Hvordan enkelt lage et presist kutt i et rør
Når du lager forskjellige hjemmelagde produkter, blir det noen ganger nødvendig å bore runde rør. Det er ganske vanskelig å utføre en slik operasjon ved bruk av konvensjonelle spiralbor, siden dette vil kreve omhyggelig foreløpig forberedelse. Hvordan komme seg ut av denne situasjonen?

Hvis du har en ringformet kutter med passende diameter (et annet navn for en kjerne-, hul- eller ringbor), blir det mye enklere og mer produktivt å jobbe med buede overflater, spesielt sylindriske.
Vi vil også trenge et verktøydrev, for eksempel en drill, flere vanlige spiralbor med forskjellige diametre, og et middel for å avkjøle biten mens du arbeider. Dette kan være en spesiell skjærevæske, passende maskinolje, eller for eksempel WD-40 universalsmøremiddel.

Boring av røroverflaten må rettes strengt langs diameteren, ellers vil det være umulig å oppnå et positivt sluttresultat.
1.Ved hjelp av en markør markerer vi på enden av røret hvor diameteren krysser veggene til produktet (det er mange metoder og enheter for dette).
2. Installer røret slik at ett av merkene er strengt tatt på toppen. Bruk et målebånd, mål den nødvendige avstanden fra den langs generatrisen og merk den med en markør.

3. Vi klemmer røret i en skrustikke og hamrer det merkede punktet ved hjelp av en kjerne og en hammer.

4. Snu røret i skrustikken til motsatt side, merk punktet motsatt av det første, og merk det også.
5. Bruk et tynt bor og et bor, bor hull på de to angitte punktene på røret.
6. Deretter borer vi dem gjennom med et bor med større diameter i en omgang, siden det er en øvre føring og et nedre sentreringshull.

7. Etter å ha erstattet spiralboret i borchucken med en krone med et sentreringsbor, dreier du røret i en skrustikke 90 grader slik at føringshullene er horisontale. Dette vil tillate deg å bruke mer kraft når du arbeider med kronen.

8. Siden det ringformede boret blir veldig varmt under drift, for å avkjøle det og lette prosessen, smør arbeidstennene og det tilstøtende koppbeltet sjenerøst i en sirkel med universalsmøremiddel WD-40.

9. Vi setter inn sentreringsboret til kronen i hullet forberedt på forhånd i røret og begynner prosessen, og legger til fett til kronen fra tid til annen.

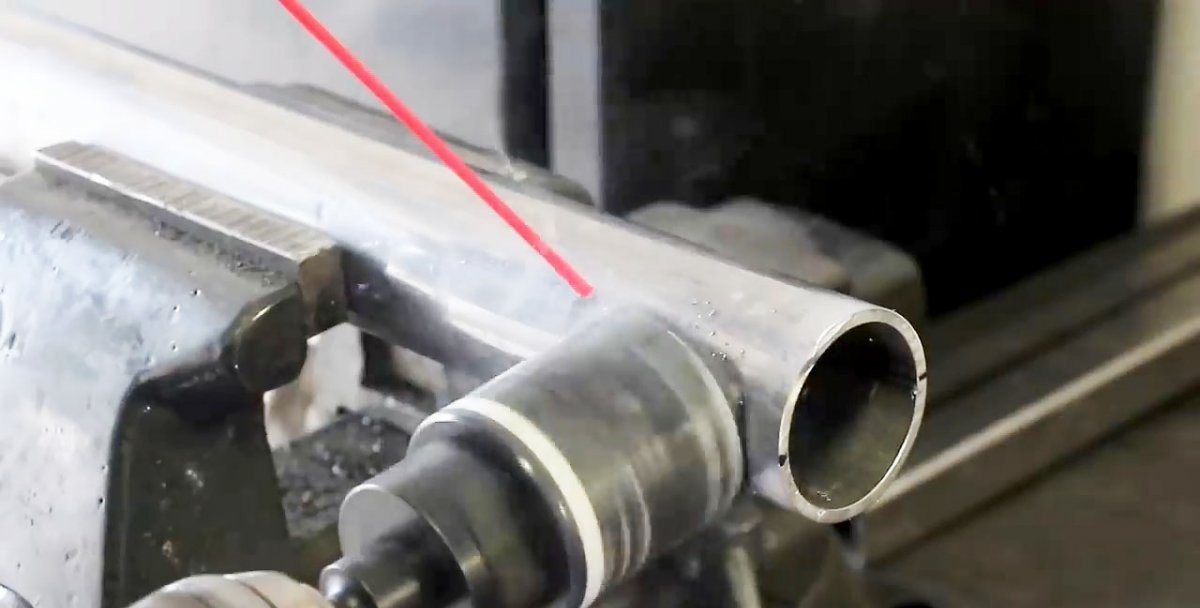
10. Etter at kronen kommer ut fra motsatt side av røret, får vi en utskjæring, som i konfigurasjon må samsvare nøyaktig med røret med samme diameter, noe som bekreftes av den tilsvarende kontrollen.

elleve.Hvis det kreves flere rør av lik lengde med formede utskjæringer i endene, borer vi sentreringshull i røremnet i lik avstand fra hverandre, og en etter en, ved hjelp av en kjernebor, får vi de nødvendige emnene.

Vi minner om at den ytre diameteren til det ringformede boret og røret som behandles må være strengt tatt det samme.

Vil trenge
Hvis du har en ringformet kutter med passende diameter (et annet navn for en kjerne-, hul- eller ringbor), blir det mye enklere og mer produktivt å jobbe med buede overflater, spesielt sylindriske.
Vi vil også trenge et verktøydrev, for eksempel en drill, flere vanlige spiralbor med forskjellige diametre, og et middel for å avkjøle biten mens du arbeider. Dette kan være en spesiell skjærevæske, passende maskinolje, eller for eksempel WD-40 universalsmøremiddel.

Algoritme for boreprosessen ved hjelp av en krone
Boring av røroverflaten må rettes strengt langs diameteren, ellers vil det være umulig å oppnå et positivt sluttresultat.
1.Ved hjelp av en markør markerer vi på enden av røret hvor diameteren krysser veggene til produktet (det er mange metoder og enheter for dette).
2. Installer røret slik at ett av merkene er strengt tatt på toppen. Bruk et målebånd, mål den nødvendige avstanden fra den langs generatrisen og merk den med en markør.

3. Vi klemmer røret i en skrustikke og hamrer det merkede punktet ved hjelp av en kjerne og en hammer.

4. Snu røret i skrustikken til motsatt side, merk punktet motsatt av det første, og merk det også.
5. Bruk et tynt bor og et bor, bor hull på de to angitte punktene på røret.
6. Deretter borer vi dem gjennom med et bor med større diameter i en omgang, siden det er en øvre føring og et nedre sentreringshull.

7. Etter å ha erstattet spiralboret i borchucken med en krone med et sentreringsbor, dreier du røret i en skrustikke 90 grader slik at føringshullene er horisontale. Dette vil tillate deg å bruke mer kraft når du arbeider med kronen.

8. Siden det ringformede boret blir veldig varmt under drift, for å avkjøle det og lette prosessen, smør arbeidstennene og det tilstøtende koppbeltet sjenerøst i en sirkel med universalsmøremiddel WD-40.
9. Vi setter inn sentreringsboret til kronen i hullet forberedt på forhånd i røret og begynner prosessen, og legger til fett til kronen fra tid til annen.

10. Etter at kronen kommer ut fra motsatt side av røret, får vi en utskjæring, som i konfigurasjon må samsvare nøyaktig med røret med samme diameter, noe som bekreftes av den tilsvarende kontrollen.

elleve.Hvis det kreves flere rør av lik lengde med formede utskjæringer i endene, borer vi sentreringshull i røremnet i lik avstand fra hverandre, og en etter en, ved hjelp av en kjernebor, får vi de nødvendige emnene.

For referanse
Vi minner om at den ytre diameteren til det ringformede boret og røret som behandles må være strengt tatt det samme.
Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (2)
