Lett, billig gjør-det-selv skrustikke
Når du utfører rørlegger- og snekkerarbeid, kan du ikke klare deg uten skrustikke. Dette er ganske dyrt utstyr, hvis kjøp er upraktisk for et lite hjemmeverksted. For ikke å bruke penger på en fabrikkskruestikk, kan du lage dem selv. Selvfølgelig kan et hjemmelaget produkt ikke sammenlignes med en ekte skrue når det gjelder pålitelighet, men det gjør jobben sin, og viktigst av alt, kjøp av materialer for produksjon vil koste minst 10 ganger mindre.

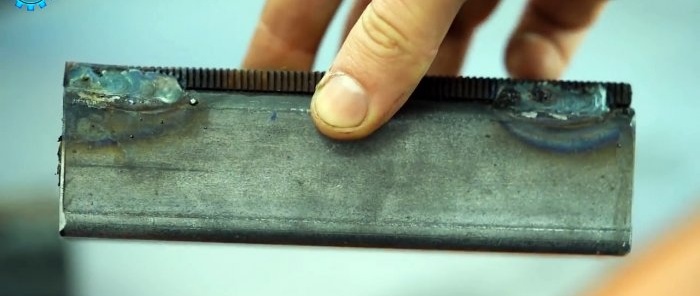
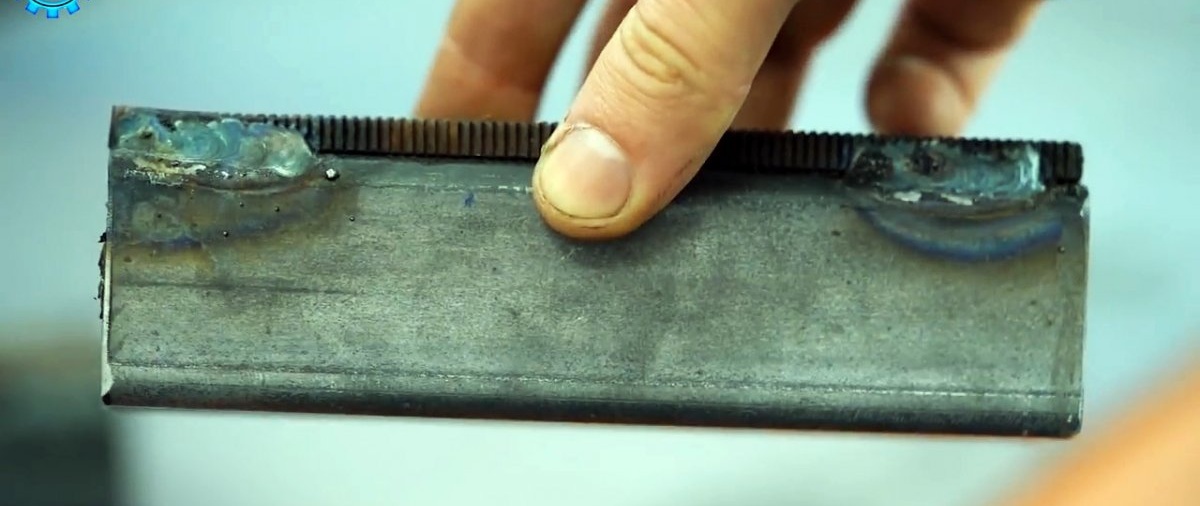
For å lage klemkjevene brukes 2 stykker av en flat fil.

De er sveiset på biter av profilrør av samme lengde.
Maskinsålen i form av et rektangel er kuttet av stålplate. Dens bredde skal tilsvare lengden på kjevene. Lengden på sålen tas 10-15 cm mer enn ønsket bredde på klemmen.

En av kjevene plasseres langs kanten av sålen og sveises til den. Deretter lages et langsgående kutt 11 mm bredt i midten av basen.Den skal starte fra den sveisede svampen og slutte 10-15 cm fra motsatt kant.

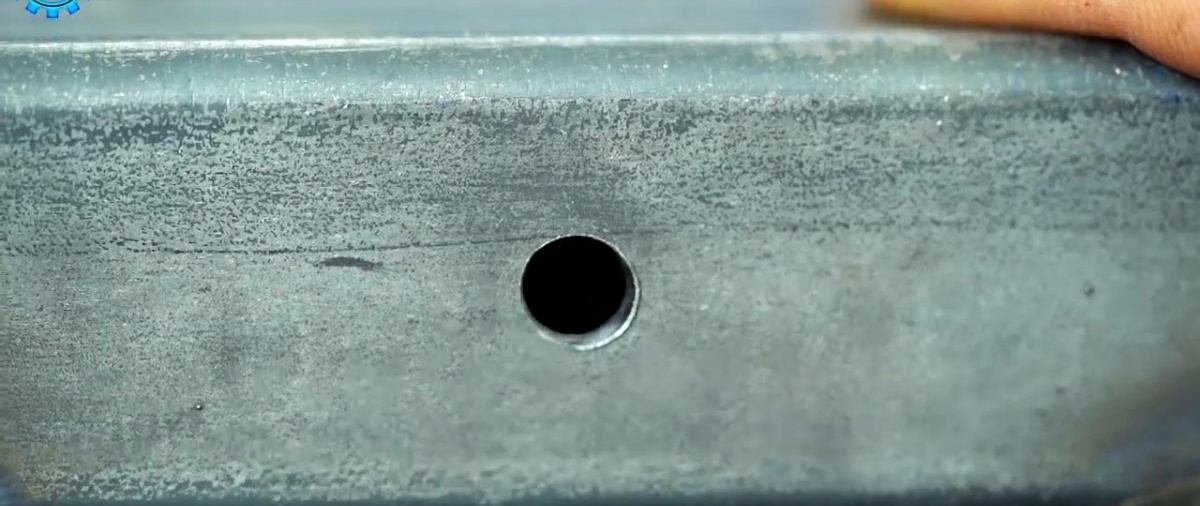
På undersiden av den andre ubrukte kjeven bores et hull i midten, men bare gjennom den ene veggen. Deretter settes en bolt med skive inn i sporet fra under sålen på maskinen, og den settes inn i hullet i kjeven. Etter dette må du komme inn på denne bolten fra innsiden av profilrøret med en skive og mutter. Den må vris litt slik at svampen glir frem og tilbake over sålen.


På kanten av basen motsatt av den faste kjeven, er en langstrakt mutter sveiset motsatt sporet. Du må bruke et stativ under det for å heve midten med halvparten av profilrørets bredde. En lang pinne er skrudd inn i mutteren.



På motsatt side av tappen, i midten av glidekjeven, bores et hull med et 10,5-12 mm bor. En pinne settes inn i den, og 2 muttere skrus på den fra innsiden av røret slik at den ikke kommer ut igjen.
Kjevene til skrustikken komprimeres, hvoretter den overskytende lengden på pinnen kuttes av. En M10-mutter skrus på enden og sveises. Deretter sveises M12-mutrene, men til slutt. Den gjenværende delen av pinnen settes inn i den. M10 muttere er skrudd på endene. Resultatet er en knott.

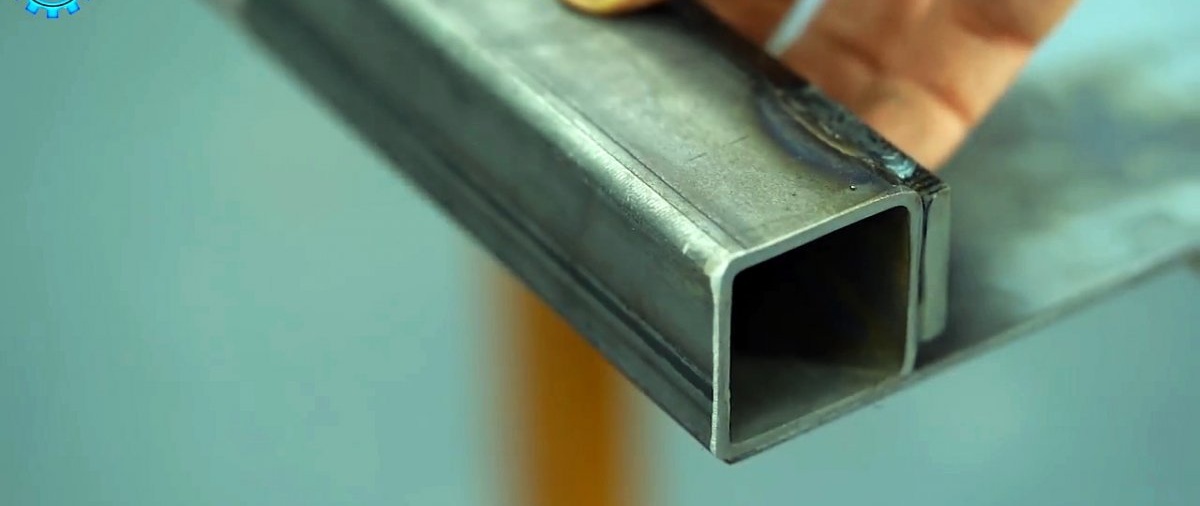
For å gi strukturen stivhet, må en del av profilrøret sveises til basen ved langkantene. Dette vil også tillate den andre kjeveskyveren å gli uten å bli fanget av festeanordningen under. Etter dette skrus verktøyet fast til arbeidsbordet.

Den resulterende skrustikken er ikke designet for å motstå slag med slegge på arbeidsstykker som er klemt i dem, men de vil takle å holde deler under sliping, saging, høvling, etc. Over tid, hvis de er overbelastet, kan de metriske gjengene på en bolt eller forlenget mutter bryte av, men disse delene endres raskt.Dette verktøyet er virkelig i stand til å hjelpe når det utføres mest snekker- og rørleggerarbeid, så produksjonen er fornuftig.


Materialer:
- stor flat fil;
- profilrør 40x40 mm eller mer;
- stålplate 4-10 mm;
- bolt M10;
- skive M10 – 2 stk.;
- mutter M10 – 7 stk.;
- utvidet mutter M10;
- M10 pinne;
- mutter M12.
Å lage en skrustikke
For å lage klemkjevene brukes 2 stykker av en flat fil.

De er sveiset på biter av profilrør av samme lengde.
Maskinsålen i form av et rektangel er kuttet av stålplate. Dens bredde skal tilsvare lengden på kjevene. Lengden på sålen tas 10-15 cm mer enn ønsket bredde på klemmen.
En av kjevene plasseres langs kanten av sålen og sveises til den. Deretter lages et langsgående kutt 11 mm bredt i midten av basen.Den skal starte fra den sveisede svampen og slutte 10-15 cm fra motsatt kant.

På undersiden av den andre ubrukte kjeven bores et hull i midten, men bare gjennom den ene veggen. Deretter settes en bolt med skive inn i sporet fra under sålen på maskinen, og den settes inn i hullet i kjeven. Etter dette må du komme inn på denne bolten fra innsiden av profilrøret med en skive og mutter. Den må vris litt slik at svampen glir frem og tilbake over sålen.

På kanten av basen motsatt av den faste kjeven, er en langstrakt mutter sveiset motsatt sporet. Du må bruke et stativ under det for å heve midten med halvparten av profilrørets bredde. En lang pinne er skrudd inn i mutteren.



På motsatt side av tappen, i midten av glidekjeven, bores et hull med et 10,5-12 mm bor. En pinne settes inn i den, og 2 muttere skrus på den fra innsiden av røret slik at den ikke kommer ut igjen.
Kjevene til skrustikken komprimeres, hvoretter den overskytende lengden på pinnen kuttes av. En M10-mutter skrus på enden og sveises. Deretter sveises M12-mutrene, men til slutt. Den gjenværende delen av pinnen settes inn i den. M10 muttere er skrudd på endene. Resultatet er en knott.

For å gi strukturen stivhet, må en del av profilrøret sveises til basen ved langkantene. Dette vil også tillate den andre kjeveskyveren å gli uten å bli fanget av festeanordningen under. Etter dette skrus verktøyet fast til arbeidsbordet.

Den resulterende skrustikken er ikke designet for å motstå slag med slegge på arbeidsstykker som er klemt i dem, men de vil takle å holde deler under sliping, saging, høvling, etc. Over tid, hvis de er overbelastet, kan de metriske gjengene på en bolt eller forlenget mutter bryte av, men disse delene endres raskt.Dette verktøyet er virkelig i stand til å hjelpe når det utføres mest snekker- og rørleggerarbeid, så produksjonen er fornuftig.

Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (2)
