Hvordan øke funksjonaliteten til en vinkelsliper med avtakbart utstyr
Allsidigheten til en vinkelsliper eller sliper kan i det minste bedømmes av det mest populære utstyret for det - skiver, som er delt inn i skjæring (slipemiddel og diamant), groving (snorbørster), stripping, skjerping (fra 6 mm tykk), sliping og polering. Også variasjonen av arbeid som utføres av dette verktøyet forenkles av plasseringen av aksene til motoren og verktøyet i en vinkel på 90 grader i forhold til hverandre.
Bruksområdet til denne slipemaskinen kan utvides ytterligere, og produktivitet og effektivitet kan økes ved hjelp av avtakbart tilbehør som du kan lage selv, med litt innsats og flid. Dessuten kan vi nøye oss med vanlige materialer og enkle verktøy.

I tillegg til kvernen, som vi skal forbedre, trenger vi:
Materialene vi trenger er:

Ved hjelp av en kvern kutter vi emner av ønsket størrelse fra metallplater eller bånd, samt stålvinkel.

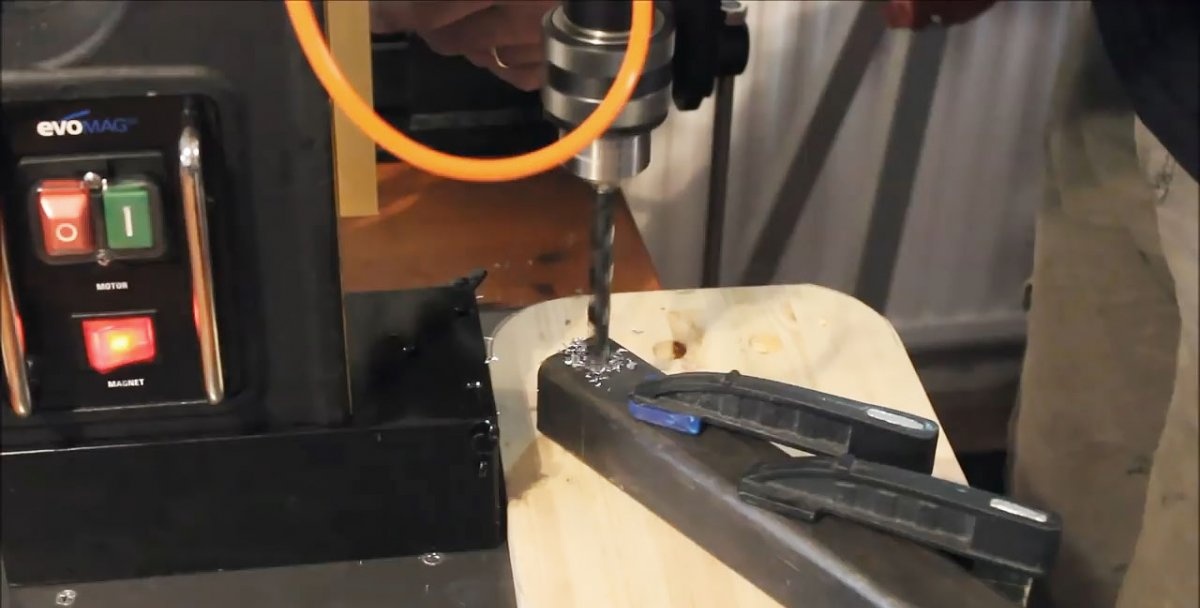
Alle kanter og hjørner på arbeidsstykkene behandles og avrundes ved hjelp av en slipeskive. Vi merker og lager hull med ønsket diameter i arbeidsstykkene på en boremaskin.

Vi skruer forhåndsforberedte pinner inn i de gjengede hullene på sidene av vinkelsliperen.

Ved hjelp av en minibor med en fingerkutter festet til bordet, fjerner vi avfasninger i hullene til arbeidsstykkene. Vi fester to plater på kvernen ved hjelp av pigger og muttere. På punktet hvor platene konvergerer, vil en bolt med et rundt hode for en sekskant og en gjenge for en mutter sveises.

På en platebøyemaskin lager vi en 30 graders perle på den smale siden av en stor platebit.

Ved hjelp av en kutteskive kutter vi ut et element i form av en likesidet trapes fra en smal stripe av metall i henhold til merkingene og lager et hull i midten på en boremaskin.

I dette og andre hull i arbeidsstykkene fjerner vi avfasninger ved hjelp av en fingerkutter montert på akselen til en minibor.
Vi setter skaftet på kvernhåndtaket inn i hullet på elementet i form av en likesidet trapes, og på den andre siden av platen, skru og stram mutteren, som vi deretter vil sveise til platen.

I profilrøret borer vi et gjennomgående hull gjennom to motsatte sider. Vi borer også et hull på en hylle av stålvinkelen langs kantene.


Ved hjelp av en kvern kutter vi av elementet med det tidligere borede hullet fra profilens firkantrør.

Vi installerer strimler med hull på tappene og fester dem med muttere.Vi sjekker stedet hvor platene konvergerer med en rektangulær firkant, i vertikale og horisontale plan, ved å løsne eller stramme mutterne på tappene. Etter det strammer vi til slutt mutterne.

Vi sveiser mutteren skrudd på tråden på kvernhåndtaket til platen i form av en likesidet trapes.

Vi legger en trapesformet plate med en sveiset mutter på de konvergerende platene montert på kvernen, og sveiser den på stedet der den faller sammen i plan med de nedre platene.

Vi sveiser en bolt med et rundt hode til stedet hvor platene konvergerer på kvernen, og hodet skal være plassert på siden der skiven er installert på kvernen.

Vi fjerner de konvergerende platene fra vinkelsliperen og sveiser til slutt bolten til dem. Vi sliper alle sveiseskjøter med slipeskive.
Ved hjelp av hullene, installer et fragment av profilrøret på bolten som er sveiset til de konvergerende platene og stram den med en mutter.
Vi legger utstyret med kvernen på flensplaten. Videre skal fragmentet av profilrøret på den ene siden falle sammen med lengden på siden av platen, og den andre skal hvile mot bunnen av flensen.
I denne posisjonen sveiser vi et fragment av profilrøret til platen, først og sørg for at sidene er vinkelrette på siden av bunnplaten.
For å gjøre matlaging praktisk, fjerner vi utstyret sammen med kvernen, og etterlater bare et fragment av et firkantet rør på platen.
Etter den endelige installasjonen sveiser vi et stålhjørne med hull nærmere den andre kanten av platen og passer i lengden til platens bredde.

Vi kutter ut den ytre halvdelen av den vertikale hyllen i hjørnet ved hjelp av en kvern. Vi rengjør alle sømmer og bearbeidingsområder med en slipeskive.
Vi maler de sveisede sammenstillingene med svart maling fra en sprayboks.Vi monterer alle delene av utstyret på kvernen ved hjelp av pigger, muttere og bolter.


Vi kontrollerer avstanden fra disken til kanten av glideplaten. Det skal være likt overalt.

En kvern montert på en glider kan gjøre bevegelser rundt bolten i et vertikalt plan som en pendelsagskive.

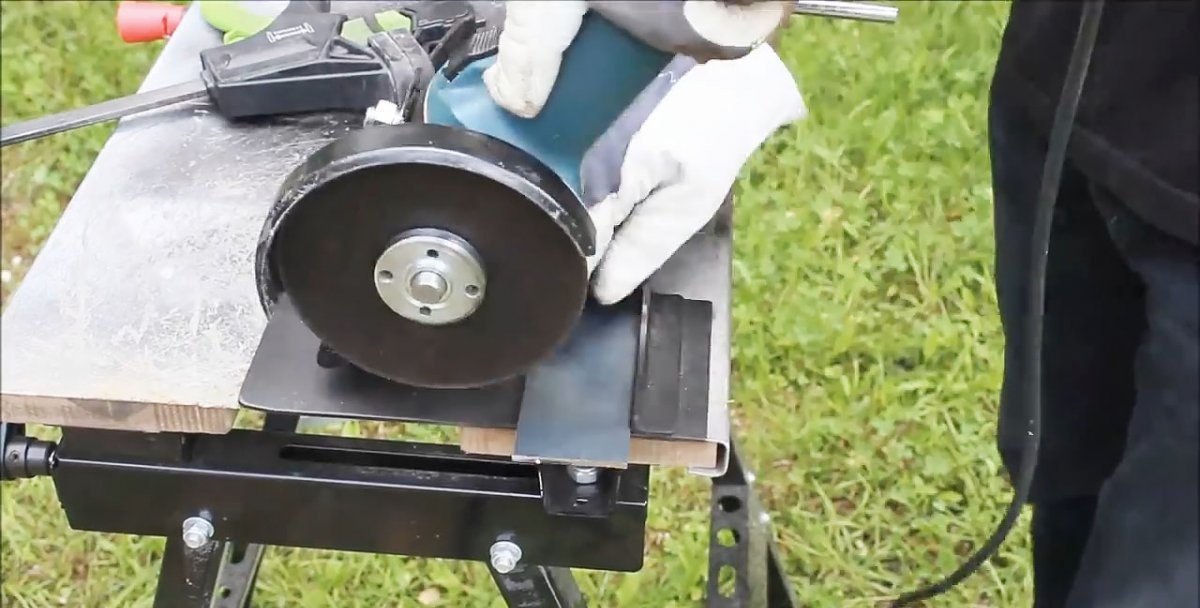
Nå kan en vinkelsliper med slikt utstyr raskt og nøyaktig kutte metallplater, kutte rektangulære fragmenter, rense kanter, kutte smale strimler fra et langt ark langs en føring med høy presisjon, kutte rør og stripemateriale, runde hjørner på arbeidsstykker ved å erstatte kuttingen. skive med en slipende, rene rustbeskyttende emner, som gir dem et salgbart utseende, etc.



Les også hvordan du lager et veldig enkelt stativ til en vinkelsliper - https://home.washerhouse.com/no/4355-prostaya-stoyka-dlya-bolgarki.html
Bruksområdet til denne slipemaskinen kan utvides ytterligere, og produktivitet og effektivitet kan økes ved hjelp av avtakbart tilbehør som du kan lage selv, med litt innsats og flid. Dessuten kan vi nøye oss med vanlige materialer og enkle verktøy.

Vil trenge
I tillegg til kvernen, som vi skal forbedre, trenger vi:
- drill maskin;
- mini drill;
- ark bøye maskinen;
- sveiseutstyr;
- skiftenøkler;
- måleverktøy.
Materialene vi trenger er:
- metallplate 2 mm tykk;
- stål lik vinkel;
- profil firkantet rør;
- rundt hode sekskant bolt;
- pigger, muttere, skiver;
- en boks med svart spraymaling.
Teknologi for produksjon av flyttbart utstyr

Ved hjelp av en kvern kutter vi emner av ønsket størrelse fra metallplater eller bånd, samt stålvinkel.

Alle kanter og hjørner på arbeidsstykkene behandles og avrundes ved hjelp av en slipeskive. Vi merker og lager hull med ønsket diameter i arbeidsstykkene på en boremaskin.

Vi skruer forhåndsforberedte pinner inn i de gjengede hullene på sidene av vinkelsliperen.

Ved hjelp av en minibor med en fingerkutter festet til bordet, fjerner vi avfasninger i hullene til arbeidsstykkene. Vi fester to plater på kvernen ved hjelp av pigger og muttere. På punktet hvor platene konvergerer, vil en bolt med et rundt hode for en sekskant og en gjenge for en mutter sveises.

På en platebøyemaskin lager vi en 30 graders perle på den smale siden av en stor platebit.

Ved hjelp av en kutteskive kutter vi ut et element i form av en likesidet trapes fra en smal stripe av metall i henhold til merkingene og lager et hull i midten på en boremaskin.

I dette og andre hull i arbeidsstykkene fjerner vi avfasninger ved hjelp av en fingerkutter montert på akselen til en minibor.
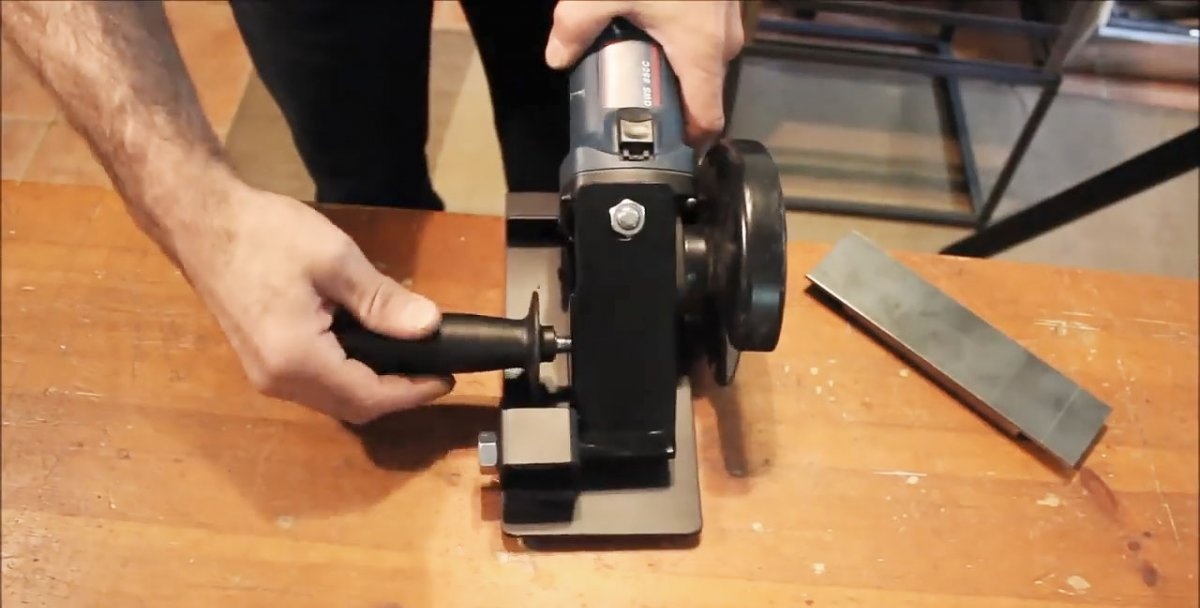
Vi setter skaftet på kvernhåndtaket inn i hullet på elementet i form av en likesidet trapes, og på den andre siden av platen, skru og stram mutteren, som vi deretter vil sveise til platen.

I profilrøret borer vi et gjennomgående hull gjennom to motsatte sider. Vi borer også et hull på en hylle av stålvinkelen langs kantene.

Ved hjelp av en kvern kutter vi av elementet med det tidligere borede hullet fra profilens firkantrør.

Vi installerer strimler med hull på tappene og fester dem med muttere.Vi sjekker stedet hvor platene konvergerer med en rektangulær firkant, i vertikale og horisontale plan, ved å løsne eller stramme mutterne på tappene. Etter det strammer vi til slutt mutterne.

Vi sveiser mutteren skrudd på tråden på kvernhåndtaket til platen i form av en likesidet trapes.

Vi legger en trapesformet plate med en sveiset mutter på de konvergerende platene montert på kvernen, og sveiser den på stedet der den faller sammen i plan med de nedre platene.

Vi sveiser en bolt med et rundt hode til stedet hvor platene konvergerer på kvernen, og hodet skal være plassert på siden der skiven er installert på kvernen.

Vi fjerner de konvergerende platene fra vinkelsliperen og sveiser til slutt bolten til dem. Vi sliper alle sveiseskjøter med slipeskive.
Ved hjelp av hullene, installer et fragment av profilrøret på bolten som er sveiset til de konvergerende platene og stram den med en mutter.
Vi legger utstyret med kvernen på flensplaten. Videre skal fragmentet av profilrøret på den ene siden falle sammen med lengden på siden av platen, og den andre skal hvile mot bunnen av flensen.
I denne posisjonen sveiser vi et fragment av profilrøret til platen, først og sørg for at sidene er vinkelrette på siden av bunnplaten.
For å gjøre matlaging praktisk, fjerner vi utstyret sammen med kvernen, og etterlater bare et fragment av et firkantet rør på platen.
Etter den endelige installasjonen sveiser vi et stålhjørne med hull nærmere den andre kanten av platen og passer i lengden til platens bredde.

Vi kutter ut den ytre halvdelen av den vertikale hyllen i hjørnet ved hjelp av en kvern. Vi rengjør alle sømmer og bearbeidingsområder med en slipeskive.
Vi maler de sveisede sammenstillingene med svart maling fra en sprayboks.Vi monterer alle delene av utstyret på kvernen ved hjelp av pigger, muttere og bolter.


Vi kontrollerer avstanden fra disken til kanten av glideplaten. Det skal være likt overalt.
En kvern montert på en glider kan gjøre bevegelser rundt bolten i et vertikalt plan som en pendelsagskive.
Muligheter for vinkelsliper med utstyr

Nå kan en vinkelsliper med slikt utstyr raskt og nøyaktig kutte metallplater, kutte rektangulære fragmenter, rense kanter, kutte smale strimler fra et langt ark langs en føring med høy presisjon, kutte rør og stripemateriale, runde hjørner på arbeidsstykker ved å erstatte kuttingen. skive med en slipende, rene rustbeskyttende emner, som gir dem et salgbart utseende, etc.


Les også hvordan du lager et veldig enkelt stativ til en vinkelsliper - https://home.washerhouse.com/no/4355-prostaya-stoyka-dlya-bolgarki.html
Se videoen
Lignende mesterklasser





Spesielt interessant






Kommentarer (0)
