Hvordan gjøre et tidsgir til en fullverdig vedkutter
Alt bidrar til en slik metamorfose: metall, størrelsesforhold, tilstedeværelsen av rette eller skrå tenner, etc. Med et ord kan et tidsgir fra en personbil tjene som et ideelt emne for å lage en endefres for tre.

I tillegg til det nevnte giret, trenger vi et lite stykke stålrør og en boltforbindelse i forhold til den tverrgående størrelsen på monteringshullet for timinggiret.
I vårt arbeid må vi bruke følgende verktøy og utstyr:
For å eliminere utløp av giret når vi behandler på en dreiebenk, klemmer vi et metallrør i chucken og sliper enden til diameteren til tannhjulets monteringshull.

Vi installerer den på den snudde enden av røret, trykker den med halestokken og behandler enden av arbeidsstykket.
La oss fortsette til den viktigste operasjonen - å kutte tenner på utstyret. For å gjøre dette må den festes sikkert i en skrustikke, noe som ikke er lett å gjøre uten en spesiell holder.
Det er ikke vanskelig å lage. Vi setter inn en bolt med passende diameter og lengde i monteringshullet til giret, på den andre siden av arbeidsstykket setter vi en skive på bolten, deretter en bøssing, og stram den resulterende enheten med en mutter ved hjelp av en justerbar skiftenøkkel.
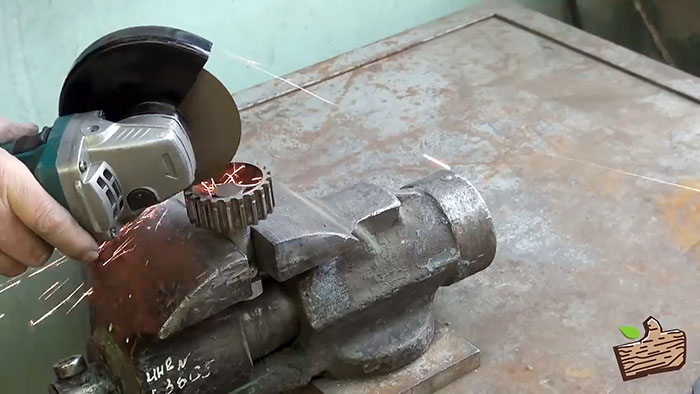
Nå er det mulig å feste tannhjulemnet sikkert til holderen i en skrustikke og bruke en kvern for å kutte spor med samme dybde langs alle hulrommene i tannhjulet. De vil bestemme høyden på tennene og slipevinkelen til den fremtidige kutteren.

Etter å ha kuttet sporene i arbeidsstykket, demonterer vi holderen, fjerner mutteren og bøssingen. Vi klemmer boltstangen i en skrustikke slik at giret er på siden og kan roteres med en skiftenøkkel rundt bolten plassert horisontalt.

Etter å ha satt den beregnede slipevinkelen, ved hjelp av en kvern kutter vi skjæretennene til den fremtidige kutteren på endeoverflaten av giret.

Etter å ha lagt utstyret med bolten flatt på en skrustikke, fjerner vi gratene og gir tennene sin endelige form, først med en fil med et grovt hakk, og deretter med en fin.

Vi monterer holderen helt på arbeidsstykket og bruker en gass-acetylen-sveisekutter for å varme den opp til den begynner å bli rød, og senker den deretter kraftig ned i en beholder med vann.


Vi sjekker hardheten på herdingen og merker at metallet ikke er herdet nok, siden det kan bearbeides med en finkuttet fil.
Vi varmer opp arbeidsstykket igjen, men ved høyere temperatur, og bringer metallet til en knallrød glød, hvoretter vi senker den nesten ferdige kutteren i en beholder med vann for bråkjøling.
Vi sliper en mindre fra bøssingen for holderen for å kompensere for diameteren på monteringshullet til kutteren vår, 16 mm, og diameteren på spindelen til vinkelsliperen, 14 mm.

Vi fjerner skjæreskiven fra vinkelsliperspindelen, installerer adapterhylsen og på den en hjemmelaget kutter laget av tidsgiret, og fester alt med en klemmutter.


Vi presser et brett sikkert til arbeidsbenkbordet ved hjelp av en klemme, slår på kvernen og kontrollerer den på tomgang uten belastning. Verktøyet fungerer jevnt og ingen vibrasjoner kjennes.
Vi øker hastigheten og begynner å frese overflaten av brettet. Vi kjenner umiddelbart en merkbar belastning på hendene, noe som tyder på at mye treverk fjernes. For enkelhets skyld og arbeidssikkerhet skruer vi sidehåndtaket inn i vinkelsliperkroppen.

Hvis arbeidet som skal gjøres er delikat, bør slipevinkelen på tennene til en hjemmelaget kutter gjøres mindre; for å øke produktiviteten, tvert imot, bør den gjøres større.
Vil trenge
I tillegg til det nevnte giret, trenger vi et lite stykke stålrør og en boltforbindelse i forhold til den tverrgående størrelsen på monteringshullet for timinggiret.
I vårt arbeid må vi bruke følgende verktøy og utstyr:
- dreiebenk og kvern;
- skyvelære;
- metallfiler med grove og fine kutt;
- benk skrustikke og klemme;
- justerbar skiftenøkkel og hammer;
- gass-acetylen sveising;
- beholder med vann.
Prosedyren for å lage en vedkutter fra et tidsgir
For å eliminere utløp av giret når vi behandler på en dreiebenk, klemmer vi et metallrør i chucken og sliper enden til diameteren til tannhjulets monteringshull.
Vi installerer den på den snudde enden av røret, trykker den med halestokken og behandler enden av arbeidsstykket.
La oss fortsette til den viktigste operasjonen - å kutte tenner på utstyret. For å gjøre dette må den festes sikkert i en skrustikke, noe som ikke er lett å gjøre uten en spesiell holder.
Det er ikke vanskelig å lage. Vi setter inn en bolt med passende diameter og lengde i monteringshullet til giret, på den andre siden av arbeidsstykket setter vi en skive på bolten, deretter en bøssing, og stram den resulterende enheten med en mutter ved hjelp av en justerbar skiftenøkkel.
Nå er det mulig å feste tannhjulemnet sikkert til holderen i en skrustikke og bruke en kvern for å kutte spor med samme dybde langs alle hulrommene i tannhjulet. De vil bestemme høyden på tennene og slipevinkelen til den fremtidige kutteren.
Etter å ha kuttet sporene i arbeidsstykket, demonterer vi holderen, fjerner mutteren og bøssingen. Vi klemmer boltstangen i en skrustikke slik at giret er på siden og kan roteres med en skiftenøkkel rundt bolten plassert horisontalt.
Etter å ha satt den beregnede slipevinkelen, ved hjelp av en kvern kutter vi skjæretennene til den fremtidige kutteren på endeoverflaten av giret.
Etter å ha lagt utstyret med bolten flatt på en skrustikke, fjerner vi gratene og gir tennene sin endelige form, først med en fil med et grovt hakk, og deretter med en fin.
Vi monterer holderen helt på arbeidsstykket og bruker en gass-acetylen-sveisekutter for å varme den opp til den begynner å bli rød, og senker den deretter kraftig ned i en beholder med vann.
Vi sjekker hardheten på herdingen og merker at metallet ikke er herdet nok, siden det kan bearbeides med en finkuttet fil.
Vi varmer opp arbeidsstykket igjen, men ved høyere temperatur, og bringer metallet til en knallrød glød, hvoretter vi senker den nesten ferdige kutteren i en beholder med vann for bråkjøling.
Vi sliper en mindre fra bøssingen for holderen for å kompensere for diameteren på monteringshullet til kutteren vår, 16 mm, og diameteren på spindelen til vinkelsliperen, 14 mm.
Tester en hjemmelaget vedkutter
Vi fjerner skjæreskiven fra vinkelsliperspindelen, installerer adapterhylsen og på den en hjemmelaget kutter laget av tidsgiret, og fester alt med en klemmutter.
Vi presser et brett sikkert til arbeidsbenkbordet ved hjelp av en klemme, slår på kvernen og kontrollerer den på tomgang uten belastning. Verktøyet fungerer jevnt og ingen vibrasjoner kjennes.
Vi øker hastigheten og begynner å frese overflaten av brettet. Vi kjenner umiddelbart en merkbar belastning på hendene, noe som tyder på at mye treverk fjernes. For enkelhets skyld og arbeidssikkerhet skruer vi sidehåndtaket inn i vinkelsliperkroppen.
Hvis arbeidet som skal gjøres er delikat, bør slipevinkelen på tennene til en hjemmelaget kutter gjøres mindre; for å øke produktiviteten, tvert imot, bør den gjøres større.
Se videoen
Lignende mesterklasser

Hvordan reparere en ødelagt tannhjul

Hvordan gjøre en drill til en overfres ved hjelp av enkelt utstyr

Vedkutter for gjennomgående og blinde hull laget av bolter

Fullfør demontering av børstekuttergirkassen for å fjerne slitasjeprodukter

Gjenoppretting av plastgirtenner ved rifling

Ballerinakutter justerbar for tre
Spesielt interessant






Kommentarer (6)
