DIY kvalitets kjøkkenkniver




En tilpasset kniv er en stift for de fleste profesjonelle kokker og kokker. Prisen kan variere fra $200 til $3000. Du kan imidlertid lage en for deg selv for bare $10, og arbeidet vil kun gjøres med håndverktøy.
Jeg vil ikke kalle knivfremstillingsprosessen veldig vanskelig, men den krever mye tid og tålmodighet, så ha favorittlydbøkene dine klare. Hver kniv tar omtrent 20 timer å lage. Det finnes måter å redusere denne tiden på, men da må du bruke mer.
Liste over trinn:
- Valg av materialer og/eller verktøy.
- Velge et knivdesign.
- Velg stål basert på dine behov.
- Forme en stålplate.
- Varmebehandling av metall.
- Knivsliping.
- Å lage et trehåndtak.
Mens du jobber med dette prosjektet må du jobbe med ganske skarpe, varme verktøy og brennbare stoffer. En sunn fornuft tilnærming bør holde deg unna problemer, men vær forsiktig.
Med det sagt, la oss fortsette.
Materialer og verktøy









Hvordan lage og bruke en knivmaterklemme
Her er det du trenger for å lage en kniv av god kvalitet:
Materialer:
- Stål (jeg vil dvele ved denne saken mer detaljert på neste trinn).
- Tre.
- Messingnagler.
- Gips.
- Jernsikt.
- Gassbrenner.
Verktøy:
- Metallfil (dobbelt hakk).
- Hacksag for metall.
- Håndbor og bor for det (du kan bruke en elektrisk).
- Permanent markør (tynn og tykk spiss).
- Metallsaks.
- Hammer.
- Kerner.
- Lang nesetang.
- Hansker.
- Munnstykke (for brenning av propan).
- Metall- eller plastbørste.
- Gjæringsboks.
- Sag på tre.
- Sandpapir.
- Klar lakk eller beis.
Det er også nyttig å ha en filklemme.
Kniv stål

Valget av stål du velger vil i stor grad påvirke sluttresultatet. Dette er den viktigste delen av kniven.
Stål er en kombinasjon av to stoffer: jern og karbon. Jo mer karbon et stål inneholder, jo vanskeligere er det. Hardt stål kan brukes til å produsere en tynnere, skarpere skjærekant som vil forbli slik i lang tid. Dette vil imidlertid også føre til en reduksjon i dets styrke, siden slikt stål vil bli sprøere.
Historisk sett ble disse to elementene kombinert da en smed varmet opp jern i en smie. Røyken som kom fra brannen (for det meste karbonpartikler) belagt stålet og ble deretter kombinert med det etter hvert som jernet ble formet. Slik ble Damaskus-stålet til – jo flere lag i bladet, jo flere ganger ble de brettet og smidd, så karboninnholdet ble høyere. I dag produseres Damaskus-stål automatisk og ligner i kvalitet på rustfritt stål av høy kvalitet. Den har en karakteristisk tekstur som kan fremheves med syre.
Med utviklingen av teknologi de siste hundre årene trenger du ikke lenger alt utstyret til en smed for å lage en kniv av høykarbonstål. I dag kan egnet metall bestilles på nett.
Det er to klassifiseringer av stål: rustfritt og rustbestandig.
Rustfritt stål inneholder vanligvis minst 13 % krom, noe som bidrar til å forhindre rust og korrosjon. Rustfritt stål er vanskeligere å behandle termisk, spesielt hjemme. Derfor, hvis du vil velge et slikt metall, må du mest sannsynlig bruke tredjepartstjenester for varmebehandling.
Det rustne stålbladet inneholder mindre enn 13 % krom. Slikt metall koster vanligvis mindre og er lettere å varmebehandle. Kniver laget av det er like skarpe som de som er laget av rustfritt stål. Disse metallene er imidlertid til en viss grad utsatt for korrosjon og rust, så de bør ikke oppbevares i fuktige forhold (ikke mer enn 20 minutter).
For å lage din første kniv anbefaler jeg at du bruker en av to typer stål. Legert verktøystål (HVG) eller konstruksjonsfjærstål (grad 85).
Nå som du endelig har bestemt deg for ditt stålvalg, er det på tide å bestemme seg for dimensjonene.
Min første kniv var 230 x 2,5 x 40 mm fra HVG. Når du lager det, anbefaler jeg å fokusere på tykkelsen og bredden på bladet nevnt ovenfor. Du kan velge lengden etter eget skjønn.
Velge en knivform
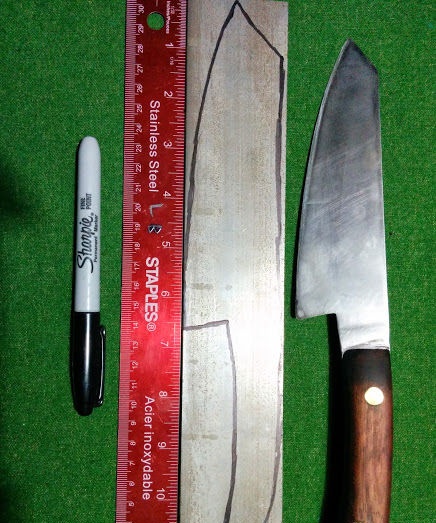



Formen på kjøkkenkniver kan variere avhengig av formålet. Jeg valgte en vestlig japansk kjøkkenkniv. Du kan finne en mer passende form for deg selv. Jeg anbefaler å kutte den ut av papp først for å teste hvordan den vil passe i hånden din.Deretter vil det om nødvendig være mulig å endre størrelsen.
Når du har bestemt deg for formen, kan du bestille passende metall. Husk at jo større kniven er, desto lengre tid vil det ta deg å behandle den. Så jeg anbefaler å starte med en liten størrelse.
Deretter overfører du konturene til kniven fra pappen til metallet ved hjelp av en tynn markør.
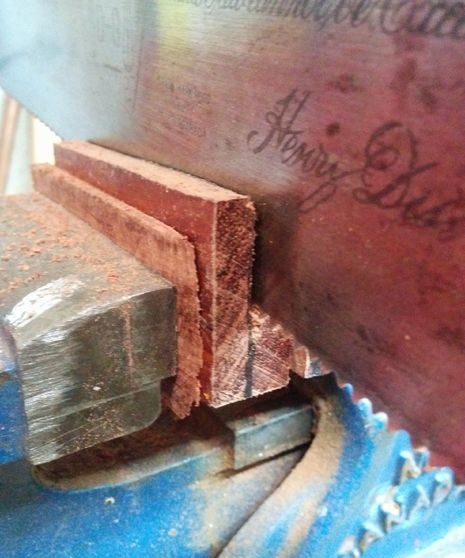
Hvis du bruker en skrustikke når du bearbeider metall, trenger du også et par treklosser som du vil klemme arbeidsstykket mellom. Da blir det ingen merker igjen på den fra skrustikken.
Bruk en baufil for å kutte ut hovedformen. Dette vil ta ganske lang tid. Hvis du holder baufilen med begge hender (den ene på håndtaket og den andre nær spennskruen) og fordeler trykket jevnt under arbeidet, vil prosessen gå mye raskere.
Bladprofildannelse











Vanligvis har en kniv to triggere, noen ganger tre. Den ene går langs hele bladet på kniven, og den andre gjør skjærekanten. Det er mange typer profiler, som hver har sine egne fordeler og ulemper. Jeg vil fokusere på de vanligste, og de som kan dannes ved hjelp av en filjig.
Kileprofil:
Begge sider av bladet stiger i en jevn linje til baken. En veldig vanlig profil, da den kombinerer skarphet og slitestyrke.
Femkantet bladprofil med bly:
Denne profilen inneholder tre nedstigningsribber. Den laveste, som er skjerpet. Så er det den midterste ribben, som strekker seg til midten av bladet og så er det en nedstigning i en liten vinkel eller et helt rett blad. Denne profilen er ikke så skarp som en kile, men den er mer motstandsdyktig mot slitasje og opplever mindre friksjon ved skjæring.
Ensidig skjerping:
Bare den ene siden har en kileformet nedstigning. Denne profilen er skarpere og mer presis fordi den ene siden forblir flat. Ganske vanlig i japansk kultur. Med slik sliping slites bladet raskere og for de som ikke er kjent med denne profilen kan det virke uvanlig å jobbe med kniv. Denne typen blad er den raskeste å lage og er lettest å slipe.
Når du har valgt bladprofil, er det på tide å starte den lengste prosessen. For en stålplate som er 2,5 mm tykk, må du bruke minst to timer, og jo tykkere arket er, desto lengre tid vil det ta å behandle.
Jeg har noen (personlige) anbefalinger:
- Den midtre slipelinjen kan merkes ved hjelp av en bor med en diameter lik tykkelsen på arbeidsstykket.
- Hvis du skal lage en dobbel nedstigning, etter den første behandlingen, bør kanten forbli litt tykkere enn du planlegger å lage den.
- Før hvert trinn i behandlingen, påfør et nytt lag maling med en markør.
- Slip med brede arbeidsbevegelser. Dette er viktig, ellers kan du lage ujevne fordypninger i overflaten, som først kan vise seg ved polering, og som da vil være vanskelig å bli kvitt.
- Hvis det er mulig, er det bedre å plassere arbeidsstykket på en trekloss, slik at metallet som behandles vil synke mindre.
- Lytt til en lydbok, spesielt en lang.
- Vær tålmodig og bruk en grovtannet fil.
- Bruk kun en dobbeltkutt fil for å redusere sannsynligheten for å etterlate dype riper i metallet.
- Rengjør kniv og fil med en børste hvert 2.-5. minutt.
Polering av knivbladet





Se videoen:
Et polert blad vil ikke bare se bedre ut, men det vil også være mer beskyttet mot korrosjon.Jo jevnere overflaten er, jo mindre sannsynlig er det at vann blir liggende i sporene og forårsake flekker. Jeg brukte tre typer steiner for å polere bladet. Jeg begynte å jobbe med en grov stein (med P300-P400 korn), gikk videre til en finere (P800) og avsluttet poleringen med den fineste, med P1200 slipekorn. Resultatet av dette arbeidet vil være et skinnende blad, men uten speilglans.
Hvis du ønsker å bringe resultatet til en speillignende overflate, eller du ikke har slipesteiner, så kan du bruke sandpapir eller våtslipepapir til dette arbeidet.
Prosessen er kjent - bare gni bladet på en stein eller gni sandpapir på bladet. Vi gjør dette til overflaten blir jevn, deretter reduserer vi størrelsen på slipekornet. Når du arbeider med brynet, flytt fra den ene siden til den andre for ikke å la dem være våte i lang tid. Hvis du kan bruke en slipestein som kan behandles med olje, anbefaler jeg å bruke en for å unngå flekker på bladet. Dette stadiet vil ta ganske mye tid, men ikke mer enn dannelsen av bladprofilen.
Bore hull for nagler








For å feste putene på knivhåndtaket må du bore to hull for nagler i skaftet. Dette er viktig å gjøre før varmebehandling. Jeg anbefaler å gjøre en testmontering for å sikre at kantene på råputene strekker seg utover kantene på tangen. For at boret raskt skal skjære inn i metallet ved boring, må borestedet merkes med en senterstans. Velg deretter et bor med ønsket diameter og bor to hull i skaftet. Hvis du bruker et håndbor, vil risikoen for å knekke boret reduseres. For eksempel knakk jeg to ved hjelp av en elektrisk drill.I tillegg tar det litt lengre tid å bore med en håndboremaskin enn å jobbe med en elektrisk.
Å lage en smie












For å varmebehandle en kniv, må du varme metallet til den nødvendige temperaturen der den indre strukturen til metallet endres. Dette skjer ved ca. 750 C. Jeg har sett noen bruke en oksy-acetylen lommelykt, men jeg har ikke prøvd denne metoden selv.
Derfor, hvis du skal gjøre varmebehandlingen selv, trenger du en smie. Jeg tror de fleste heller vil lage sin egen enn å kjøpe en. Informasjon om hvordan du lager en smie finner du på Internett. For dette trenger du sand og gips. For å sjekke temperaturen kan du varme opp litt kjøkkensalt. Hvis det smelter, vil denne temperaturen være tilstrekkelig til å herde metallet. Men hvis du bruker en stålkvalitet som er mer kompleks med tanke på varmebehandling, kan du henvende deg til tredjepartsfirmaer for dette.
Varmebehandling av knivblad








Varmebehandling er prosessen som avslører de virkelige egenskapene til en kniv. Frem til dette punktet var metallet ganske mykt og "bøyelig" for behandling. Etter herding vil bladet være vanskeligere å jobbe med, så sjekk igjen om alt passer deg.
Varmebehandling har to trinn: først gjøres stålet hardere, deretter svekkes det litt. Den andre prosessen kalles ferie. Det vil tillate metallet å være mer motstandsdyktig mot slitasje (mindre sprøtt).
Temperaturen som stål må varmes opp til for herding avhenger av stålkvaliteten. Vanligvis er temperaturen som karbonstål må bringes til lavere enn for rustfritt stål.
Uansett hvilken smie du velger å bruke, er det på tide å starte prosessen. Det er best når flammen beveger seg mot utgangen i en spiral, slik at metallet varmes jevnere opp. På dette stadiet vil hansker ikke være overflødige, siden du vil være i nærheten av kilden til en så høy temperatur. Endre posisjonen til bladet med jevne mellomrom for å sikre at det varmes jevnt. Stålet vil begynne å endre farge. Når den blir knallrød, hold en magnet nær den. Hvis metallet er magnetisk, betyr det at bladet ikke er oppvarmet nok. Hvis ikke, så er temperaturen akkurat passe.
De fleste verktøystål bruker olje som kjølevæske. Brukt motorolje fungerer bra, men når du senker en varm kniv ned i den, vil det komme flammer ut av den. Hvis du ikke vil ha med petroleumsprodukter å gjøre, kan du bruke raps eller olivenolje. Men uansett hvilken metode du velger, vær forberedt og hold et brannslukningsapparat eller en boks med natron i nærheten. Forsøk aldri å slukke en oljebrann med vann. Mengden olje skal være tilstrekkelig til at metallet kan dyppes helt ned i det. Men når du lager en kjøkkenkniv, er det ikke nødvendig å herde skaftet. Beholderen må ikke være laget av brennbare materialer. Ingen plast eller tre. Jeg brukte et gammelt artillerigranat.
Når du legger bladet i oljen, flytt det frem og tilbake som om du skulle kutte noe. Ikke flytt den fra side til side, da dette kan føre til at bladet bøyer seg. Etter to minutter kan kniven fjernes. Vær forsiktig siden kniven er veldig skjør på dette stadiet og kan sprekke hvis den faller litt ned. Vask bladet i såpevann for å fjerne eventuell gjenværende olje.Det kan dannes svarte skjell på overflaten, dette er normalt. Etter å ha herdet bladet, prøv å file det lett; det skal gli og bare etterlate små riper. Hvis det skjærer inn i metallbrønnen, må du gjenta herdeprosessen igjen.
Nå er det på tide å slippe bladet. Denne prosessen reduserer hardheten, men forbedrer bladets fleksibilitet. Forholdet mellom hardhet og fleksibilitet kan justeres etter temperatur og herdingstid. De fleste stålprodusenter har metallvarmebehandlingsbord. Hardhetsnivået kan måles ved hjelp av Rockwell-skalaen. For en kjøkkenkniv bør denne indikatoren være på nivået 60-64 kgf.
Å herde bladet fra HVG-stål tok to timer.
Etter herding blir bladet til slutt polert. Alt gjøres ganske raskt, bare et veldig tynt topplag fjernes ved hjelp av en stein eller sandpapir.
Sliping kvalitets knivsliping










Se videoen:
Å skjerpe er en kunst som må læres hardt. Selv om visse systemer for denne prosessen allerede er utviklet. En måte er å sikre filen i en spesiell holder. Jeg anbefaler ikke å bruke slipeverktøy der slipevinkelen på skjæret ikke kan endres. Mest sannsynlig vil det ikke passe vårt alternativ.
Jeg slipte kniven på en veldig tradisjonell måte. Han flyttet bladet langs brynet uten å endre vinkelen på bladet. Dette er ikke så vanskelig som det kan virke fordi du velger slipevinkelen og du vet hvordan du holder bladet. Jo mindre vinkelen er, desto skarpere vil kniven være, og desto skjørere vil skjærekanten være. Når du hører en susende lyd under drift, snu bladet og arbeid på den andre siden. Bare denne gangen gjør mindre bevegelser.Fortsett å bytte side og redusere antall slag (til tre på hver side). Etter dette bytter vi til en stein med et mindre slipekorn. Jeg er ferdig med å slipe knivene mine på en P8000-kornstein.
Jeg vil anbefale å slipe kniven (i hvert fall delvis) før du limer på håndtaksputene. Små partikler som dannes som et resultat av arbeid med bryne kan spise seg inn i treoverlegg og endre farge.
Lage håndtaket, finpuss
































Avhengig av stilen på kniven du velger, kan det være lurt å skjule tangen i håndtaket, eller, mer vanlig, ha puter over den. Håndtaket på kniven min er laget etter den andre metoden, når treplatene slipes sammen med skaftet og festes med nagler.
Start med å kutte ved, gjerne løvtre. Det er best når treet har en grovere tekstur av vekstringer, og tykkelsen på ett overlegg er fra 5 til 10 mm. Avhengig av dimensjonene på kniven din, kan du endre tykkelsen. Når du har bestemt deg for dimensjonene, bruk en gjæringsboks for å kutte ut putene til samme tykkelse. I forhold til andre målinger er det ikke nødvendig med nøyaktighet på dette stadiet, det viktigste er at putene stikker utover skaftet.
Når trimmene er kuttet, retter du dem opp på skaftet og merker hvor du vil at naglene skal gå. Bor deretter ut disse hullene. Start med et bor så tykt som diameteren på naglehodet. Hullet må gjøres litt dypere enn høyden på hodet. Resten av hullet må lages med et bor med en diameter som er litt mindre enn tykkelsen på naglen. På denne måten vil putene festes sikrere.
Nå er det på tide å sette naglene inn i håndtaket og feste putene (som fortsatt ser mer ut som stenger) til skaftet.Bruk en skrustikke, trykk naglene inn i hverandre til de er i flukt med treet (dette vil ta kortere tid å slipe dem ned). Deretter klemmer du spikeren i en skrustikke med hodet vendt opp. Plasser håndtaket på kniven slik at naglen er på spikerhodet. På motsatt side, plasser et annet spikerhode ned på naglen på lignende måte. Slå den øverste spikeren, og driver derved naglene inn i håndtaket dypere inn i dybden av det bredere hullet.
Etter dette, bruk en stikksag for å sage av overflødige puter. Deretter, for mer presist arbeid, kan du gi treverket ønsket form ved hjelp av en skarp kniv. Bladet takler denne oppgaven ganske nøyaktig, så trenger du bare å gni alt med sandpapir.
Vanligvis gjør jeg baksiden av håndtaket tykkere, og de fremre delene av fôret går jevnt ned til bladet. Deretter kan du umiddelbart legge en klar lakk på håndtaket, eller pusse det med P220 sandpapir.
Når treet er glatt nok og håndtaket er behagelig å holde, kan du påføre en beis eller lakk, avhengig av hvilken tresort du bruker. Hvis du liker utseendet til trekorn, så påfør en lakk for å beskytte håndtaket mot fuktighet og spon. Når treet er glatt nok, kan du bruke de resterende trebitene til å eksperimentere med valg av beis. Etter flekkbelegget, påfør klar lakk.
Nå er kvalitetskjøkkenkniven din klar
Du har nettopp spart en betydelig sum penger og kan nå glede deg over å bruke en høykvalitetskniv som er laget av deg. Takk for din oppmerksomhet!
Originalartikkel på engelsk
Lignende mesterklasser






Spesielt interessant






Kommentarer (2)
