kutteren i maskinens verktøyholder, kan du allerede bruke den til det tiltenkte formålet. Denne utformingen lar deg få kutteren nær sirkelen som spindelen er festet på for å slipe den, noe som gjør den mer nøyaktig.
Den resulterende maskinen har evnen til å bli modernisert, for eksempel ved å installere en bakstokk, som vil tillate den å utføre mer seriøse oppgaver. Dette er et ganske dyrt prosjekt, men det vil koste mindre enn en fabrikkdreiebenk.
Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (4)
