Jak naprawić zepsuty ząb przekładni

W mechanizmach z poprzednich lat produkcji (obrabiarki, skrzynie biegów, napędy) koła zębate i przekładnie często wykonywano z żeliwa szarego, które przy małych i średnich obciążeniach nie ustępowało swoim stalowym odpowiednikom, a proces odlewania żeliwa był prostszy i tańsze niż stal.
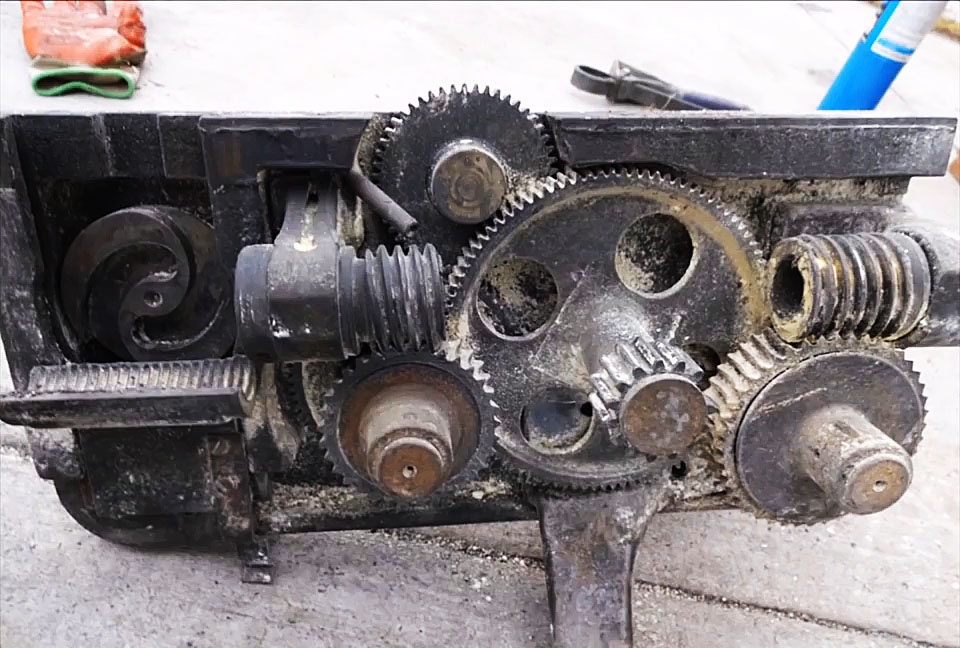
Ale żeliwo jest kruche, a na kołach zębatych i zębatkach, przy gwałtownej zmianie obciążenia lub jego wzroście, zęby pękły, a cały mechanizm zawiódł. Oczywiście lepiej byłoby wymienić koło zębate lub zębatkę z brakującym zębem na nowy produkt, co nie zawsze jest możliwe. Wtedy pozostaje tylko spróbować przywrócić ząb w inny sposób.

Jedna z opcji polega na mechanicznym przygotowaniu miejsca złamania zęba, napawaniu materiału odpowiedniego pod względem wytrzymałości i innych właściwości oraz obróbce napawania do czasu uzyskania nowego zęba o dokładnej geometrii.
Niezbędny sprzęt, urządzenia i materiały
Do pracy potrzebujemy:
- szlifierka i mini wiertarka (wiertarka);
- palnik spawalniczy tlenowo-acetylenowy;
- roztocza;
- ubijak (głowica pomiarowa);
- tokarka;
- papier ścierny;
- wał z nakrętką i rurowym ogranicznikiem do zespołu przekładni i zębnika;
- nóż do formowania profilu wnęki między zębami;
- oś frezu z uchwytem pod klucz;
- frezarka z głowicą dzielącą;
- przyrząd pomiarowy (suwmiarka, mikrometr) itp.
Aby wypełnić przerwę pomiędzy dwoma sąsiednimi, nienaruszonymi zębami w stosunku do złamanego zęba, potrzebujemy:
- pręt z brązu krzemionkowego (silikonowego);
- topnik (główna część: boraks z niewielką domieszką magnezu);
- koc spawalniczy z włókna szklanego;
- szmaty, serwetki materiałowe itp.
Proces przywracania złamanego zęba
Składa się z trzech etapów:
- Przygotowanie miejsca i wypełnienie (uszczelnienie) przerwy pomiędzy dwoma sąsiednimi, nieuszkodzonymi zębami w stosunku do brakującego.
- Wykonanie uchwytu do frezu zębatego oraz osi do mocowania przekładni i przekładni na maszynie podczas obróbki.
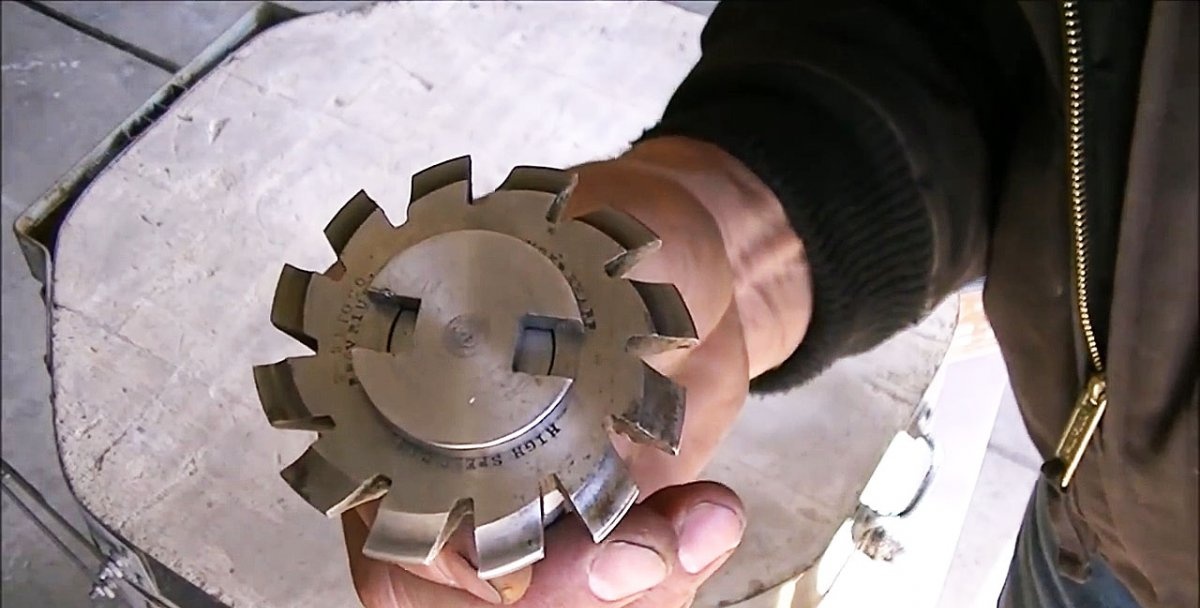
- Uformowanie profilu zęba poprzez usunięcie osadzonego materiału specjalnym frezem z obu stron.
Przygotowanie miejsca do lutowania

Ponieważ żeliwo szare jest trudne w obróbce mechanicznej, wykonanie tego za pomocą miniwiertarki jest prawie niemożliwe. Lepiej i szybciej jest oszlifować złamany ząb za pomocą szlifierki.
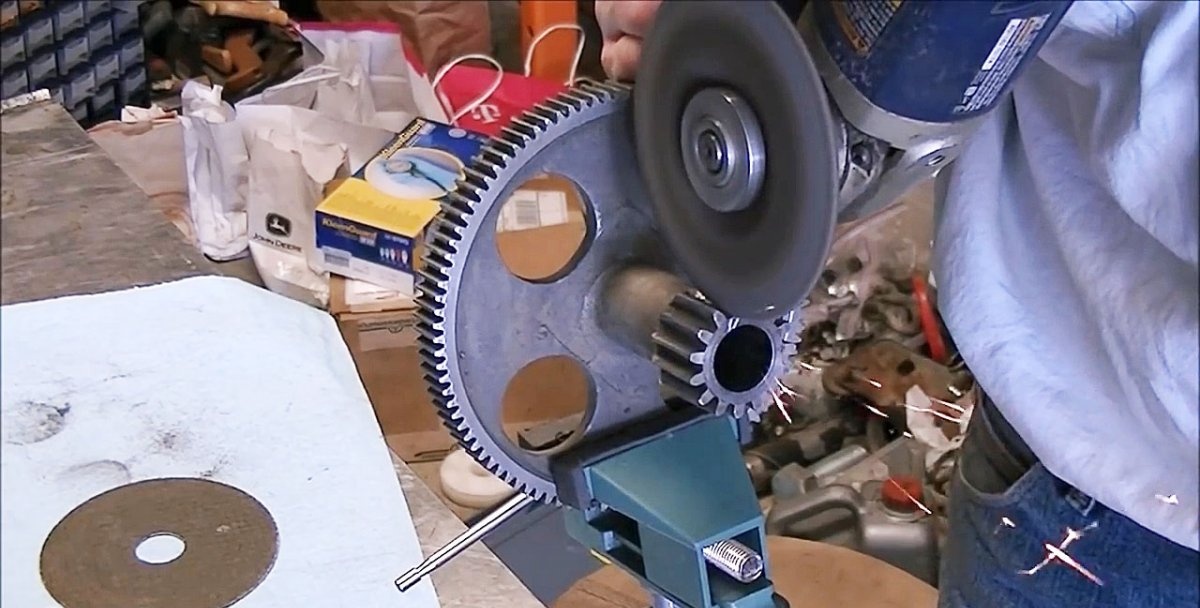
Na koniec możesz użyć wiertła, aby zszorstkować podstawę. Zapewni to mocniejsze połączenie spawanego materiału z żeliwem.


Proces lutowania termicznego
Rozpoczyna się od dokładnego i równomiernego podgrzania palnikiem gazowo-acetylenowym zarówno miejsca lutowania, jak i przylegających do niego części przekładni. W przeciwnym razie wzrasta prawdopodobieństwo pęknięć w części żeliwnej.
Następnie miejsce lutowania i pręt z brązu lekko krzemionkowego (silikonowego) nagrzewa się do czerwoności, który po nagrzaniu opuszcza się do pojemnika z topnikiem, składającym się głównie z boraksu z dodatkiem niewielkiej ilości magnezu.
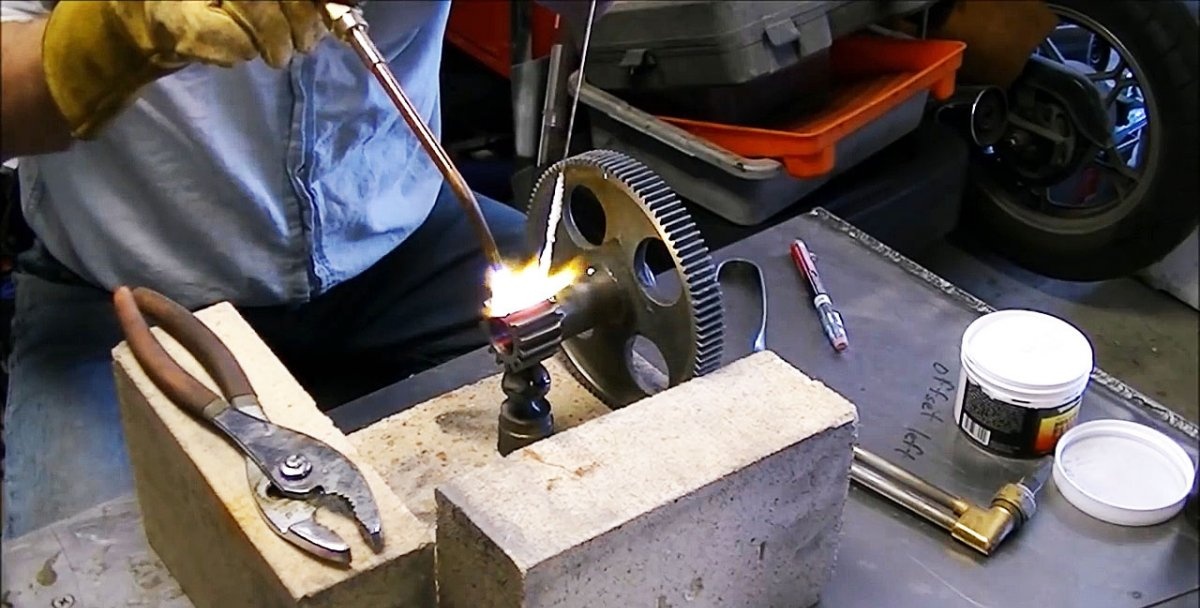
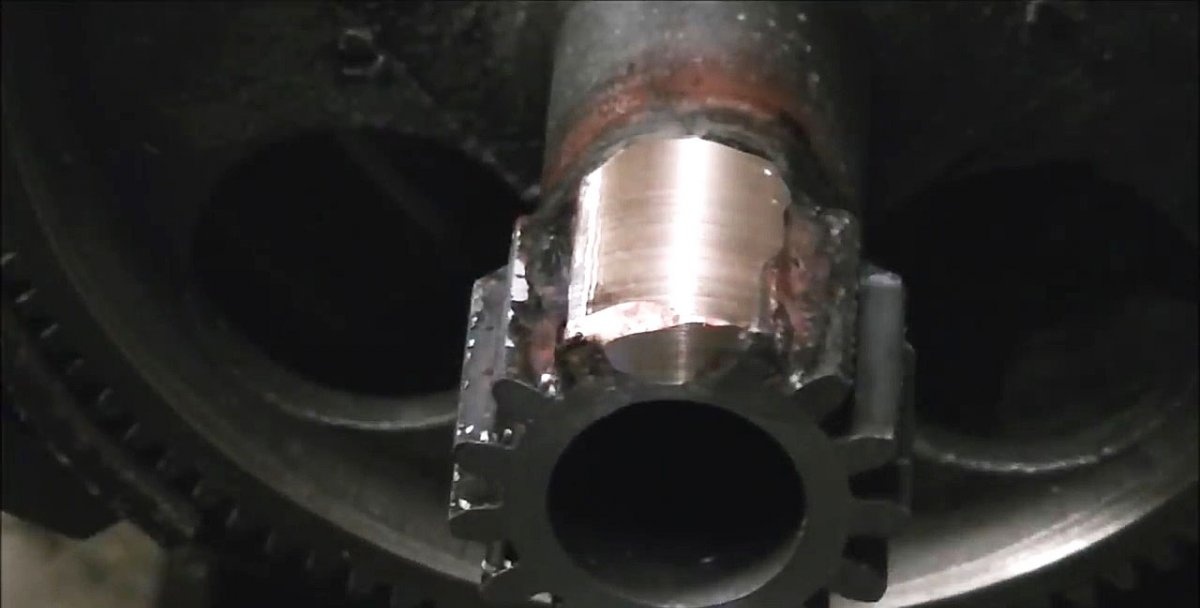
Następnie nad wgłębieniem umieszcza się pręt z brązu silikonowego pokryty topnikiem i topi się za pomocą płomienia palnika acetylenowego. Operację tę kontynuuje się do momentu, gdy lut z brązu krzemowego wypełni całą objętość ubytku pomiędzy sąsiednimi, nieuszkodzonymi zębami.
Na koniec tego etapu, aby lut nie pękł w wyniku szybkiego stygnięcia, przykrywamy naprawianą część kocem spawalniczym z włókna szklanego i pozostawiamy do powolnego ostygnięcia przez wymagany czas.

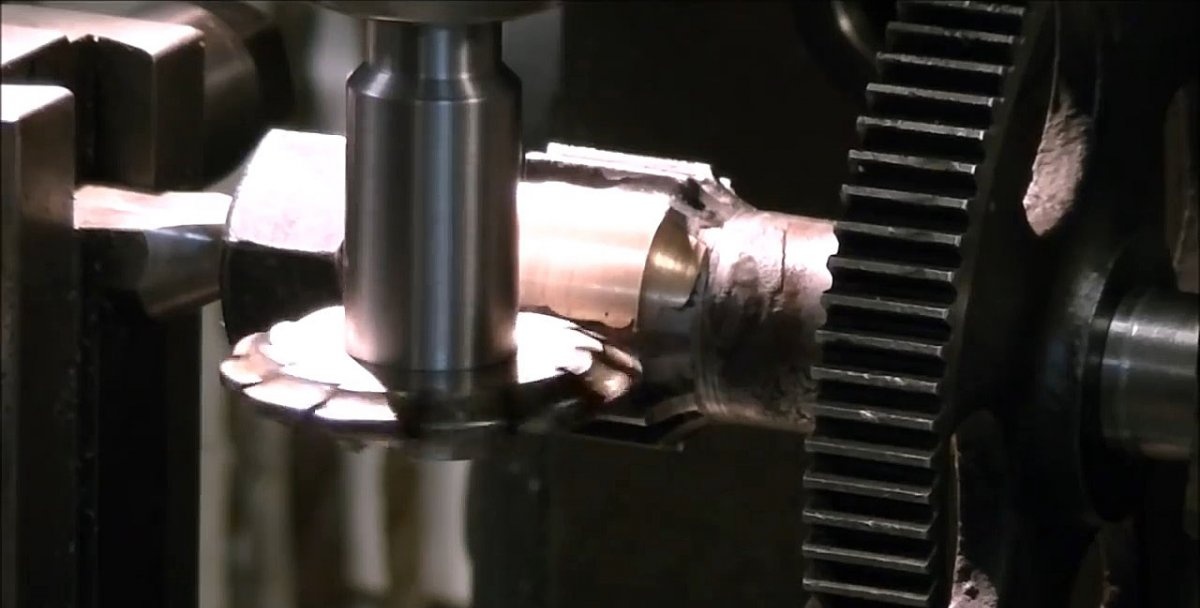
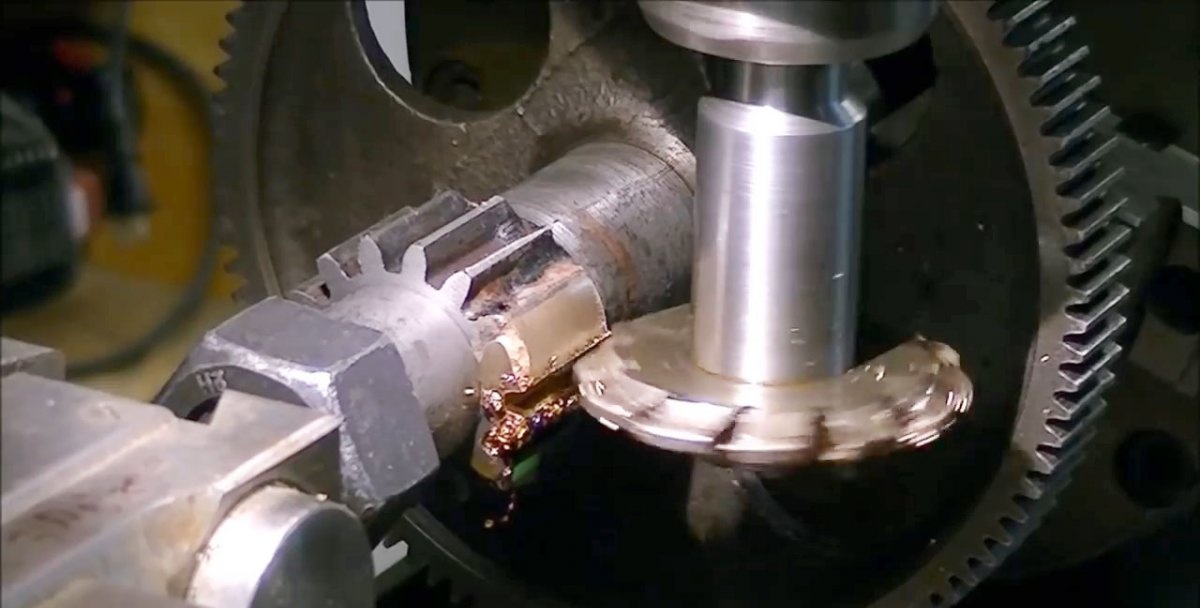
Proces obróbki lutowanej końcówki przekładni
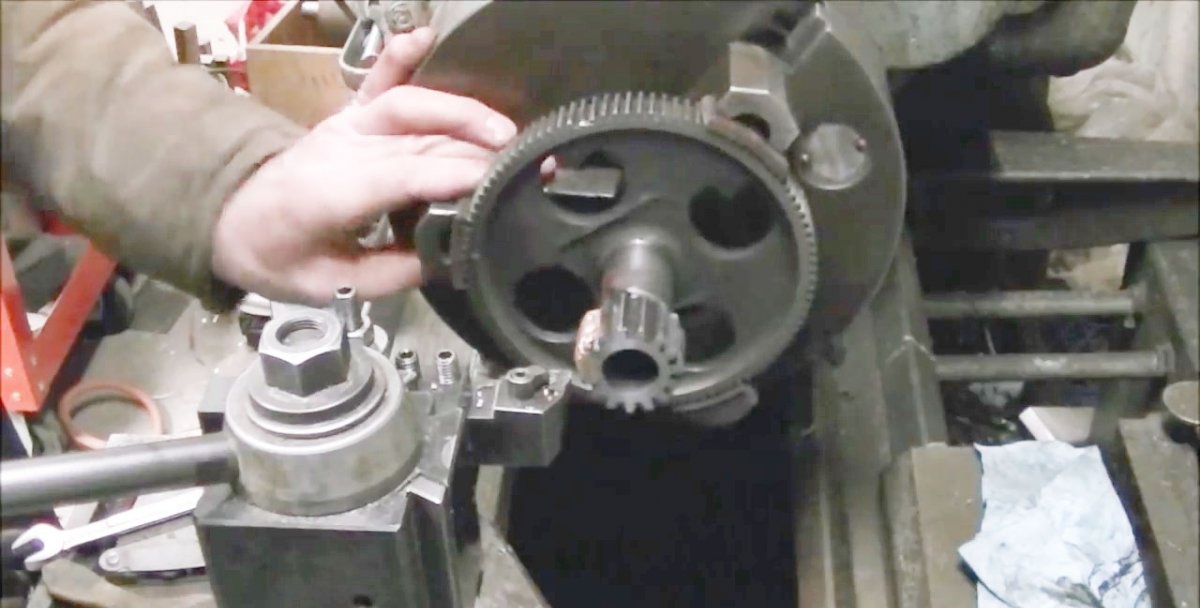
Koło zębate wciskamy w uchwyt tokarki i za pomocą głowicy pomiarowej ustawiamy blok z minimalnym dopuszczalnym biciem, w razie potrzeby uderzając przekładnię z jednej lub drugiej strony młotkiem.
Następnie za pomocą frezów usuwamy kulki lutownicze wystające poza końcówki zębatki. Na koniec toczenia szlifujemy obszary obróbki papierem ściernym.


Przygotowanie bloku i frezu do pracy

Koło zębate wraz z blokiem przekładni nakładamy na tokarkę na wcześniej przygotowaną oś dokręcając nakrętkę i ogranicznik cylindryczny.

Aby wykonać uchwyt do noża, bierzemy stalowy pręt o określonej długości i średnicy nieco większej niż otwór montażowy w narzędziu. Zaciskamy go w uchwycie tokarskim i najpierw wiercimy na jednym końcu mały otwór wiertłem centrującym, który następnie rozszerzamy wiertłem krętym do wymaganego rozmiaru.
Następnie mocujemy kran w koniku maszyny i wkładamy go do otworu na końcu pręta.Cofamy wrzeciennik i ręcznie nacinamy gwint, obracając kran za pomocą korby. W powstały gwint wkręcamy domowej roboty śrubę z płaskim łbem cylindrycznym i dwoma symetrycznie rozmieszczonymi prostokątnymi wycięciami względem środka pręta w celu uchwycenia specjalnym kluczem.

Następnie kończymy pręt z drugiej strony i szlifujemy go na wymaganą długość dostosowaną do średnicy wrzeciona frezarki. Toczenie wykonujemy z okresowym sprawdzaniem średnicy, aby nie poluzować wymiaru. Na koniec szlifujemy miejsce skrętu taśmą papierową i przecieramy szmatką.
Tworzenie profilu zęba
Mocujemy uchwyt frezu we wrzecionie frezarki i szlifujemy pręt do wielkości otworu we frezie, okresowo mierząc średnicę mikrometrem. Na koniec szlifujemy rowek papierem ściernym i przecieramy szmatką.
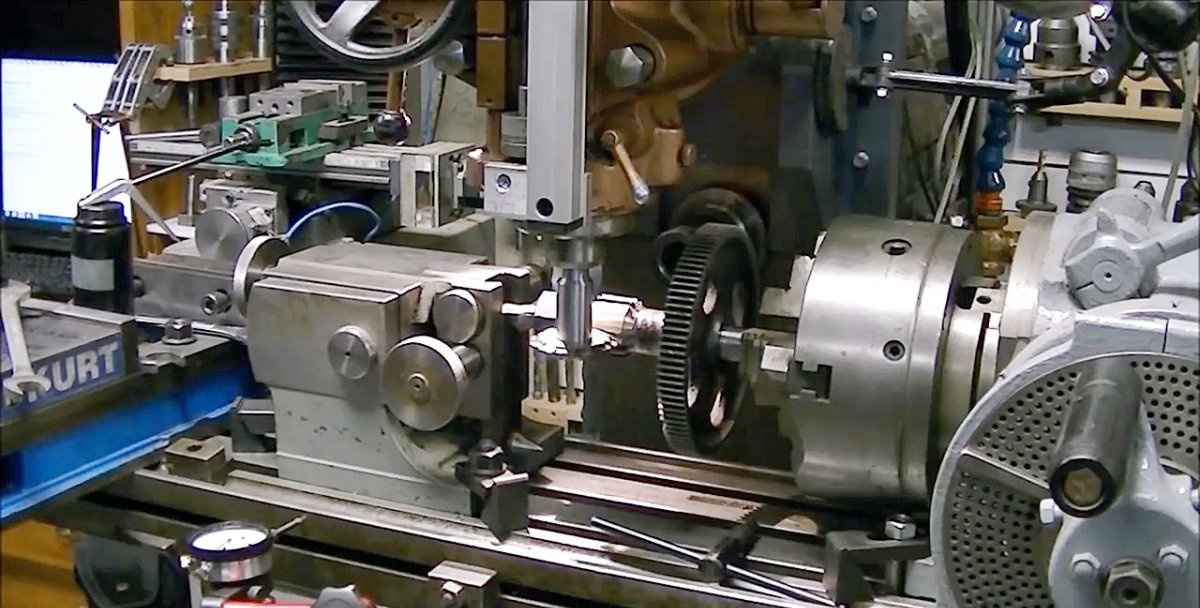
Zakładamy nóż na uchwyt i zabezpieczamy go na końcu śrubą mocującą, najpierw ręcznie, a na końcu specjalnym kluczem z korbą. Na stole roboczym frezarki montujemy głowicę dzielącą i konik. Zaciskając pomiędzy nimi idealnie prosty stalowy pręt, wyrównujemy te jednostki, aby zapewnić maksymalną współosiowość w płaszczyźnie pionowej i poziomej. W tym celu wykorzystujemy głowice pomiarowe i regulujemy położenie konika względem głowicy dzielącej. Po wyrównaniu jednostki te są bezpiecznie przymocowane do stołu frezarki.
Najważniejszą operacją jest dokładne ustawienie frezu względem odnawianej przekładni. Aby to zrobić, używamy suwmiarki, mikrometru i metalowej linijki.
Dzielimy charakterystykę łba przez liczbę zębów i otrzymujemy liczbę zwojów rączki na 1 ząb. Zwykle wynikiem jest liczba ułamkowa. Wartość tę następnie znajduje się na okręgu dzielnika.
Teraz możesz włączyć wrzeciono frezarki i rozpocząć kształtowanie jednego z ubytków odbudowywanego zęba. Lepiej to zrobić w 2-3 przejściach, aby nie uszkodzić nawierzchni. Podczas formowania zęba należy usunąć cząsteczki ciętego materiału z frezu i nasmarować narzędzie. Następnie odsuwamy frez i obracamy przekładnię z głowicą dzielącą dokładnie o jeden stopień i ponownie powtarzamy poprzednią operację.


Jedna uwaga
Po co używać brązu krzemowego do formowania zęba na żeliwnej przekładni? Czy nie jest bezpieczniej zespawać ubytek między zębami elektrodą żeliwną i następnie poddać go obróbce frezem zębatym?
Jeśli to zrobisz, to pod wpływem wysokiej temperatury żeliwo „wybiela się” i tworzy obszary, które są praktycznie niemożliwe do obróbki. Brąz silikonowy ma podobną wytrzymałość do żeliwa szarego, a nawet większą wytrzymałość na rozciąganie. Jednocześnie jego przetwarzanie, jak widzieliśmy, wcale nie jest trudne.
Obejrzyj wideo
Podobne klasy mistrzowskie

Jak przywrócić spalone wiertło, przekształcając je z 220 V na 12 V

Jak odnowić plastikowe koło zębate

Jak zamienić rozrząd w pełnoprawną przecinarkę do drewna

Całkowity demontaż przekładni kosy spalinowej w celu usunięcia produktów zużycia

Odnawianie plastikowych zębów przekładni poprzez radełkowanie

Jak wyciąć i naostrzyć nowe zęby na starej piłze
Szczególnie interesujące






Komentarze (16)
