Jak wiercić w dowolnej stali szybkotnącej za pomocą wiertarki do płytek
Jak wiercić stal szybkotnącą w gatunku P6M5 lub HSS według europejskiego oznaczenia? Przykładowo z ostrza piły mechanicznej zrobiliśmy nóż i musimy wywiercić w nim otwory o średnicy 5-6 mm na kołki, aby zamontować i zabezpieczyć podkładki rękojeści.
Ta sama operacja może być konieczna do wywiercenia brzeszczotu do metalu ze stali 1Х6ВФ, z którego można wykonać przydatne produkty. Kawałek ostrza piły mechanicznej wykonany ze stali 9HF nadaje się nie tylko do wyrobu noży, ale także np. niestandardowych breloczków do kluczy.

Wszystkie rozważane i inne gatunki stali szybkotnących są wiercone za pomocą wierteł włóczni (piórowych) do płytek, o różnych konstrukcjach. Na przykład trzonki są okrągłe lub sześciokątne, co nie ma zasadniczego znaczenia dla głównej pracy - wiercenia.

Są swobodnie sprzedawane w prawie wszystkich sklepach budowlanych lub punktach sprzedaży wszelkiego rodzaju narzędzi.Co bardzo ważne, wiertarki tego typu i przeznaczenia są atrakcyjne ze względu na niską cenę.
Ponadto do wiercenia stali szybkotnących potrzebne będą frezy o różnych kształtach i konstrukcjach. Za ich pomocą zapewniona jest dokładność, czystość, kształt i wymagana średnica wierconego otworu.

Musimy wywiercić następujące próbki:
Zacznijmy od brzeszczotu do metalu. Jako narzędzie wybierzemy używane wiertło do płytek, które było już wielokrotnie ostrzone na tarczy diamentowej. Oznacza to, że przez długi czas nie pozostało nic z fabrycznego ostrzenia, które niewątpliwie dałoby najlepszy wynik.
Wkładamy nasze narzędzie do uchwytu wiertarki elektrycznej i rozpoczynamy wiercenie bez konieczności stosowania smarowania i chłodzenia. Jako tryb pracy wybieramy niską prędkość. Zauważamy, że proces ten jest powolny, jednak przy odrobinie cierpliwości, po pewnym czasie na ostrzu pojawi się stożkowe wgłębienie, rodzaj zagłębienia spowodowanego kształtem naszego wiertła.

Wiercimy, aż po drugiej stronie pojawi się guzek.

Następnie odwracamy płótno i kontynuujemy proces, koncentrując się na guzku.


Wiercąc naprzemiennie z jednej strony na drugą, osiągamy zwiększanie średnicy otworu, aż do uzyskania pożądanego rozmiaru.

Następnym przykładem jest ostrze z piły ramowej. Miejsce wiercenia wybieramy u podstawy zębów, gdzie materiał ma największą twardość.

Proces ten również nie przebiega bardzo szybko, ale równomiernie. Można to zaobserwować po stopniowo rosnącej objętości wiórów wokół wiertła.

Zauważamy, że praca przebiega szybciej, jeśli lekko kołyszemy narzędziem z boku na bok. Pomaga to usunąć wióry z obszaru cięcia.
Kontynuujemy wiercenie z jednej strony, aż końcówka narzędzia przejdzie przez całą grubość metalu i utworzy mały guzek po drugiej stronie naszej próbki.

Ponieważ grubość metalu jest większa niż grubość metalowego ostrza, w połowie procesu będziemy musieli wymienić wiertło lub ponownie naostrzyć to, którego używamy. Następnie odwracamy próbkę i kontynuujemy wiercenie.


Już po kilku obrotach wiertła powstaje otwór przelotowy. Kontynuując proces, osiągamy wymaganą średnicę współpracującej części.
Wykonaj otwór za pomocą odpowiedniego noża.

W naszym przypadku najwygodniej jest użyć narzędzia w kształcie stożka. Łatwiej i szybciej jest osiągnąć wymagany rozmiar otworu i nadać mu cylindryczny kształt.

Przecież po użyciu wiertła piórkowego o dużym stożku otwór okazuje się mieć inną średnicę: bliżej powierzchni próbki jest większy, a w środku mniejszy.

Zacznijmy wiercić ostrze od piły mechanicznej.

Aby to zrobić, wybieramy również strefę bliżej zębów, ponieważ w tym miejscu metal jest twardszy dzięki specjalnemu hartowaniu.


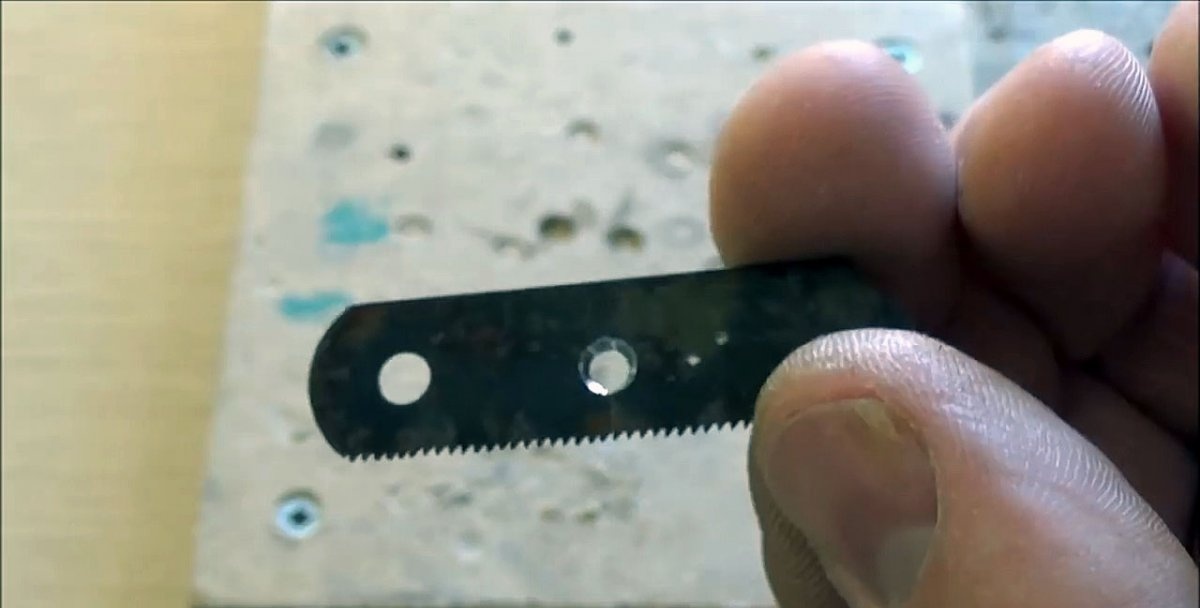
Proces wydaje się być szybszy w porównaniu do dwóch poprzednich próbek. Widać to po intensywności tworzenia się wiórów i wykonaniu otworu przelotowego bez wiercenia od strony odwrotnej.

Jeden z noży pomoże doprowadzić otwór do pożądanej średnicy i nadać mu cylindryczny kształt, jak w poprzednich przypadkach.




W praktyce utwierdziliśmy się w przekonaniu, że w każdym gatunku stali szybkotnącej można wiercić zwykłymi chińskimi wiertłami piórowymi do płytek, których głównymi zaletami są dostępność i niska cena.Również w tym przypadku przydatne są standardowe frezy, za pomocą których określa się średnicę otworów i nadaje im cylindryczny kształt.
Używając do wiercenia oleju lnianego (stosuje się go podczas pracy ze stalą nierdzewną i zawiera kwas oleinowy), możliwe będzie zwiększenie wydajności, rzadsze ostrzenie narzędzia i poprawa czystości obróbki.
Praktyka pokazuje, że proces wiercenia stali szybkotnących stanie się bardziej produktywny, jeśli najpierw użyjesz wierteł o mniejszej średnicy, a następnie większej.
Niektórzy rzemieślnicy używają śrub lub wkrętów wyprodukowanych w Niemczech i używanych do prac betonowych jako narzędzi do wiercenia stali szybkotnących. Ich charakterystyczną cechą jest to, że na główce znajduje się litera „H” (hartowany - hartowany).
Ta sama operacja może być konieczna do wywiercenia brzeszczotu do metalu ze stali 1Х6ВФ, z którego można wykonać przydatne produkty. Kawałek ostrza piły mechanicznej wykonany ze stali 9HF nadaje się nie tylko do wyrobu noży, ale także np. niestandardowych breloczków do kluczy.

Niezbędne narzędzia i próbki
Wszystkie rozważane i inne gatunki stali szybkotnących są wiercone za pomocą wierteł włóczni (piórowych) do płytek, o różnych konstrukcjach. Na przykład trzonki są okrągłe lub sześciokątne, co nie ma zasadniczego znaczenia dla głównej pracy - wiercenia.

Są swobodnie sprzedawane w prawie wszystkich sklepach budowlanych lub punktach sprzedaży wszelkiego rodzaju narzędzi.Co bardzo ważne, wiertarki tego typu i przeznaczenia są atrakcyjne ze względu na niską cenę.
Ponadto do wiercenia stali szybkotnących potrzebne będą frezy o różnych kształtach i konstrukcjach. Za ich pomocą zapewniona jest dokładność, czystość, kształt i wymagana średnica wierconego otworu.

Musimy wywiercić następujące próbki:
- element z piły ramowej wykonany ze stali 9HF.
- ostrze piły do metalu wykonane ze stali 1Х6ВФ.
- Brzeszczot mechaniczny wykonany ze stali HSS.
Proces wiercenia próbek ze stali szybkotnącej
Zacznijmy od brzeszczotu do metalu. Jako narzędzie wybierzemy używane wiertło do płytek, które było już wielokrotnie ostrzone na tarczy diamentowej. Oznacza to, że przez długi czas nie pozostało nic z fabrycznego ostrzenia, które niewątpliwie dałoby najlepszy wynik.
Wkładamy nasze narzędzie do uchwytu wiertarki elektrycznej i rozpoczynamy wiercenie bez konieczności stosowania smarowania i chłodzenia. Jako tryb pracy wybieramy niską prędkość. Zauważamy, że proces ten jest powolny, jednak przy odrobinie cierpliwości, po pewnym czasie na ostrzu pojawi się stożkowe wgłębienie, rodzaj zagłębienia spowodowanego kształtem naszego wiertła.

Wiercimy, aż po drugiej stronie pojawi się guzek.

Następnie odwracamy płótno i kontynuujemy proces, koncentrując się na guzku.

Wiercąc naprzemiennie z jednej strony na drugą, osiągamy zwiększanie średnicy otworu, aż do uzyskania pożądanego rozmiaru.

Następnym przykładem jest ostrze z piły ramowej. Miejsce wiercenia wybieramy u podstawy zębów, gdzie materiał ma największą twardość.

Proces ten również nie przebiega bardzo szybko, ale równomiernie. Można to zaobserwować po stopniowo rosnącej objętości wiórów wokół wiertła.

Zauważamy, że praca przebiega szybciej, jeśli lekko kołyszemy narzędziem z boku na bok. Pomaga to usunąć wióry z obszaru cięcia.
Kontynuujemy wiercenie z jednej strony, aż końcówka narzędzia przejdzie przez całą grubość metalu i utworzy mały guzek po drugiej stronie naszej próbki.

Ponieważ grubość metalu jest większa niż grubość metalowego ostrza, w połowie procesu będziemy musieli wymienić wiertło lub ponownie naostrzyć to, którego używamy. Następnie odwracamy próbkę i kontynuujemy wiercenie.


Już po kilku obrotach wiertła powstaje otwór przelotowy. Kontynuując proces, osiągamy wymaganą średnicę współpracującej części.
Wykonaj otwór za pomocą odpowiedniego noża.

W naszym przypadku najwygodniej jest użyć narzędzia w kształcie stożka. Łatwiej i szybciej jest osiągnąć wymagany rozmiar otworu i nadać mu cylindryczny kształt.

Przecież po użyciu wiertła piórkowego o dużym stożku otwór okazuje się mieć inną średnicę: bliżej powierzchni próbki jest większy, a w środku mniejszy.

Zacznijmy wiercić ostrze od piły mechanicznej.

Aby to zrobić, wybieramy również strefę bliżej zębów, ponieważ w tym miejscu metal jest twardszy dzięki specjalnemu hartowaniu.


Proces wydaje się być szybszy w porównaniu do dwóch poprzednich próbek. Widać to po intensywności tworzenia się wiórów i wykonaniu otworu przelotowego bez wiercenia od strony odwrotnej.

Jeden z noży pomoże doprowadzić otwór do pożądanej średnicy i nadać mu cylindryczny kształt, jak w poprzednich przypadkach.




W praktyce utwierdziliśmy się w przekonaniu, że w każdym gatunku stali szybkotnącej można wiercić zwykłymi chińskimi wiertłami piórowymi do płytek, których głównymi zaletami są dostępność i niska cena.Również w tym przypadku przydatne są standardowe frezy, za pomocą których określa się średnicę otworów i nadaje im cylindryczny kształt.
Końcowe wskazówki i uwagi
Używając do wiercenia oleju lnianego (stosuje się go podczas pracy ze stalą nierdzewną i zawiera kwas oleinowy), możliwe będzie zwiększenie wydajności, rzadsze ostrzenie narzędzia i poprawa czystości obróbki.
Praktyka pokazuje, że proces wiercenia stali szybkotnących stanie się bardziej produktywny, jeśli najpierw użyjesz wierteł o mniejszej średnicy, a następnie większej.
Niektórzy rzemieślnicy używają śrub lub wkrętów wyprodukowanych w Niemczech i używanych do prac betonowych jako narzędzi do wiercenia stali szybkotnących. Ich charakterystyczną cechą jest to, że na główce znajduje się litera „H” (hartowany - hartowany).
Obejrzyj wideo
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (23)
