Rask metallsaks drevet av en elektrisk drill
Å kutte stålplater med en kvern er ledsaget av mye gnister, røyk og støy, så en vinkelsliper er ikke det beste valget for dette formålet. For arbeid i stor skala er det bedre å lage metallsaks drevet av en drill. De kutter stål uten å brenne eller brenne, og de gjør det raskere.


Det er nødvendig å slå en eksentrisk for saksen på en dreiebenk fra rundt tømmer. Den gir et sete for lagre og et tynt skaft for fiksering i borechucken. Lengden på hele arbeidsstykket skal være 12-14 mm.

2 lagre er installert på eksentrikken. De er spredt langs kantene av borediameteren og festet ved sveising. Deretter plasseres eksentrikken med lagre i rørseksjonen. Før dette lages det hull i røret motsatt plasseringen av lagrene. De øvre rasene er sveiset gjennom dem.



En spak for eksentrikken er kuttet av stålplate.

En kniv med et skråblad festes til den. Kniven senkes på den ene siden.

En bøssing med samme diameter som hullet i spaken er sveiset på baksiden av kniven.


Kniven og spaken er forbundet med en finger, hvis ende er sveiset.

Deretter lages en guide for kniven. For å gjøre dette sveises en stripe til røret der eksentrikken med lagre er plassert. Flagg laget av tynnere stålplate er sveiset til den på begge sider, mellom hvilke kniven vil gli.




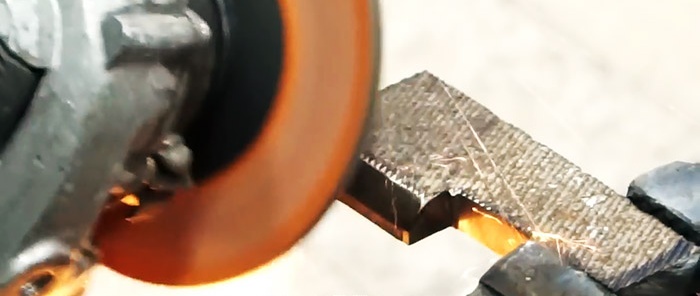
Etter å ha kontrollert og justert de laget mekanismene, må du herde kniven. Den varmes rødglødende og avkjøles i olje. Etter dette installeres kniven på plass, og gapet på baksiden av styreflaggene sveises med en innsats.




Neste trinn er å kutte ut den nederste kniven. Den kan lages av en flat fil eller annet passende stål. Kniven er sveiset til en strimmel plassert vinkelrett på den. Deretter justeres stripen i forhold til den øvre kniven og sveises til føringen med flagg.





For å feste adapteren må du ta et stykke rør med en innvendig diameter som tilsvarer størrelsen på borekroppen på stedet der standardhåndtaket er installert. Et hull er laget i røret, en mutter er sveiset rundt det, og en bolt er skrudd inn i det. Som et resultat av å stramme det, vil røret holdes sikkert på boret. Etter dette klemmes adapterskaftet inn i chucken. Deretter sveises kroppen til saksen og røret på boret sammen. Til dette brukes 2 brettede strimler.




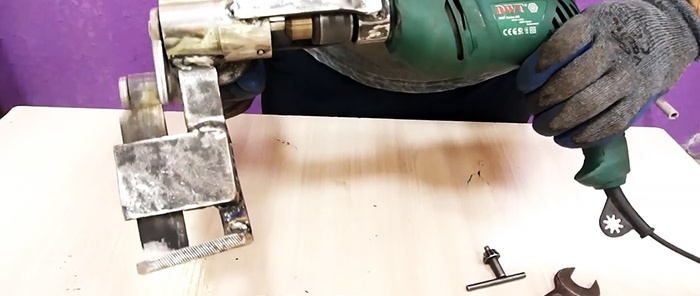
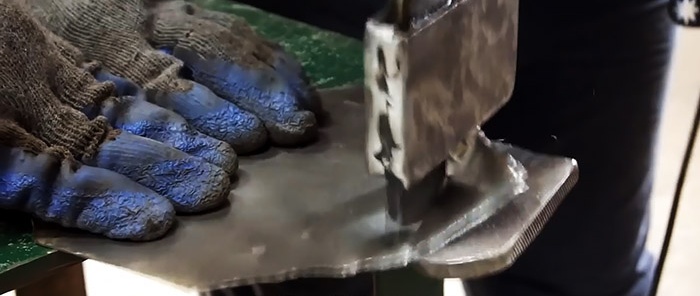
En mutter er sveiset til høyre side av sakskroppen, og håndtaket fra kvernen er skrudd inn i den. Dens tilstedeværelse øker brukervennligheten til verktøyet. Før du bruker saksen for første gang, må du smøre gnidedelene.Det resulterende verktøyet, når det er riktig slipt, kutter 1,5 mm stålplater som smør, samtidig som det har kraftreserver for mer komplekse materialer.

Grunnleggende materialer:
- rundt tømmer 40 mm;
- lagre 2 stk.;
- stålrør med en indre diameter for lagre;
- stålplate 2, 5, 10 mm;
- håndtak fra en vinkelsliper;
- M8 bolt;
- M8 nøtter – 2 stk.
Dysemontering
Det er nødvendig å slå en eksentrisk for saksen på en dreiebenk fra rundt tømmer. Den gir et sete for lagre og et tynt skaft for fiksering i borechucken. Lengden på hele arbeidsstykket skal være 12-14 mm.
2 lagre er installert på eksentrikken. De er spredt langs kantene av borediameteren og festet ved sveising. Deretter plasseres eksentrikken med lagre i rørseksjonen. Før dette lages det hull i røret motsatt plasseringen av lagrene. De øvre rasene er sveiset gjennom dem.
En spak for eksentrikken er kuttet av stålplate.
En kniv med et skråblad festes til den. Kniven senkes på den ene siden.
En bøssing med samme diameter som hullet i spaken er sveiset på baksiden av kniven.
Kniven og spaken er forbundet med en finger, hvis ende er sveiset.
Deretter lages en guide for kniven. For å gjøre dette sveises en stripe til røret der eksentrikken med lagre er plassert. Flagg laget av tynnere stålplate er sveiset til den på begge sider, mellom hvilke kniven vil gli.
Etter å ha kontrollert og justert de laget mekanismene, må du herde kniven. Den varmes rødglødende og avkjøles i olje. Etter dette installeres kniven på plass, og gapet på baksiden av styreflaggene sveises med en innsats.
Neste trinn er å kutte ut den nederste kniven. Den kan lages av en flat fil eller annet passende stål. Kniven er sveiset til en strimmel plassert vinkelrett på den. Deretter justeres stripen i forhold til den øvre kniven og sveises til føringen med flagg.
For å feste adapteren må du ta et stykke rør med en innvendig diameter som tilsvarer størrelsen på borekroppen på stedet der standardhåndtaket er installert. Et hull er laget i røret, en mutter er sveiset rundt det, og en bolt er skrudd inn i det. Som et resultat av å stramme det, vil røret holdes sikkert på boret. Etter dette klemmes adapterskaftet inn i chucken. Deretter sveises kroppen til saksen og røret på boret sammen. Til dette brukes 2 brettede strimler.
En mutter er sveiset til høyre side av sakskroppen, og håndtaket fra kvernen er skrudd inn i den. Dens tilstedeværelse øker brukervennligheten til verktøyet. Før du bruker saksen for første gang, må du smøre gnidedelene.Det resulterende verktøyet, når det er riktig slipt, kutter 1,5 mm stålplater som smør, samtidig som det har kraftreserver for mer komplekse materialer.
Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (0)
