Hvordan kan du ellers lage et firkantet hull?
Å lage et firkantet hull i slitesterke metaller uten spesialutstyr er ikke lett. Dette kan imidlertid også gjøres på universalmaskiner. Men for dette må du gjøre den såkalte på forhånd. Watts drill og mal for den.
For å lage en Watts-bor trenger du også en høyhastighets stålstang, og for en mal en stålsirkel.

Ved hjelp av en NGF-110 fresemaskin lager vi tre langsgående spor på arbeidsstykket. Prosessen vil fortsette med innsats, siden materialegenskapene til en karbidkutter ikke er mye høyere enn for en høyhastighetskutter.


Deretter klemmer vi arbeidsstykket med sporene i en skrustikke og lager profilen til de tre skjæretennene ved hjelp av en kvern, med start fra sporene. Vi skjerper enden av boret, men skjerper ikke sidekantene.


På spesialutstyr for å lage firkantede hull roterer Watts-boret ikke bare rundt sin lengdeakse, men selve aksen lager en bane beskrevet av fire ellipsoide buer. Men vi vil velge en annen vei.


Den andre delen er en mal der Watts-boret vil rotere. I vårt tilfelle er bordiameteren 15 mm. Dette betyr at firkanten laget av ham vil være 15x15 mm.
For å være sikker på at Watts-boret ikke setter seg fast i den virkelige malen, legger vi det i en plastremse med en firkant på 15x15 mm og begynner å rotere boret. Den skal ikke bite eller skjære av spon fra sidene av plassen.
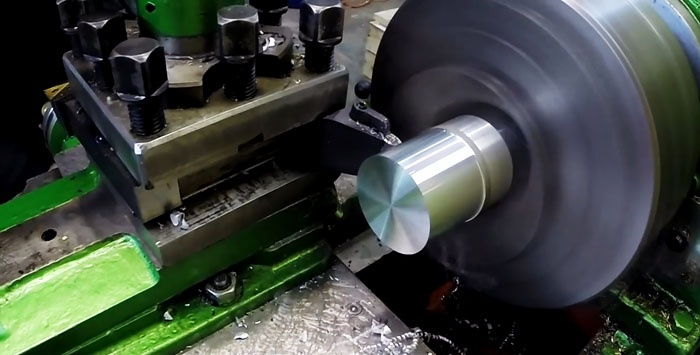
Vi klemmer kopimaskinemnet inn i dreiebenkchucken og sliper enden. Bruk deretter et 15 mm bor til å bore et gjennomgående hull i midten og bor det ut med et bor med stor diameter til ønsket dybde.
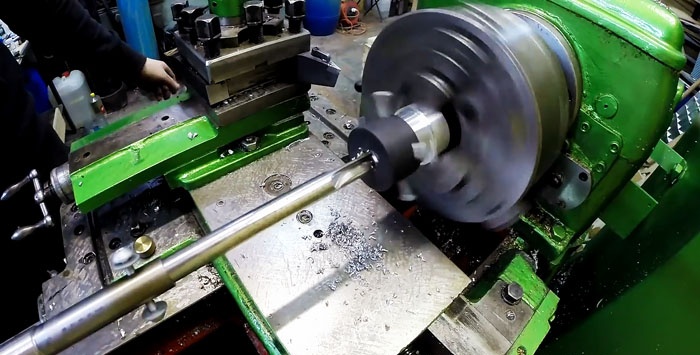
Ved hjelp av en gjennomgangskutter justerer vi den indre diameteren til det store hullet og sliper arbeidsstykket fra utsiden. Nærmere den fremre enden av malen, bor 4 hull jevnt i en sirkel, kutt gjenger for bolter for å feste kopimaskinen til arbeidsstykket der et firkantet hull skal lages.

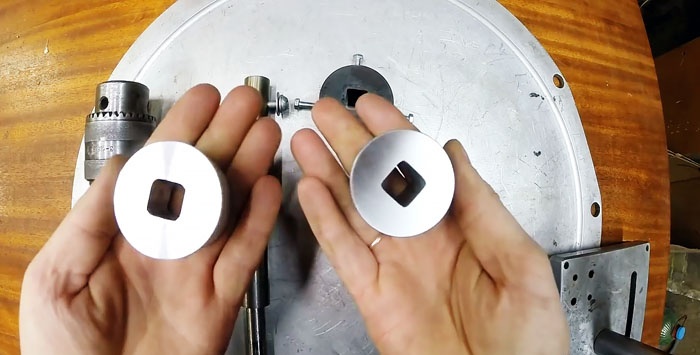
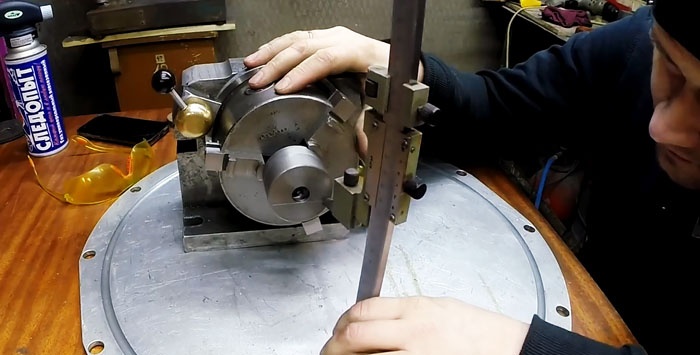
Ved hjelp av en skris og et delehode tegner vi fire linjer på baksiden av malemnet, som krysser hverandre danner et beskrevet kvadrat på 15×15 mm rundt et hull med en diameter på 15 mm.
I de indre hjørnene av den merkede firkanten bor du 4 hull med et tynt bor. Vi klemmer kopikoppen i en skrustikke og bruker en fil til å danne et firkantet hull fra et rundt hull. Malen og Watts drill er designet for å fungere sammen.



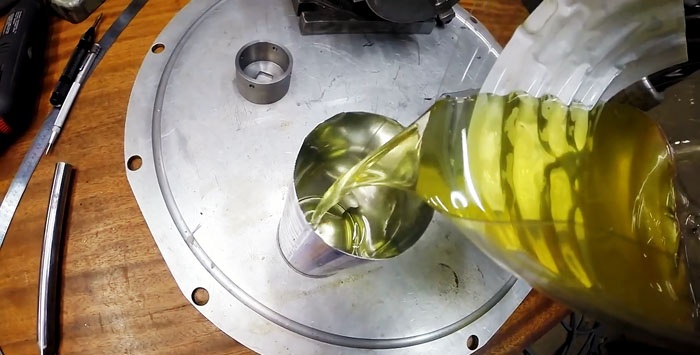
For å herde, varm malen i en muffelovn og senk den ned i en beholder med maskinolje.

For å redusere forvrengningen av Watts-boret under drift, lager vi en forlengelse for den.Dette vil tillate at det firkantede hullet lages koaksialt i lengden. Vi fester boret i forlengelsen med to bolter.
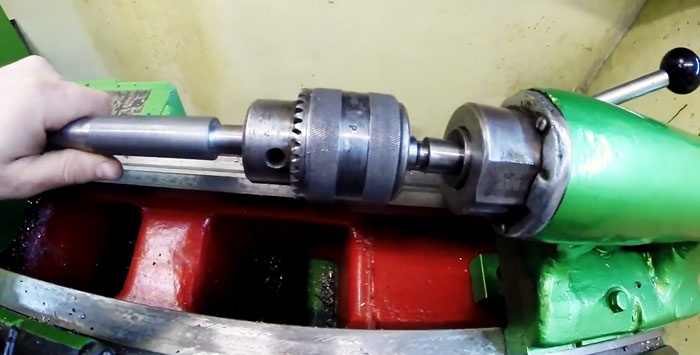
Vi fikser boret med en forlengelse i dreiebenkens hodestokk. For å teste verktøyet, la oss lage et firkantet hull i aluminiumsmaterialet.

Vi sliper ende- og sideflaten på arbeidsstykket.
Vi installerer malen på arbeidsstykket og bruker en drill for å lage et lite rundt hull i stedet for det fremtidige kvadratet.


For å dempe kollisjonen av Watts-boret med malfirkanten, smør dette stedet med CV-skjøtfett.

Vi setter inn boret i kvadratet på kopimaskinen og roterer arbeidsstykket med chucken for hånd. Hvis du ikke kjenner at det sitter fast eller biter, slår du på maskinen.
Vi beveger verktøyet fremover og ser de komplekse bevegelsene som boret gjør i området av malen. Etter en tid begynner det å komme ut sjetonger, noe som indikerer at prosessen har begynt.
Etter å ha nådd ønsket dybde, slå av maskinen, fjern hodestokken med verktøyet, fjern malen og separer en sylinder ca. 30 mm lang fra arbeidsstykket med et skjæreverktøy.
Vi sørger for at det firkantede hullet lages langs lengden uten å forstyrre justeringen og tverrstørrelsen. Enhetene våre besto den første testen.

La oss gå videre til en mer kompleks prosess - å lage et firkantet hull i et stålemne. Vi sliper den også langs ende- og sideflaten. Vi pakker inn og sikrer malen. Vi tar med verktøyet og begynner å bore.
Vibrasjonen av boret og utseendet til spon indikerer at prosessen er i gang. Vi mater verktøyet på samme 30 mm. Fjern deretter malen og skjær av emnet med det resulterende firkantede hullet.
Etter sliping av endene av arbeidsstykkene med firkantede hull, sørger vi for at de er av høy kvalitet i lengde- og tverretningen, uavhengig av materiale - aluminium eller stål.
Bor- og malfirkanten forble også intakt og ble ikke engang matt, det vil si at de er klare for arbeid igjen.
Det er klart at for hver størrelse på et firkantet hull trenger du et eget Watts-bor, og malen, hvis du er kreativ, kan gjøres universell innenfor visse grenser.
Vil trenge
- dreiebenk og fresemaskin;
- bulgarsk;
- metall fil;
- passerer og skjærer kuttere;
- spiral øvelser;
- disk cutter;
- skiftenøkler;
- herding utstyr;
- skyvelære;
- skjærevæske.
For å lage en Watts-bor trenger du også en høyhastighets stålstang, og for en mal en stålsirkel.
Lage en Watts drill
Ved hjelp av en NGF-110 fresemaskin lager vi tre langsgående spor på arbeidsstykket. Prosessen vil fortsette med innsats, siden materialegenskapene til en karbidkutter ikke er mye høyere enn for en høyhastighetskutter.
Deretter klemmer vi arbeidsstykket med sporene i en skrustikke og lager profilen til de tre skjæretennene ved hjelp av en kvern, med start fra sporene. Vi skjerper enden av boret, men skjerper ikke sidekantene.
På spesialutstyr for å lage firkantede hull roterer Watts-boret ikke bare rundt sin lengdeakse, men selve aksen lager en bane beskrevet av fire ellipsoide buer. Men vi vil velge en annen vei.
Å lage en mal
Den andre delen er en mal der Watts-boret vil rotere. I vårt tilfelle er bordiameteren 15 mm. Dette betyr at firkanten laget av ham vil være 15x15 mm.
For å være sikker på at Watts-boret ikke setter seg fast i den virkelige malen, legger vi det i en plastremse med en firkant på 15x15 mm og begynner å rotere boret. Den skal ikke bite eller skjære av spon fra sidene av plassen.
Vi klemmer kopimaskinemnet inn i dreiebenkchucken og sliper enden. Bruk deretter et 15 mm bor til å bore et gjennomgående hull i midten og bor det ut med et bor med stor diameter til ønsket dybde.
Ved hjelp av en gjennomgangskutter justerer vi den indre diameteren til det store hullet og sliper arbeidsstykket fra utsiden. Nærmere den fremre enden av malen, bor 4 hull jevnt i en sirkel, kutt gjenger for bolter for å feste kopimaskinen til arbeidsstykket der et firkantet hull skal lages.
Ved hjelp av en skris og et delehode tegner vi fire linjer på baksiden av malemnet, som krysser hverandre danner et beskrevet kvadrat på 15×15 mm rundt et hull med en diameter på 15 mm.
I de indre hjørnene av den merkede firkanten bor du 4 hull med et tynt bor. Vi klemmer kopikoppen i en skrustikke og bruker en fil til å danne et firkantet hull fra et rundt hull. Malen og Watts drill er designet for å fungere sammen.
For å herde, varm malen i en muffelovn og senk den ned i en beholder med maskinolje.
For å redusere forvrengningen av Watts-boret under drift, lager vi en forlengelse for den.Dette vil tillate at det firkantede hullet lages koaksialt i lengden. Vi fester boret i forlengelsen med to bolter.
Prosess for å lage et firkantet hull
Vi fikser boret med en forlengelse i dreiebenkens hodestokk. For å teste verktøyet, la oss lage et firkantet hull i aluminiumsmaterialet.
Vi sliper ende- og sideflaten på arbeidsstykket.
Vi installerer malen på arbeidsstykket og bruker en drill for å lage et lite rundt hull i stedet for det fremtidige kvadratet.
For å dempe kollisjonen av Watts-boret med malfirkanten, smør dette stedet med CV-skjøtfett.
Vi setter inn boret i kvadratet på kopimaskinen og roterer arbeidsstykket med chucken for hånd. Hvis du ikke kjenner at det sitter fast eller biter, slår du på maskinen.
Vi beveger verktøyet fremover og ser de komplekse bevegelsene som boret gjør i området av malen. Etter en tid begynner det å komme ut sjetonger, noe som indikerer at prosessen har begynt.
Etter å ha nådd ønsket dybde, slå av maskinen, fjern hodestokken med verktøyet, fjern malen og separer en sylinder ca. 30 mm lang fra arbeidsstykket med et skjæreverktøy.
Vi sørger for at det firkantede hullet lages langs lengden uten å forstyrre justeringen og tverrstørrelsen. Enhetene våre besto den første testen.
La oss gå videre til en mer kompleks prosess - å lage et firkantet hull i et stålemne. Vi sliper den også langs ende- og sideflaten. Vi pakker inn og sikrer malen. Vi tar med verktøyet og begynner å bore.
Vibrasjonen av boret og utseendet til spon indikerer at prosessen er i gang. Vi mater verktøyet på samme 30 mm. Fjern deretter malen og skjær av emnet med det resulterende firkantede hullet.
resultater
Etter sliping av endene av arbeidsstykkene med firkantede hull, sørger vi for at de er av høy kvalitet i lengde- og tverretningen, uavhengig av materiale - aluminium eller stål.
Bor- og malfirkanten forble også intakt og ble ikke engang matt, det vil si at de er klare for arbeid igjen.
Det er klart at for hver størrelse på et firkantet hull trenger du et eget Watts-bor, og malen, hvis du er kreativ, kan gjøres universell innenfor visse grenser.
Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (1)
