Hvordan reparere en ødelagt tannhjul

I mekanismer fra tidligere produksjonsår (maskinverktøy, girkasser, drev) ble gir og gir ofte laget av grått støpejern, som ved lav og middels belastning ikke var dårligere enn sine stålkolleger, og jernstøpeprosessen var enklere og billigere enn stål.
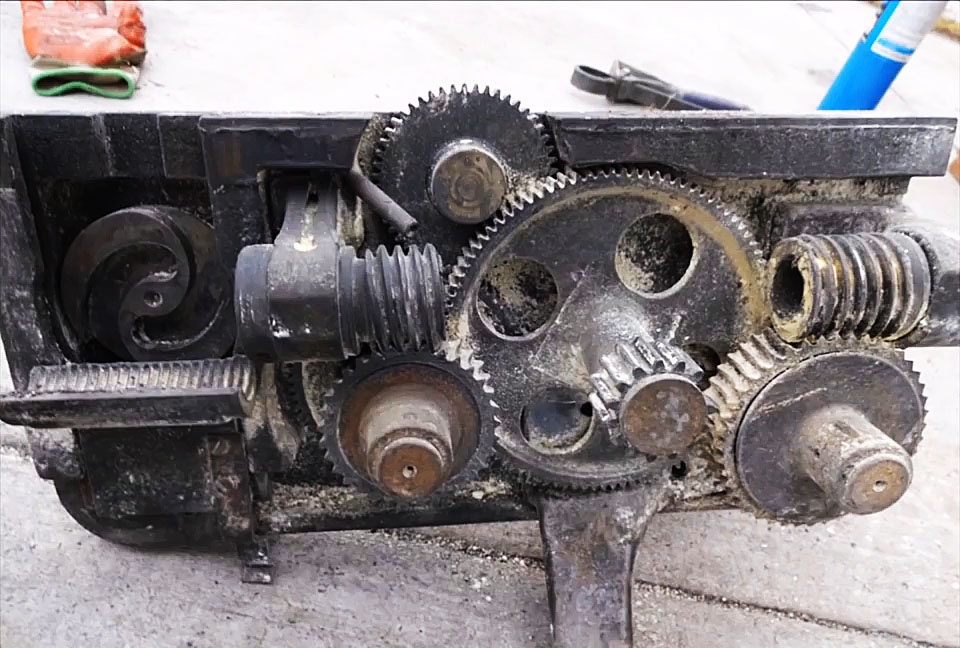
Men støpejern er skjørt, og i tannhjul og tannhjul, med en kraftig endring i belastningen eller økningen, brøt tennene, og hele mekanismen sviktet. Selvfølgelig ville det være bedre å erstatte et gir eller gir med en manglende tann med et nytt produkt, noe som ikke alltid er mulig. Da gjenstår det bare å prøve å gjenopprette tannen på en annen måte.

Et av alternativene er forbundet med mekanisk forberedelse av stedet for den ødelagte tannen, overflatebehandling av et materiale som er egnet med hensyn til styrke og andre egenskaper, og bearbeiding av overflaten til en ny tann med nøyaktig geometri er oppnådd.
Nødvendig utstyr, enheter og materialer
Til arbeid trenger vi:
- kvern og minibor (bor);
- oksy-acetylen sveisebrenner;
- midd;
- visp (målehode);
- dreiebenk;
- sandpapir;
- en aksel med en mutter og et rørformet stopp for gir- og pinjongenheten;
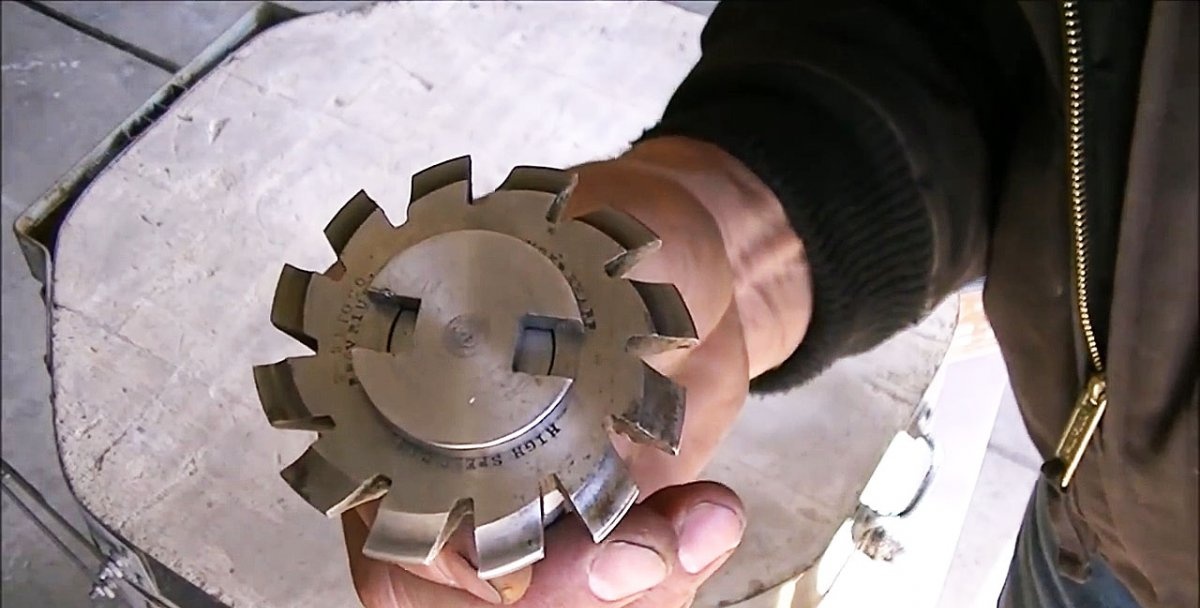
- kutter for å danne profilen til hulrommet mellom tennene;
- kutterakse med nøkkelferdig grep;
- fresemaskin med delehode;
- måleinstrument (skyvelære, mikrometer), etc.
For å fylle gapet mellom to tilstøtende intakte tenner i forhold til en brukket tann, trenger vi:
- silisiumholdig (silikon) bronsestang;
- fluss (hoveddel: boraks med en liten blanding av magnesium);
- glassfiber sveising teppe;
- filler, tøyservietter osv.
Prosessen med å gjenopprette en ødelagt tann
Den består av tre stadier:
- Forberede stedet og fylle (tette) gapet mellom to tilstøtende intakte tenner i forhold til den manglende.
- Produksjon av en holder for en girkutter og en akse for å sikre gir og gir på maskinen under bearbeiding.
- Dann en tannprofil ved å fjerne det avsatte materialet med en spesiell kutter fra begge sider.
Klargjøring av loddeområdet

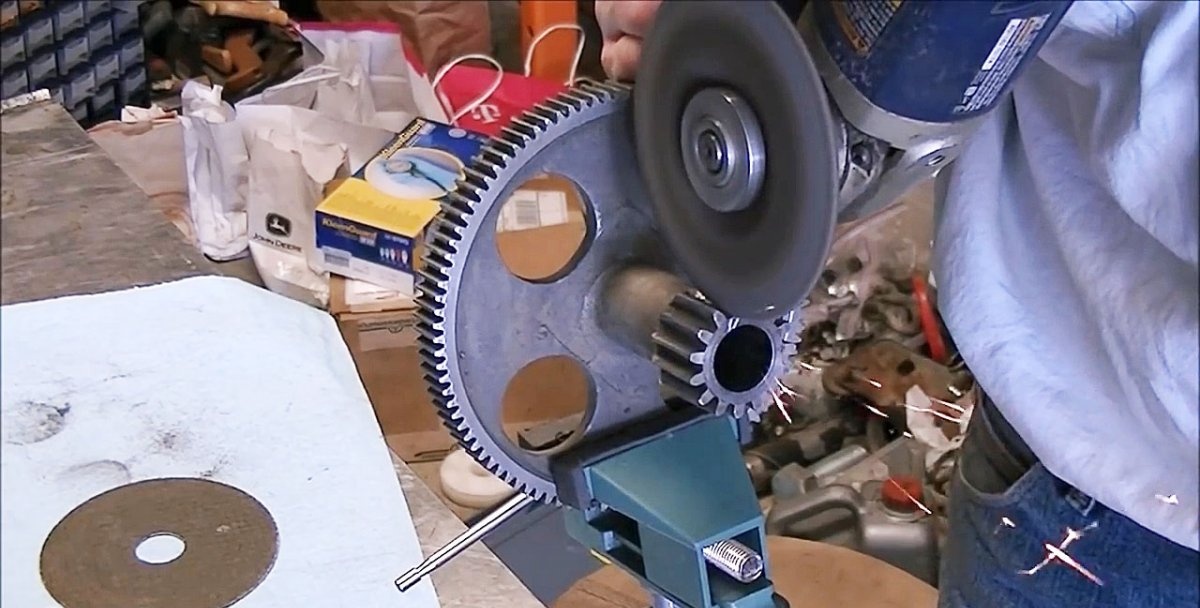
Siden grått støpejern er vanskelig å maskinbearbeide, er det nesten umulig å gjøre dette med en minibor. Det er bedre og raskere å slipe en knust tann ved hjelp av en kvern.
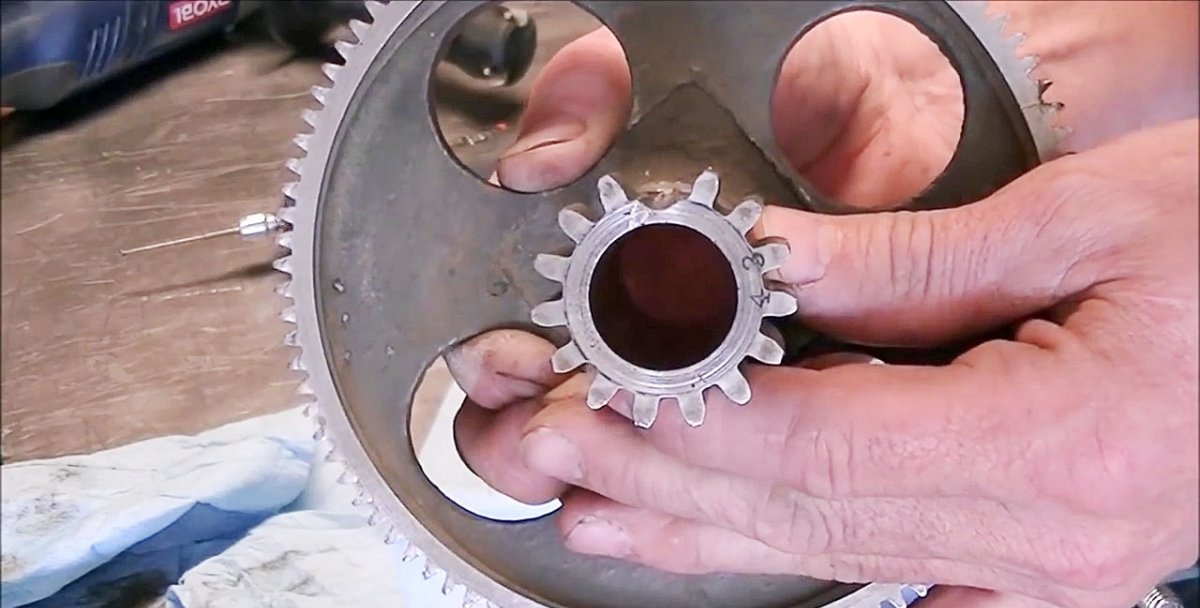
På slutten kan du bruke en drill for å gjøre basen ru. Dette vil sikre en sterkere forbindelse mellom det sveisede materialet og støpejernet.


Termisk loddeprosess
Det begynner med grundig og jevn oppvarming, ved hjelp av en gass-acetylenbrenner, av både loddeområdet og de tilstøtende delene av giret. Ellers øker sannsynligheten for at det dannes sprekker i støpejernsdelen.
Deretter varmes loddeområdet og den litt silisiumholdige (silikon) bronsestangen opp rødglødende, som etter oppvarming senkes ned i en beholder med fluss, hovedsakelig bestående av boraks med tilsetning av en liten mengde magnesium.
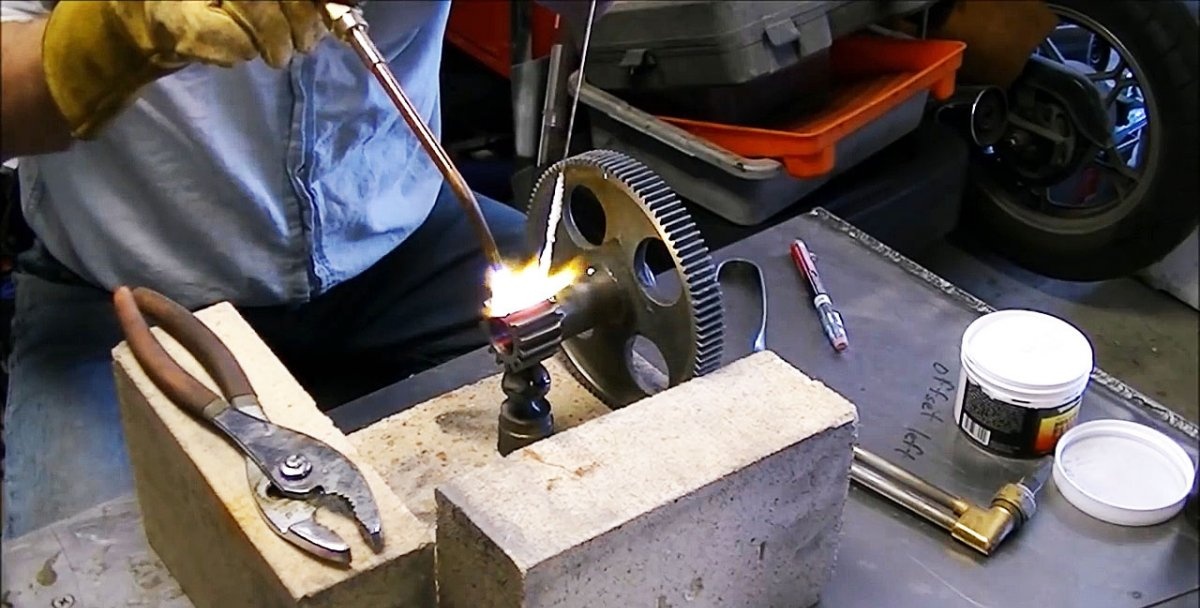
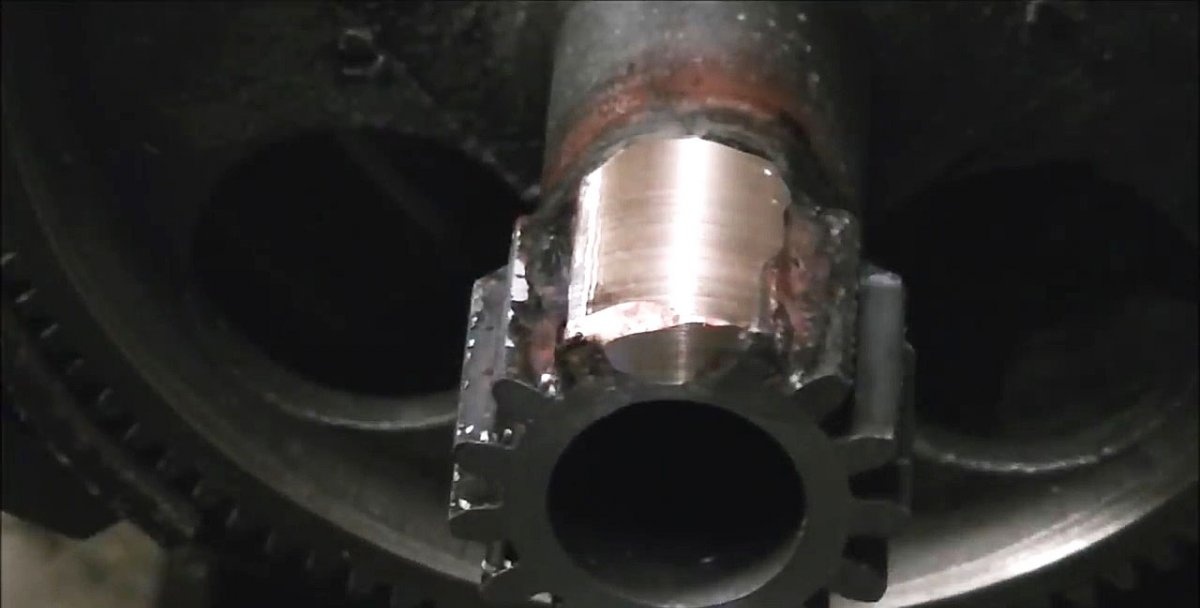
Deretter plasseres en silikonbronsestav belagt med flussmiddel over hulrommet og smeltes ved bruk av flammen til en acetylenfakkel. Denne operasjonen fortsetter til silisiumbronseloddet fyller hele volumet av hulrommet mellom tilstøtende intakte tenner.
På slutten av dette stadiet, slik at loddingen ikke sprekker på grunn av rask avkjøling, dekker vi delen som gjenopprettes med et sveiseteppe av glassfiber og lar det stå til det avkjøles sakte i nødvendig tid.

Maskineringsprosess for loddet girende
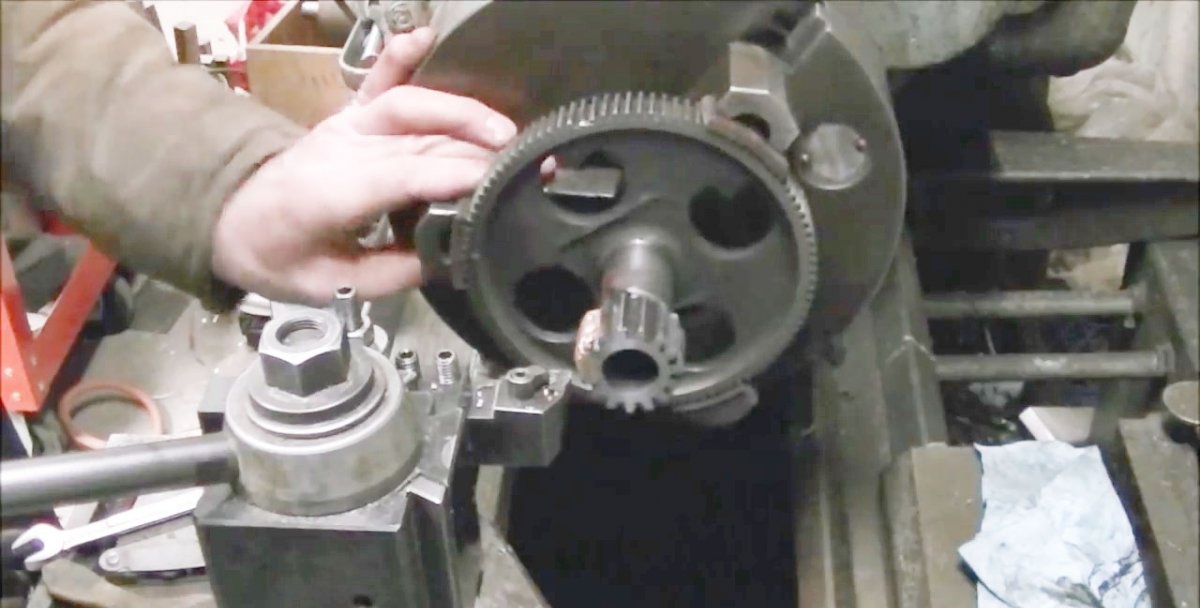
Vi klemmer tannhjulet inn i chucken på dreiebenken, og ved hjelp av et målehode setter vi blokken med minimum tillatt utløp, banker giret på den ene eller den andre siden med en hammer, om nødvendig.
Deretter, ved hjelp av kuttere, fjerner vi loddeperlene som stikker utover endene av giret. På slutten av dreiningen sliper vi bearbeidingsområdene med sandpapir.


Klargjøring av blokken og kutteren for arbeid

Vi plasserer giret og girblokken på en dreiebenk på en forhåndsforberedt aksel ved å stramme mutteren og det sylindriske stoppet.

For å lage en holder for en kutter tar vi en stålstang av en viss lengde og en diameter litt større enn monteringshullet i verktøyet. Vi klemmer den i dreiebenkchucken og borer først et lite hull fra den ene enden med en sentreringsbor, som vi deretter utvider med en spiralbor til ønsket størrelse.
Deretter fester vi kranen i bakstokken på maskinen og setter den inn i hullet på enden av stangen.Vi flytter hodestokken tilbake og kutter tråden manuelt, og roterer kranen med en sveiv. Vi skru en hjemmelaget bolt med et flatt sylindrisk hode og to symmetrisk plasserte rektangulære utskjæringer i forhold til midten av stangen inn i den resulterende gjengen for å gripe med en spesiell nøkkel.

Deretter avslutter vi stangen på den andre siden og sliper den til ønsket lengde for å matche diameteren på fresemaskinspindelen. Vi utfører dreiing med periodisk kontroll av diameteren for ikke å løsne størrelsen. På slutten sliper vi snuplassen med et sandpapirtape og tørker av det med en klut.
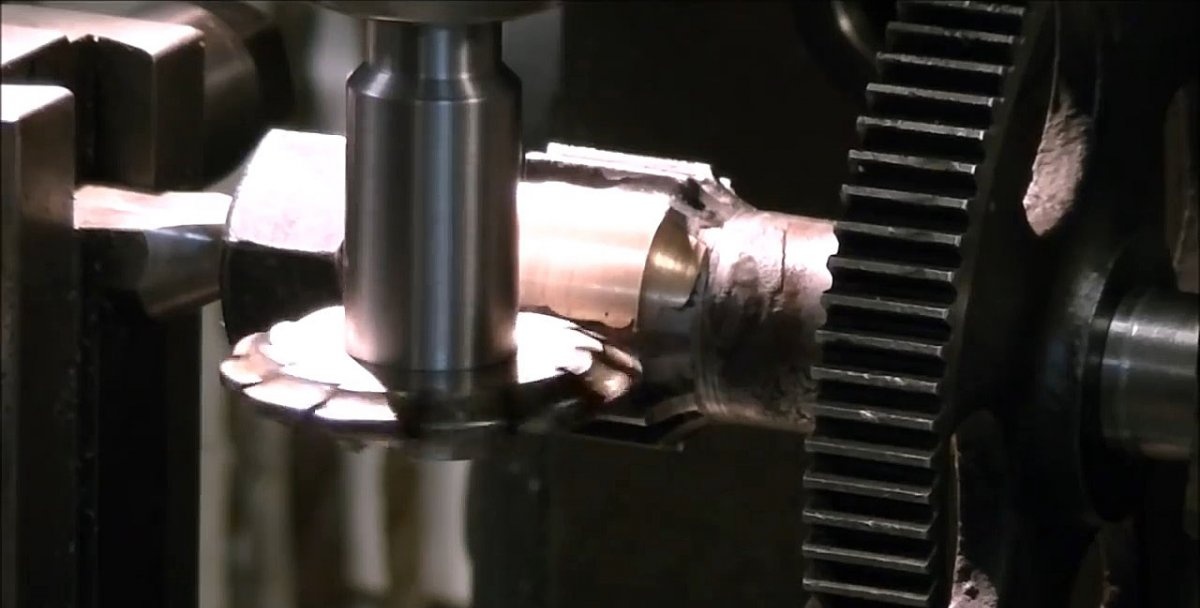
Tannprofildannelse
Vi fester kutterholderen i spindelen til fresemaskinen og sliper stangen til størrelsen på hullet i kutteren, og måler med jevne mellomrom diameteren med et mikrometer. På slutten sliper vi sporet med sandpapir og tørker det med en fille.
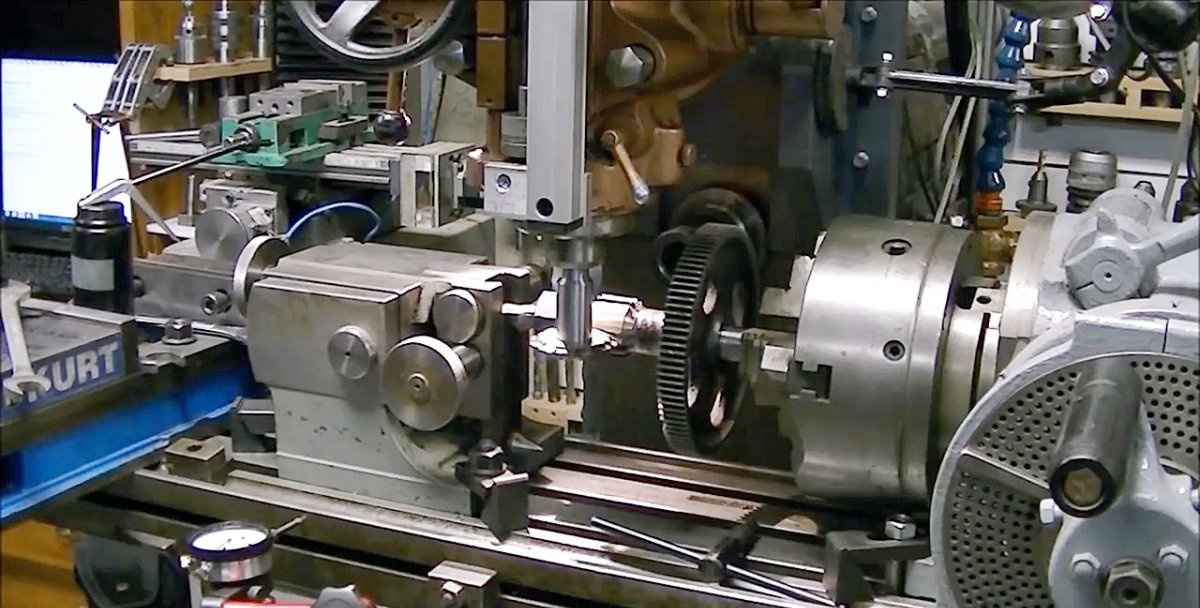
Vi setter kutteren på holderen og fester den på enden med en festebolt, først for hånd, og på slutten med en spesiell nøkkel med en sveiv. Vi installerer delehodet og bakstokken på arbeidsbordet til fresemaskinen. Ved å klemme en perfekt rett stålstang mellom dem, justerer vi disse enhetene for å sikre maksimal koaksialitet i vertikale og horisontale plan. For å gjøre dette bruker vi målehoder og justerer halestokkens posisjon i forhold til delehodet. Etter oppretting er disse enhetene sikkert festet til fresemaskinbordet.
Den viktigste operasjonen er den nøyaktige justeringen av kutteren i forhold til giret som gjenopprettes. For å gjøre dette bruker vi en skyvelære, et mikrometer og en metalllinjal.
Vi deler egenskapene til hodet med antall tenner og får antall omdreininger på håndtaket per 1 tann. Vanligvis er resultatet et brøktall. Denne verdien finnes så på divisorsirkelen.
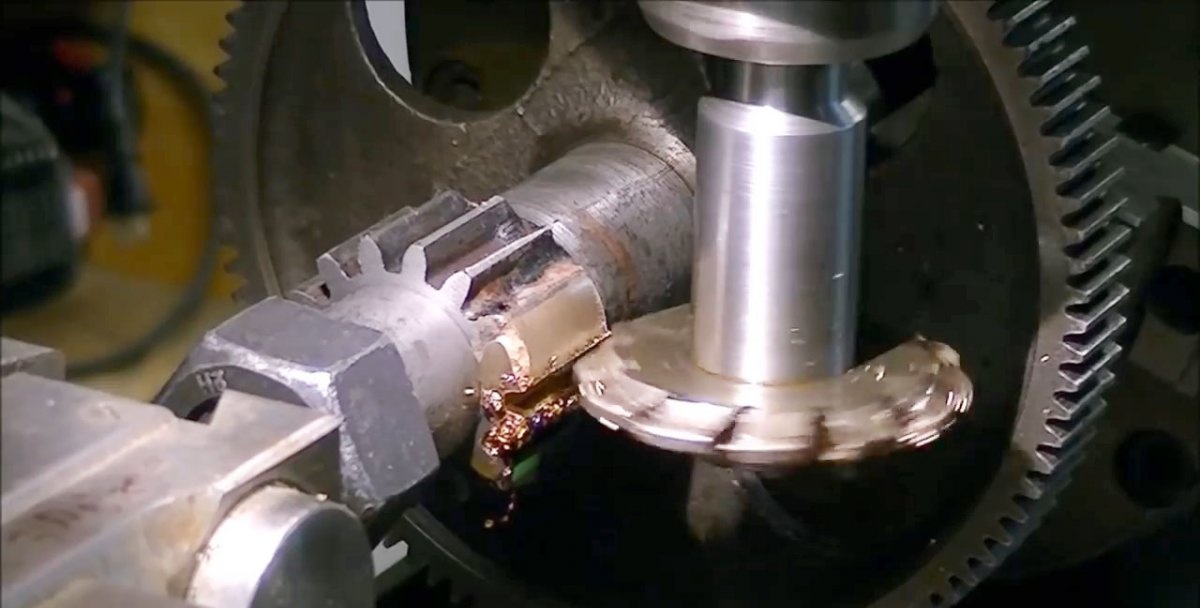
Nå kan du slå på fresemaskinspindelen og begynne å forme et av hulrommene i tannen som gjenopprettes. Det er bedre å gjøre dette i 2-3 omganger for ikke å skade overflaten. Når du danner en tann, er det nødvendig å fjerne partikler av kuttet materiale fra kutteren og smøre verktøyet. Deretter flytter vi kutteren bort og dreier giret nøyaktig ett trinn med delehodet og gjentar forrige operasjon igjen.


En note
Hvorfor bruke silisiumbronse for å danne en tann på et støpejernsgir? Er det ikke tryggere å sveise hulrommet mellom tennene med en støpejernselektrode og deretter behandle det med en girkutter?
Hvis du gjør dette, på grunn av den høye temperaturen "bleker" støpejernet og skaper områder som er praktisk talt umulige å bearbeide. Silikonbronse ligner i styrke på grått støpejern, og enda høyere i strekkfasthet. Samtidig er behandlingen, som vi har sett, ikke i det hele tatt vanskelig.
Se videoen
Lignende mesterklasser

Hvordan gjenopprette et utbrent bor ved å konvertere det fra 220 V til 12 V

Hvordan gjenopprette et plastutstyr

Hvordan gjøre et tidsgir til en fullverdig vedkutter

Fullfør demontering av børstekuttergirkassen for å fjerne slitasjeprodukter

Gjenoppretting av plastgirtenner ved rifling

Hvordan kutte og slipe nye tenner på en gammel sag
Spesielt interessant






Kommentarer (16)
